等離子電弧增材TA15鈦合金組織與性能研究
2022-02-08 10:23:38張明朗柏關順李承德陳振文豐生榮
重型機械 2022年6期
關鍵詞:焊縫
張明朗,柏關順,李承德,陳振文,豐生榮,明 珠,王 偉
(1.中國兵器科學研究院寧波分院,浙江 寧波 315048;2.南京理工大學材料學院,江蘇 南京 210094)
0 前言
TA15(Ti-6.5Al-1Mo-1V-2Zr)鈦合金,是一種典型的近α型鈦合金,具有比強度高、耐蝕性強、焊接性好的特點,在坦克裝甲、武裝直升機、船舶等防護領域有著關鍵應用[1-5]。但傳統鈦合金加工制造工藝如鑄造、鍛造等存在生產周期長、材料利用率低、過程可控性小等不足,嚴重限制了鈦合金的進一步應用。鈦合金加工周期延長,提高了產品加工成本。增材制造技術能夠實現近凈成形,僅需少量加工,因此其在鈦合金廣泛應用減少了成產成本,提高市場響應速率。
近幾年來,增材制造[6](AM,Additive Manufacturing)技術的快速發展為解決傳統制造的難題提供了解決途徑。對鈦合金的增材研究主要集中于激光增材。Sabban[7]研究了TA1的激光增材技術,創新性的使用循環熱處理方式將α晶粒球化并獲得雙態微觀結構,在保持材料原有高強度的同時,提高了延展性和韌性。Sheng Zhang等[8]研究了熱處理對增材TA15組織的影響并獲得了綜合性能良好三態組織。
然而,激光設備投資大、運行成本高、沉積效率低,無法滿足日益增長的大型結構件快速制造需求。絲材+電弧增材制造(Wire + Arc Additive Manufacturing,WAAM)是一種以電弧為熱源、絲材為填充金屬進行逐層堆積的增材制造技術[9]。與以電子束、激光等為熱源增材方式相比,WAAM技術具有沉積效率高、材料利用率高、設備投資成本低等巨大優勢,受到了國內外研究學者的廣泛關注。Wu 等[10]研究了TC4電弧增材過程中熱積累對成形質量的影響,發現由于散熱路徑的改變將影響構件形狀特征。等離子電弧增材技術以壓縮電弧為熱源,能量密度高、沉積效率高、成型精度高、電弧穩定性強的特點,在鈦合金增材制造領域有著重要應用。徐俊強等[11]研究了協同送絲等離子增材制造異種鈦合金組織與性能,結果表明增材構件中存在兩種微觀組織形態,即分布在沉積層交界處的α相集束組織和分布在沉積層中心的α+β相片層組織,成功將等離子電弧增材應用到異種鈦合金的制造。
由于目前使用等離子電弧增材制造TA15鈦合金的研究較少。本文通過研究等離子電弧增材制造TA15鈦合金組織與性能,以期擴展TA15成型方法與應用,為鈦合金電弧增材發展應用提供理論與實踐基礎。
1 試驗材料及方法
等離子電弧增材示意圖如圖1所示。基板為 200 mm×100 mm×6 mm的TA15鈦合金板材,沉積金屬為TA15鈦合金絲材,其化學成分如表1所示。

表1 TA15化學成分
增材開始前,對鈦合金基板的待增材表面進行打磨并用丙酮擦拭,除去表面氧化層和油污。使用夾具固定基板,防止基板變形對增材過程產生影響。
增材時,在一層堆積完成后,下一層電弧運動方向與上一層運動方向相反。等離子電弧增材制造TA15鈦合金工藝參數如表2所示。

表2 電弧增材TA15工藝參數
增材完成后,從增材構件上使用線切割機取拉伸試樣和金相試樣進行表征。取樣方式如圖1所示。對金相試樣依次在240 #、400 #、600 #、800 #、1 200 #、2 000 #砂紙上進行打磨至光亮,經拋光、腐蝕劑(3 mL HF、30 mL HNO3、67 mL H2O2)腐蝕、酒精清洗并吹干后獲得金相試樣。依據標準 GB/T 228—2002 取得拉伸試樣,并利用萬能試驗機測試室溫下的拉伸性能,分析不同區域的性能變化規律。采用光學顯微鏡對增材樣件顯微組織進行表征,使用 FEI Quanta250F 場發射掃描電鏡觀察微觀組織及拉伸斷口形貌。
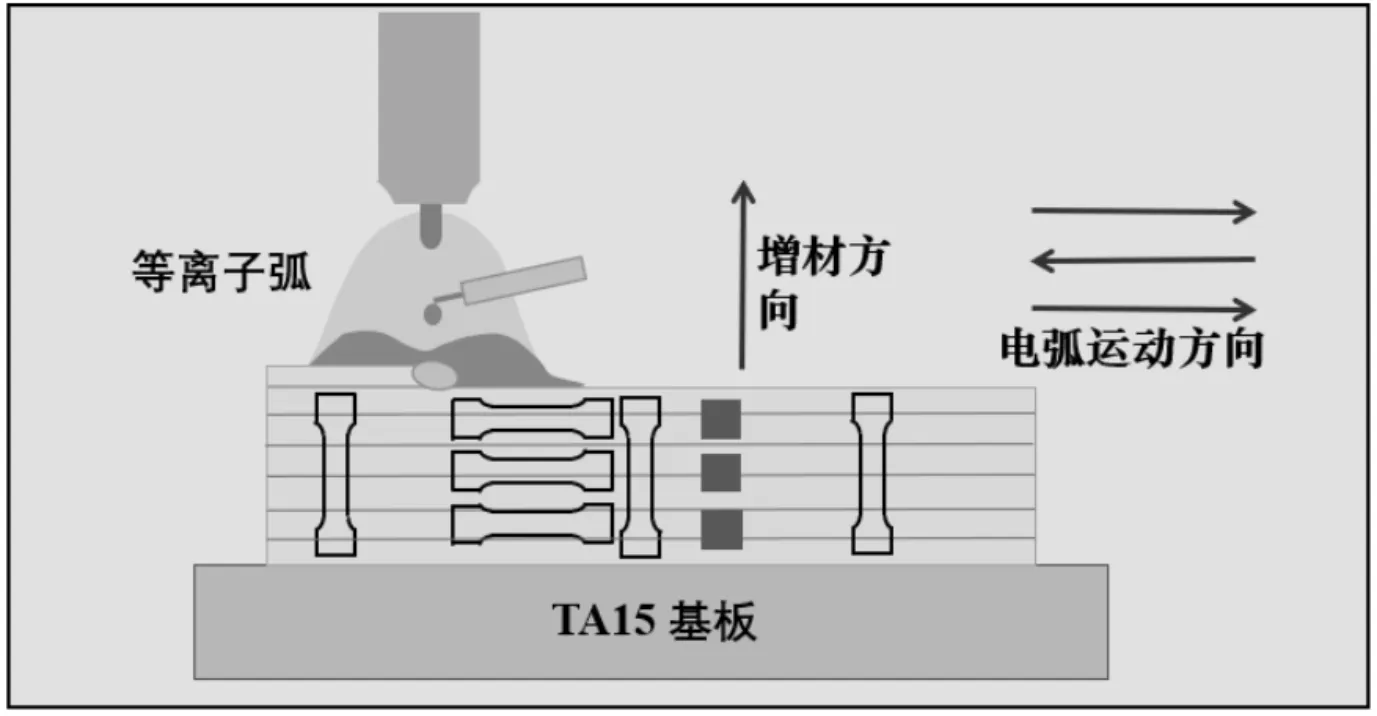
圖1 等離子電弧增材制造過程示意圖
2 試驗結果及分析
2.1 增材TA15微觀組織
取電弧增材TA15直壁上、中、下三部分金相試樣,獲得微觀組織如圖2所示,其中圖2a、圖2c、圖2e為不同位置的金相照片,圖2b、圖2d、圖2f為不同位置的SEM照片。從圖2a中可以看出,上部組織主要有類似于網籃的網籃組織,以及取向一致的片層狀組織,另外存在少量的針狀α和α′。結合TA15相圖,不難分辨出,上部微觀組織主要由針、片狀α、針狀馬氏體α′、網籃組織、魏氏組織及大等軸原始β晶組成。其中,馬氏體α′相的形成主要與增材過程中的形核、冷卻速度以及成分擴散有關。對于最上部組織,等離子增材完成后,最上層鈦合金溫度高于β相轉變溫度,且散熱較快,β相在較快的冷卻速度下轉變成馬氏體。
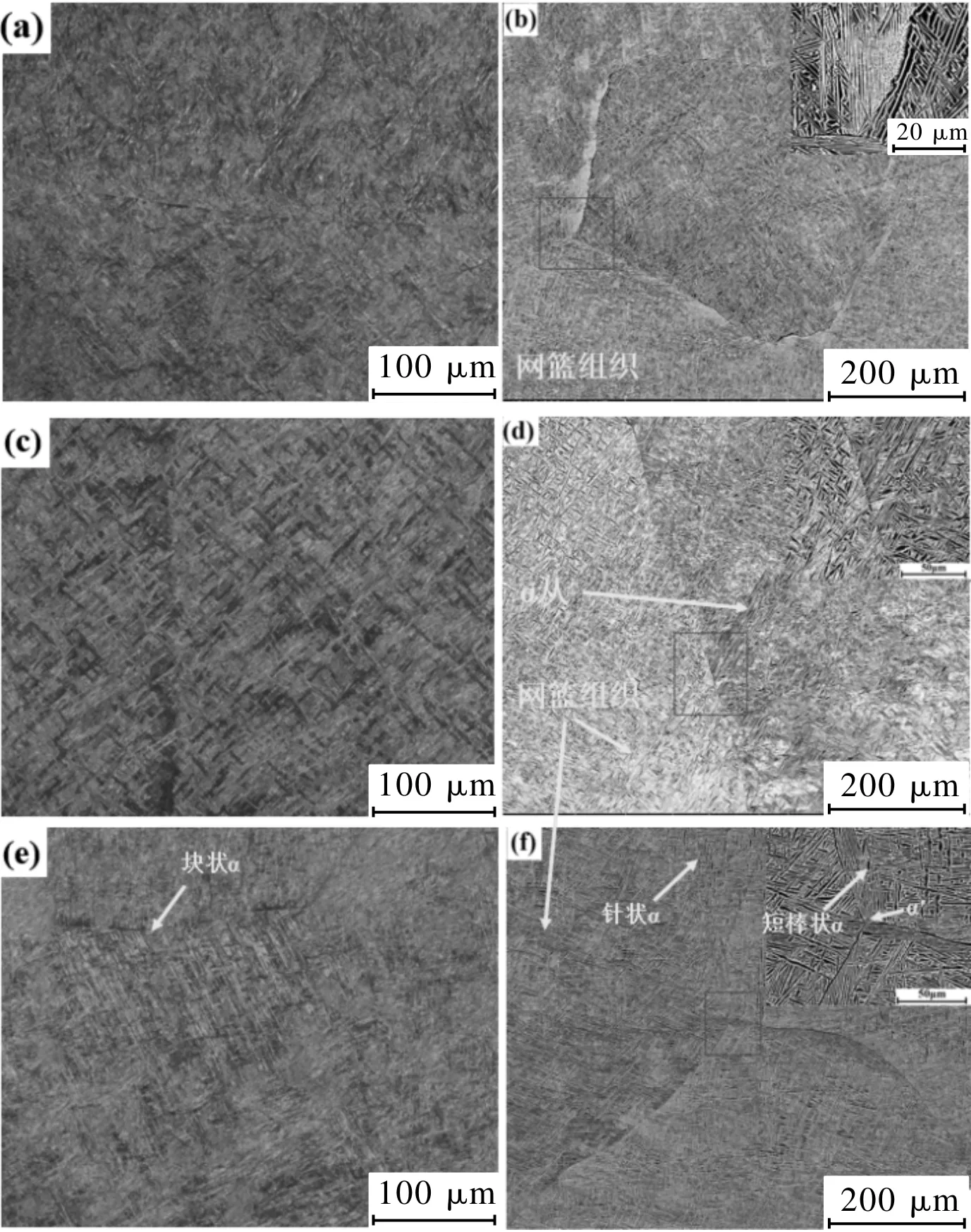
圖2 不同位置的顯微組織
中層位置主要有網籃組織、少量魏氏組織、少量馬氏體α′、集束組織、棒狀α和原始β晶界。中、下位置α′的減少的主要原因是,后續多層熱循環的累積,對中下層有熱處理作用,使得馬氏體α′分解,并形成集束組織[12]。而中、下位置的片層寬度增大,也是后續沉積層的熱積累而形成的熱處理作用。
下層位置的組織與中層相似,有網籃組織、部分針狀α、少量α′、魏氏組織、原始β晶界,但有比中層組織更加明顯的短棒狀(等軸狀)α晶。
值得關注的是中、下層組織存在短棒狀(或等軸狀)α,且下層棒狀α較中層尺寸大,這是由于中、下層組織受到后續沉積層熱處理作用,使得短棒狀α生長。通常認為短棒狀的α晶初生α晶,片層α晶為次生α晶[8]。中、下部組織與上部組織有著明顯差別,主要是由于中下部層收到了后續多層熱循環作用。中下層α片層尺寸更大。三個位置均有取向一致的α針片狀組織。這是由于直壁構件整體散熱較慢,冷卻速度遠小于最上層組織,過冷度較小,易于晶界處形核并生長,從而形成取向一致的針片狀α從組織。
另外可以看到,顯微組織中同時存在不連續晶界和連續晶界(圖2a)。李雷等[12]認為,該晶界是由塊狀的初生α相組成。沒有形成連續晶界的原因是,晶界處溫度低,冷卻速度較慢,過冷度較小,α在該處形核并緩慢長大,從而形成不連續晶界。
2.2 增材TA15力學性能
不同方向不同部位的拉伸性能如圖3所示。可以看出,等離子增材TA15鈦合金,對于平行于焊縫方向的試樣,其抗拉強度和屈服強度均大于垂直于焊縫方向的試樣,伸長率小于垂直于焊縫方向的試樣,增材試樣具有明顯的各向異性;從上到下,抗拉強度逐漸增大。主要是由于受到多層熱循環的作用,中下部組織殘留β基體中生長出更多片層狀次生α相,使得試樣強度增大。由于增材時電弧運動路徑上下層不同,使得增材冷卻后沒有形成貫穿多層的大柱狀晶粒,且左右兩側受熱作用相似,因此同一水平方式取樣下,垂直于焊縫方向的兩側試樣強度沒有明顯的差距。
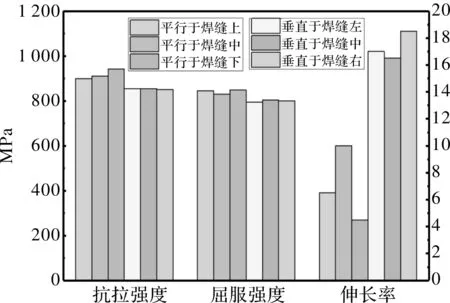
圖3 不同位置拉伸性能
圖4顯示了三組平行于焊縫方向試樣的典型拉伸斷口微觀形貌。圖4a斷口含有剪切韌窩以及少量等軸韌窩,是一種典型的延性斷裂特征。圖4b顯示了平行于焊縫方向中部的拉伸斷裂形貌,其中含有較多的等軸韌窩,這也驗證了圖4b組試樣的抗拉強度大于圖4a組試樣。圖4c斷口有明顯的準解理斷裂特征,為韌、脆混合斷裂。這也證明了下層位置的試樣塑性較差,主要是由于熱累積使得下層晶粒生長而粗大。
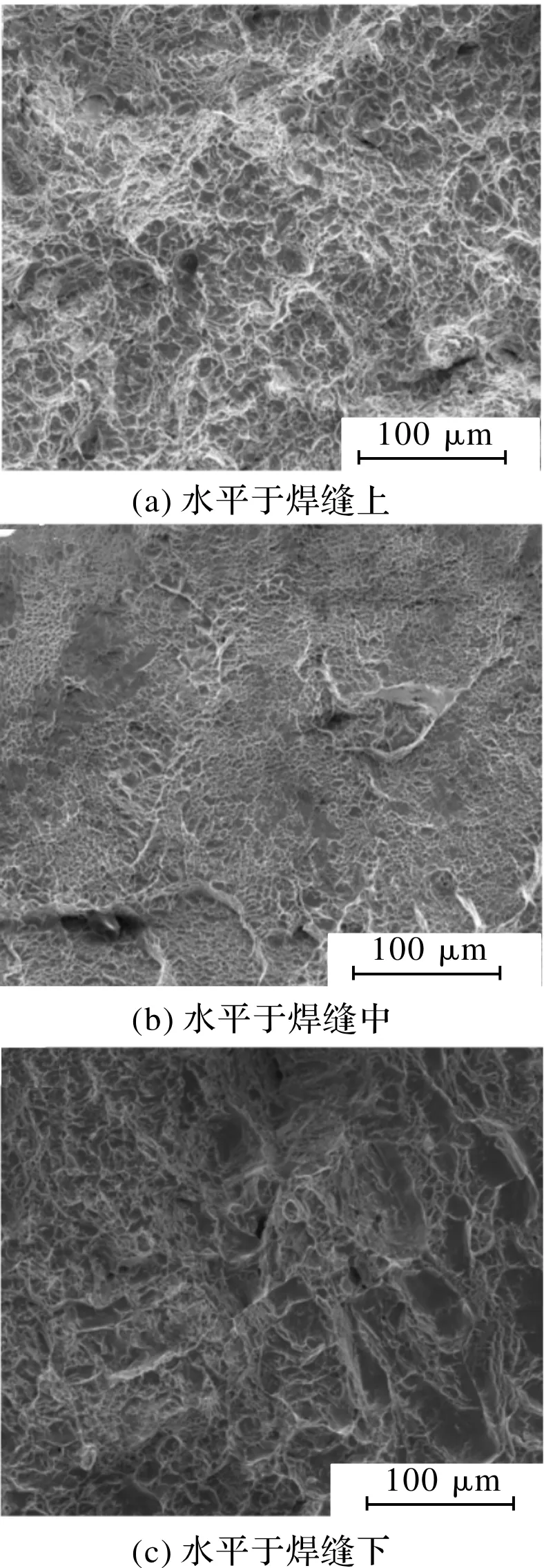
圖4 三組拉伸試樣的典型斷口微觀形貌
同時值得關注的是,水平垂直于焊縫試樣的左、右兩部分的塑性高于中部位置。通常在增材過程中,水平方向上焊縫中心位置較兩側散熱速度慢,片層間距較大,晶粒較粗;而邊緣冷卻速度快,片層間距較窄,晶粒較小。通常細化晶粒后,單位體積內晶粒增多,變形易分散在更多的晶粒中,不容易造成應力集中,從而使得塑性提高。因此同一水平方向上,邊緣位置的塑性略高于中心部位的塑性。
從本文分析可以看出,等離子電弧增材直壁試樣的拉伸性能在二維方向具有明顯的方向性,差距較大。
4 結論
(1) 等離子電弧增材獲得的直壁體中,上層組織主要有針、片狀α、針狀馬氏體α′相、網籃組織、魏氏組織及大等軸原始β晶;中下層組織較為相似,均有網籃組織、少量魏氏組織、少量馬氏體α′、集束組織、原始β晶界,但下層組織存在短棒狀(等軸狀)α晶,為初生α相。
(2) 等離子電弧增材獲得的直壁體中,沿增材方向組織差異明顯,中下層α片層寬度較上層大。
(3) TA15電弧增材制造直壁構件存在明顯的各向異性,平行于焊縫方向的抗拉強度大于垂直于焊縫方向的抗拉強度。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
