一種U型梁浮動夾緊送進機構
2022-02-08 10:12:16王菁華王易楠楊新文于學軍武曉東
重型機械 2022年6期
關鍵詞:結構
王菁華,王易楠,楊新文,于學軍,武曉東
(國機鑄鍛機械有限公司,山東 濟南 250022)
0 前言
U型梁廣泛應用于輕卡、重卡等卡車車架的制造加工中[1],在卡車車架U型梁自動加工制造生產線上,設備的前、后端一般都會安裝U型梁數控夾緊及長距離送進機構。
U型梁在生產時,其結構外形在全長范圍內會有合理的尺寸公差,如翼面高度尺寸公差、腹面縱向直線度公差、扭曲撓度等。通常在U型梁二次加工時,在送進過程中是靠一個翼面做側基準面,內腹面做底面支撐基準面[2],對兩個基準面實施定位的機構是有一定間距的若干個在一條直線上的旋轉支撐輪,如圖1所示。因此U型梁在緊靠兩組旋轉支撐輪送進時,U型梁定位的翼面、內腹面上的支撐點不斷后移,而這些支撐點的位置尺寸會因U型梁的外形尺寸公差產生波動,所以U型梁在全長送進過程中,反映到整個U型梁上就是其上每個結構部分都是在微量振動或擺動。負責夾緊輸送U型梁的夾鉗,在U型梁全長送進中存在一定量的上下、左右方向運動以及微量扭轉擺動。國機鑄鍛機械有限公司研發出一種U型梁浮動夾緊送進機構,用于U型梁數控加工設備生產線,可大大提高U型梁加工的成品率和精度。
1 U型梁的外形和制造精度公差
U型梁在送進過程中對兩個基準面實施定位的旋轉支撐輪如圖1所示。U型梁的外形如圖2所示,一般U型梁的腹面內開口尺寸180~360 mm,公差A±0.5;翼面高度50~108 mm,偏差C±2;腹面縱向直線度偏差0.1%(10 m內小于7 mm),翼面縱向直線度偏差0.1%(10 m內小于5 mm),端頭200 mm范圍外角度偏差±0.7°,全長最大扭曲撓度4 mm(10 m內),材料厚度4~10 mm[3]。
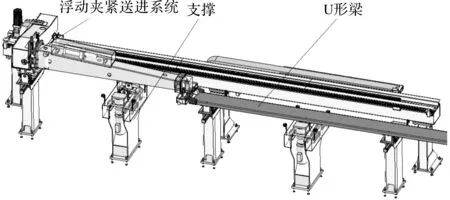
圖1 U型梁浮動夾緊送進工作圖
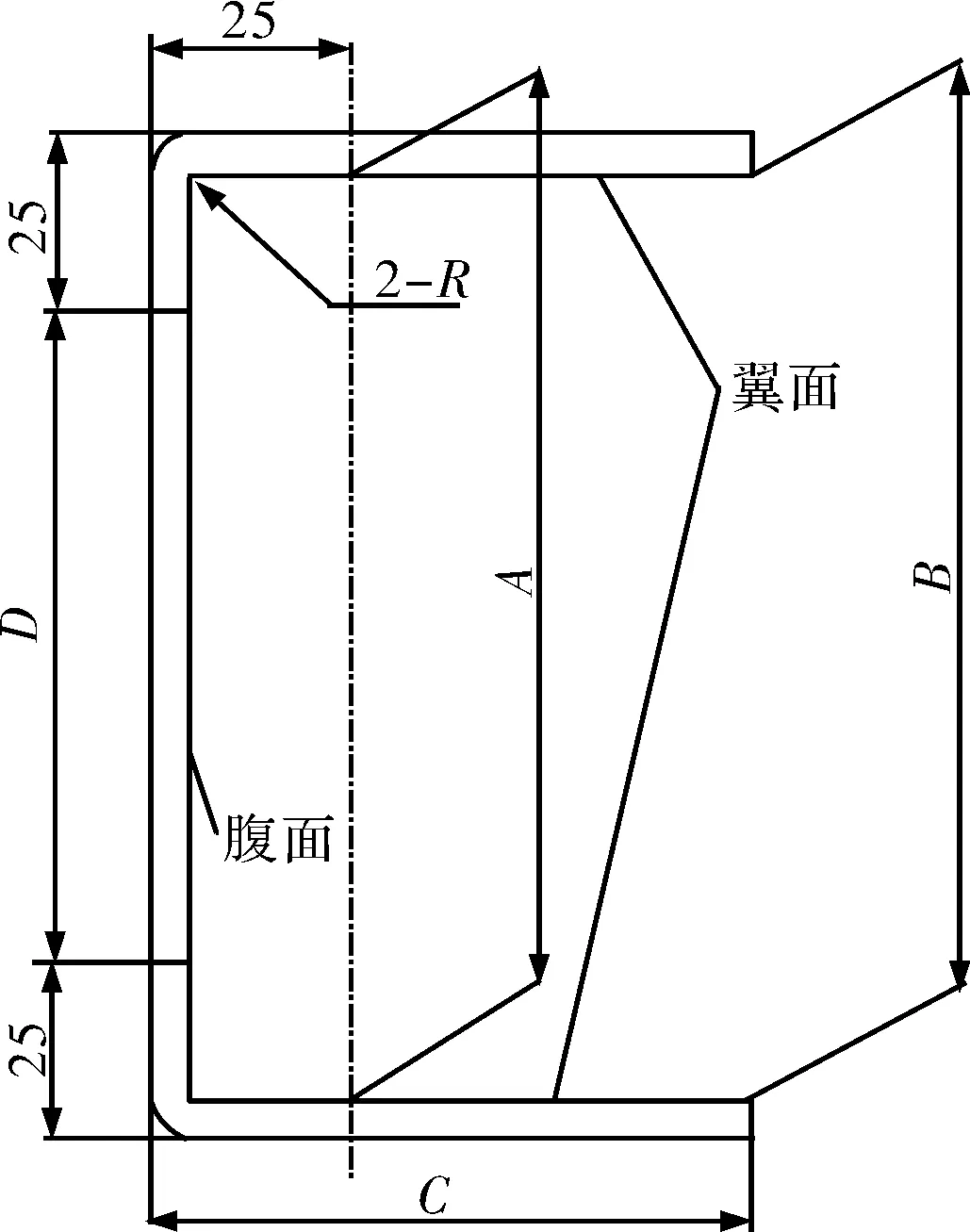
圖2 U型梁外形圖
2 U型梁浮動夾緊送進機構結構
2.1 浮動夾鉗設計依據
在U型梁的二次加工過程中,通常會使用夾鉗對各種梁工件進行長距離夾持并通過送進裝置來實現梁工件的轉移運輸,如果夾鉗直接固定安裝在送進裝置上,在夾裝諸如長梁工件時,長梁工件長度方向上因本身制造產生的公差或誤差會給工件的夾持送進夾鉗帶來很大的受力,使夾鉗在送進過程中發生偏扭,與夾鉗結構產生相互擠壓,輕則降低夾鉗的使用壽命,重則使夾鉗發生損壞。
浮動夾鉗[4]能在夾持工件的同時,配合工件產生三個方向自由度的浮動,避免由于工件外形偏差原因導致送進過程中與夾鉗發生擠壓的情況,不僅使夾鉗傳動靈活自如,還能在一定程度上提高夾鉗的使用壽命。
2.2 浮動夾鉗結構
U型梁浮動夾緊送進結構主要由浮動夾鉗[5]、懸臂梁、氣液增壓缸[6]、上、下驅動部分、移動梁、縱向驅動部分、橫向驅動部分、底座部件、液壓系統、電控系統等組成。如圖3所示。

圖3 U型梁浮動夾緊送進結構
浮動夾鉗主要由夾鉗座和浮動座等組成,夾鉗座相對于浮動座和懸臂梁之間具有三個自由度的相對浮動,能夠消除U型梁工件精度公差給移送機構帶來的不利影響[7]。在夾鉗座前面板的一側安裝固定夾頭,在夾鉗座內安裝驅動油缸,驅動油缸的活塞桿上安裝有滑板,夾鉗座連接導向軌,滑板與導向軌相配合,滑板上安裝活動夾頭,夾鉗座的前面板上開設有與活動夾頭相配合的避讓槽,活動夾頭經由避讓槽伸出夾鉗座,驅動油缸的活塞桿伸出時能帶動活動夾頭向固定夾頭移動靠近,從而實現對工件的夾緊固定。如圖4、圖5所示。

圖4 浮動夾鉗及送進示意
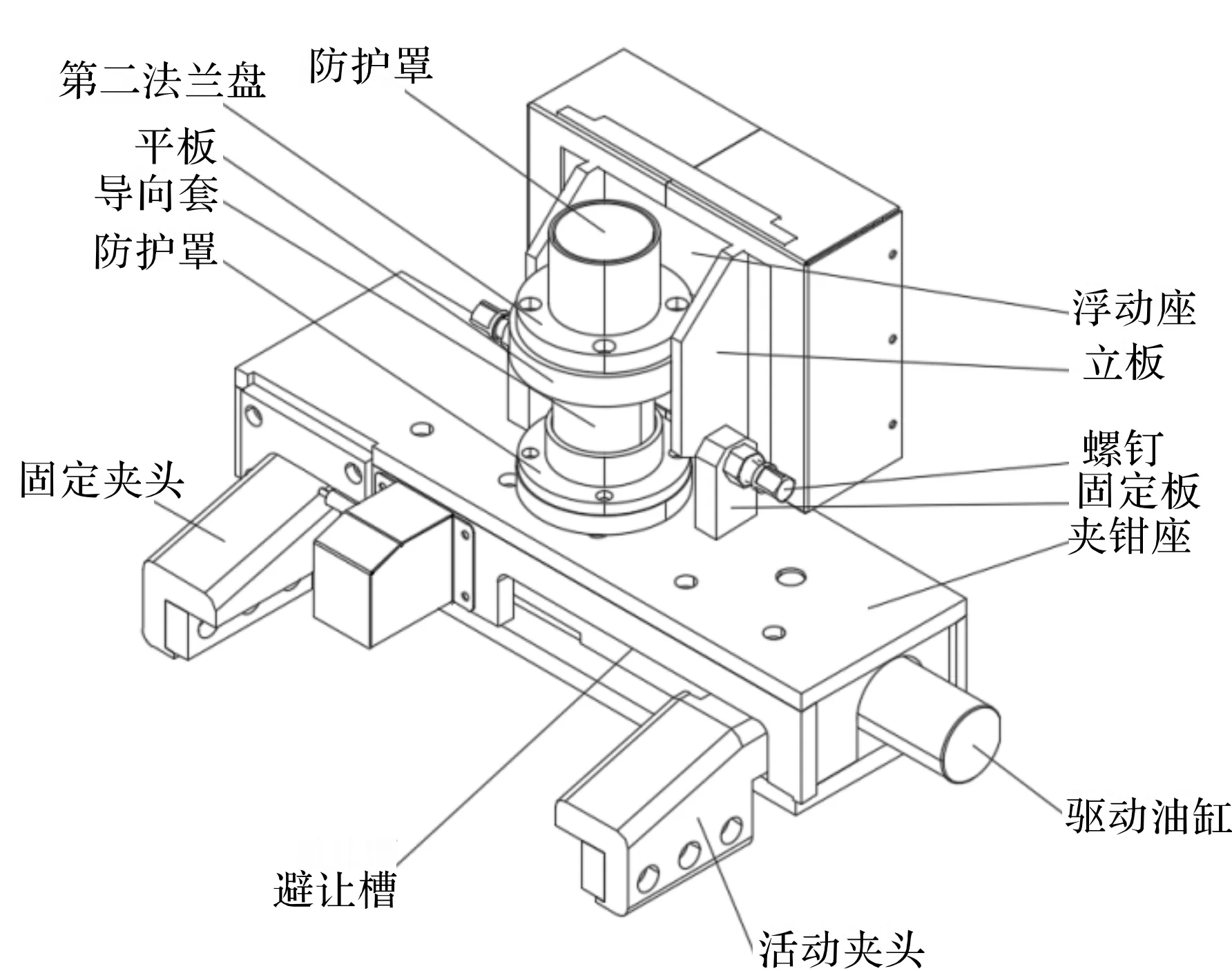
圖5 夾鉗鉗口結構示意
2.2.1 夾鉗的左右浮動結構
浮動座的后側面上安裝有兩組左右浮動機構,保證了夾鉗座和浮動座相對夾鉗送進裝置上的連接臂產生左右浮動,以滿足工件移送過程中由于生產制造公差而造成的的左右輕微晃動。每組左右浮動機構均包括安裝在浮動座上的直線軸承,直線軸承與光軸配合[8],浮動座和直線軸承均能沿光軸長度方向移動。光軸的兩端均設有軸支座,軸支座與送進裝置上的連接臂固定連接,在軸支座上有浮動護罩,浮動護罩能避免灰塵等雜物進入到左右浮動機構內,軸支座和直線軸承之間的光軸外周套裝有彈簧,通過彈簧的彈力來使直線軸承與軸支座之間產生相互作用力來驅動左右浮動,使浮動座能相對軸支座發生相對左右移動[9]。如圖6、圖7所示。
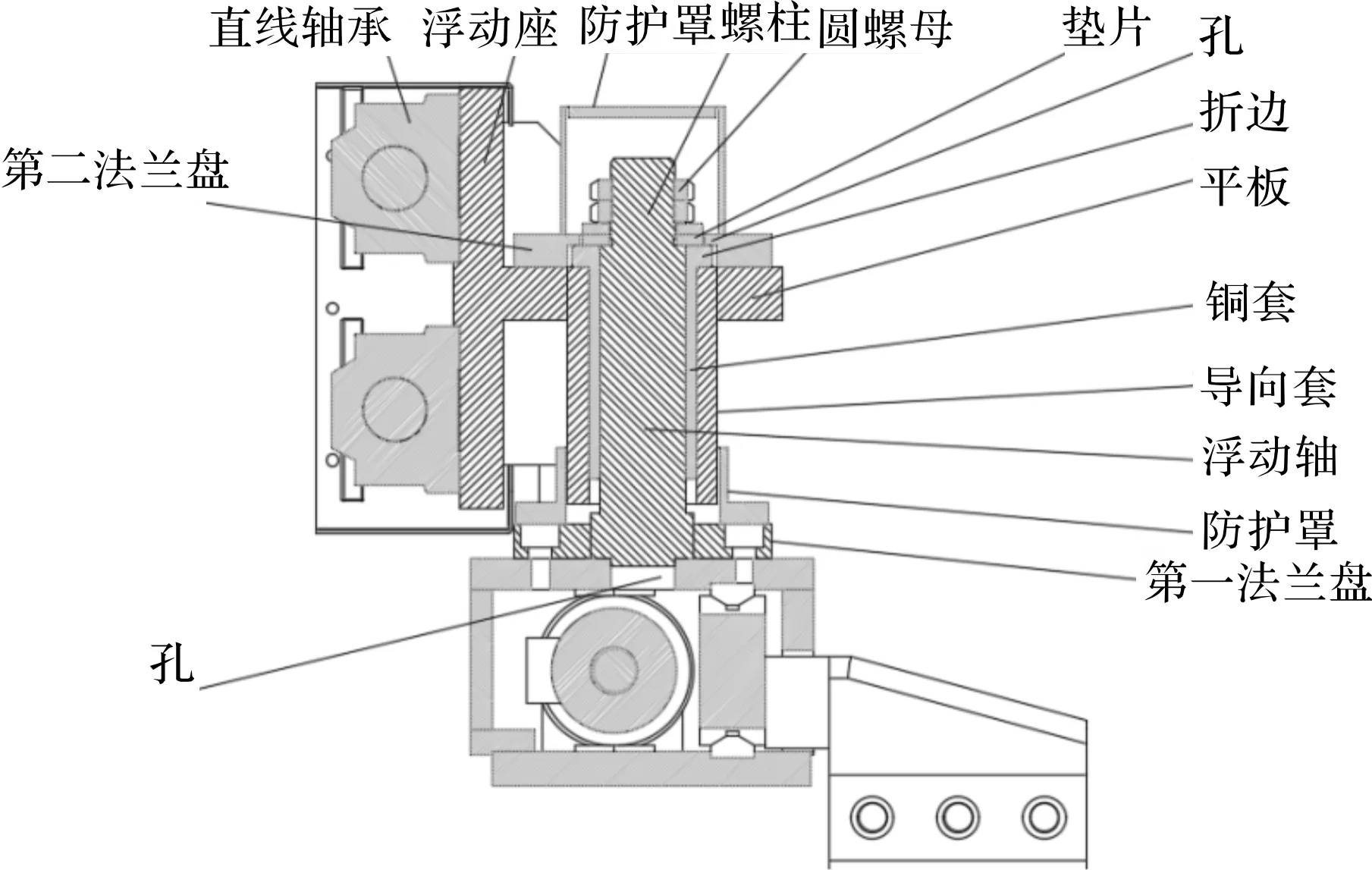
圖6 夾鉗左右浮動結構剖分圖
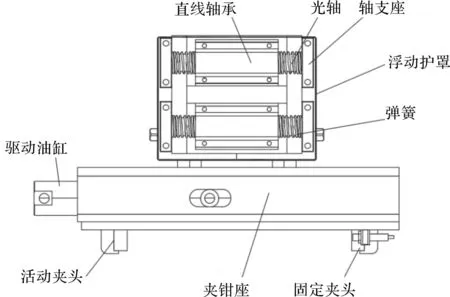
圖7 浮動夾鉗后視圖
2.2.2 夾鉗的上下浮動結構
浮動座上有焊接平板,導向套和平板為一體焊接而成,導向套內配合安裝有銅套,銅套的上端設有折邊,折邊配合在導向套的上端面上。銅套內配合安裝有浮動軸[10],浮動軸能在銅套內豎向移動,浮動軸穿出銅套的上端設有螺柱,螺柱上配合安裝有圓螺母,圓螺母底部的的螺柱外周套裝有墊片,墊片位于折邊上,從而將浮動軸吊裝在銅套上。浮動軸的下端穿出導向套并連接有第一法蘭盤,第一法蘭盤和浮動軸可以為一體焊接而成,第一法蘭盤固定安裝在夾鉗座的上面板,相當于通過浮動軸將夾鉗座吊裝在浮動座上。如圖6所示。
夾鉗座的上面板上還開設有與浮動軸相配合的孔,第一法蘭盤上安裝有下防護罩,其中導向套位于下防護罩內,在夾鉗座的重力作用下,墊片始終壓緊在折邊上,導向套的底部與第一法蘭盤之間留有間距。平板上安裝有第二法蘭盤,中間的結構孔,限位環的材料為紅銅,此件能更好的為圓螺母提供預緊力,較軟的材質可以減少上下浮動的沖擊,降低噪音[11]。結構孔的內徑大于墊片的外徑,螺柱及墊片能在第二法蘭盤內自由進出,在第二法蘭盤上安裝有上防護罩。
在夾持工件的情況下,由于重力作用,墊片壓緊在折邊上,導向套與第一法蘭盤之間的間距最大,當工件移送過程中產生上下微動,導致夾鉗座相對浮動座上移時,第一法蘭盤和浮動軸能帶動螺柱、墊片和圓螺母同步上移,螺柱在上防護罩內上升一定距離,第一法蘭盤和下防護罩相對導向套上移,第一法蘭盤與導向套之間的間距減小,從而實現夾鉗座和浮動座之間的豎向浮動。
軸支座安裝在夾鉗送進裝置上,也就是整體浮動夾鉗安裝在夾鉗送進裝置上,通過夾鉗送進裝置來實現浮動夾鉗帶動工件的移動。而夾鉗送進裝置能分別實現橫向、縱向及豎向的位置移動。
2.2.3 夾鉗的旋轉浮動結構
夾鉗座連同軸及夾鉗下部可以相對浮動座產生旋轉。夾鉗的旋轉浮動結構在浮動座前側面上設置有兩個立板,對應于每個立板的位置,在夾鉗座的上面板上安裝有固定板,固定板位于立板外側,固定板上均配合安裝有球面端緊定螺釘[12],調節螺釘的球面與立板的間隙,就可以調整浮動轉角量。如圖5所示。
2.2.4 夾鉗的橫向、縱向和垂直進給結構
夾鉗送進裝置包括橫向底座,橫向移動座上安裝有能沿橫向移動座長度方向移動的橫移板,橫向移動座上設有橫移滑軌和橫移齒條,橫移板上安裝有與橫移滑軌相配合的橫移滑塊以及橫移電機。橫移齒條嚙合橫移齒輪,橫移電機啟動能帶動橫移板在橫向移動座上移動。如圖4所示。
在橫移板上安裝有縱向移動座,縱移座底部設有縱移滑軌和縱移齒條,橫移板上安裝有與縱移滑軌相配合的縱移滑塊以及縱移電機,縱移電機的輸出軸上安裝的縱移齒輪與縱移齒條相嚙合,縱移電機啟動能帶動縱移座在橫移板上縱移。在縱移座上安裝有豎移座,豎移座的一端與軸支座相連接,豎移座的另一端設有豎移滑塊和豎移齒條,縱移座上安裝有與豎移滑塊相配合的豎移滑軌以及豎移電機,豎移電機的輸出軸上安裝有與豎移齒條相嚙合的豎移齒輪,豎移電機啟動能帶動豎移座在縱移座上豎向移動。夾鉗送進裝置通過三個電機來實現浮動夾鉗在橫向、縱向及豎向的移動,以便于將工件移送至合適的加工位置。如圖8、圖9、圖10、圖11所示。
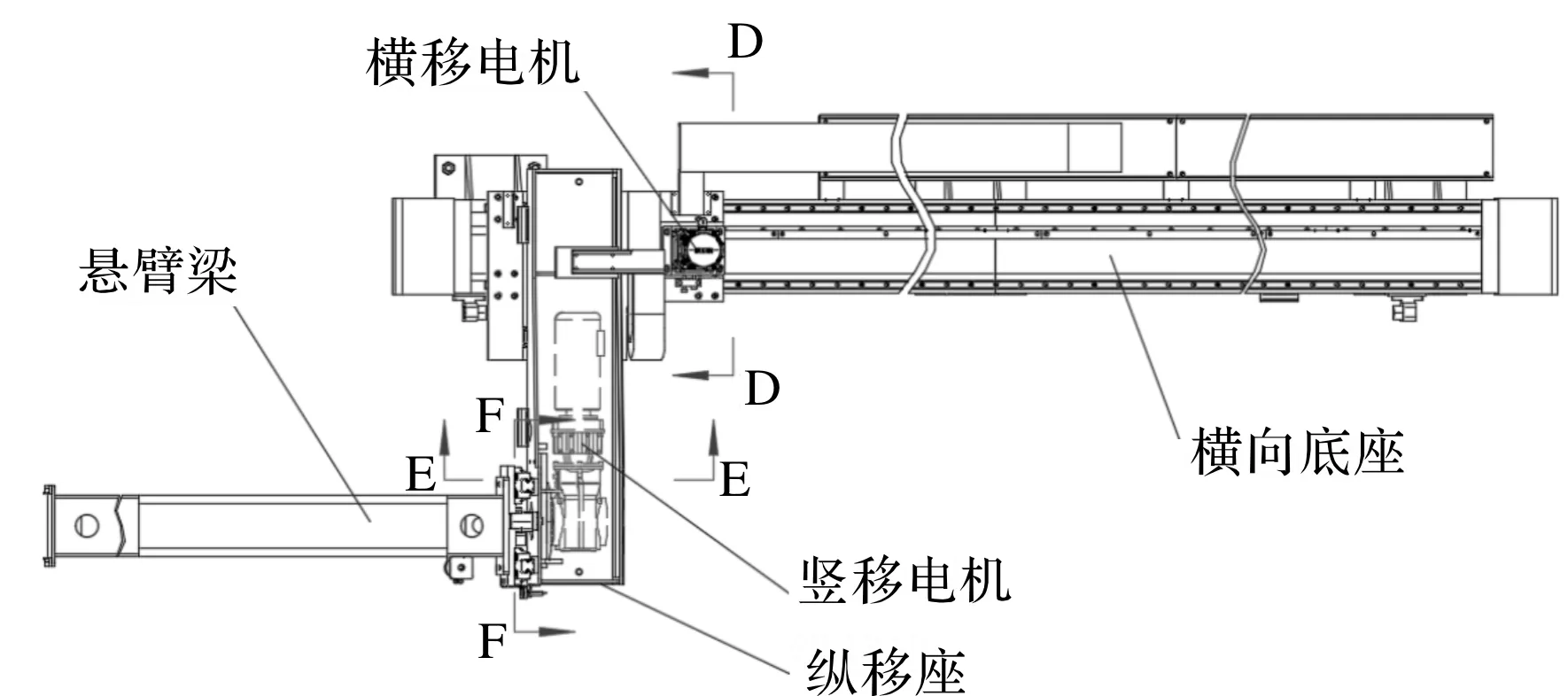
圖8 移動結構示意圖
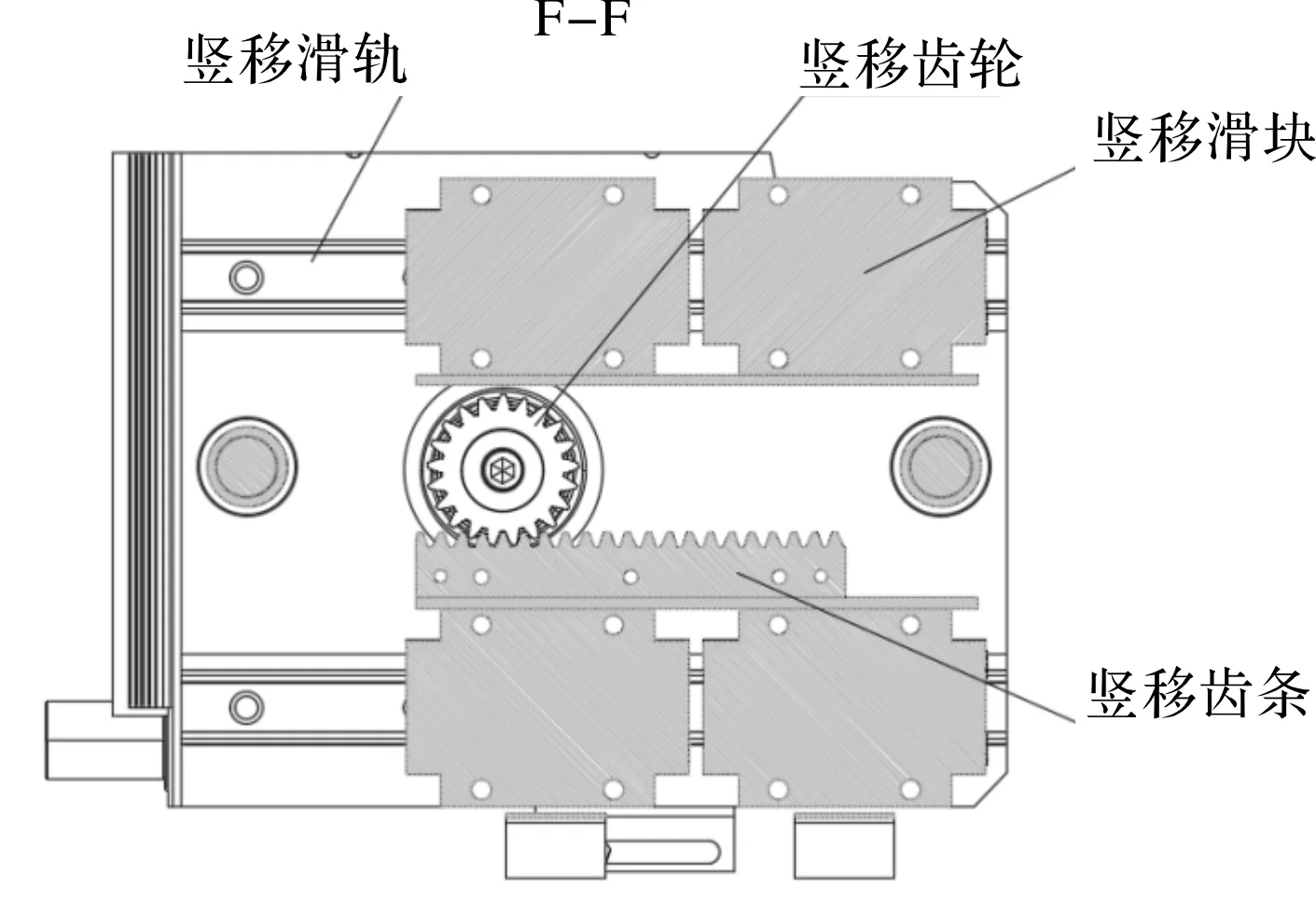
圖9 豎移結構示意圖
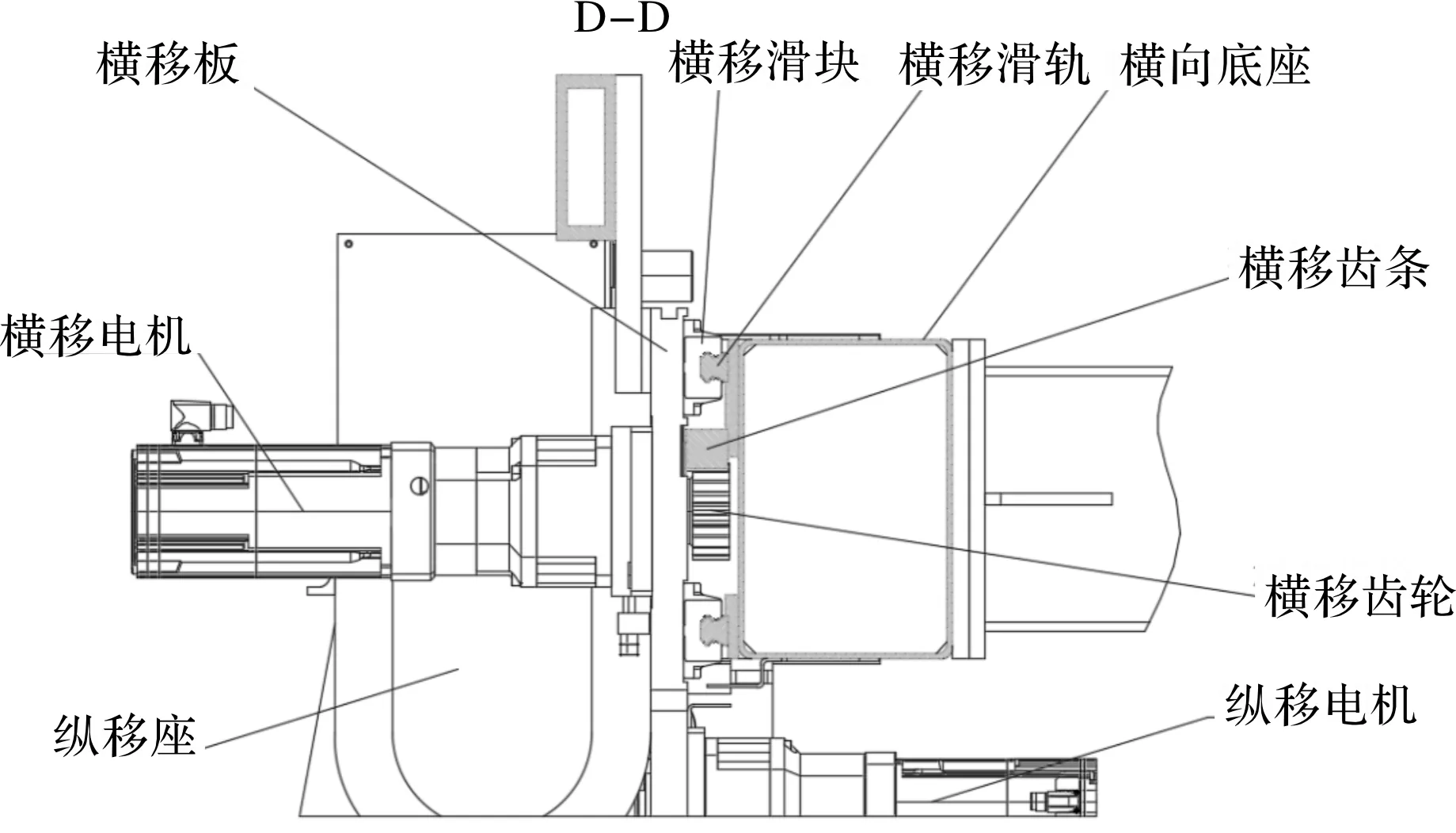
圖10 橫移結構示意圖

圖11 縱移結構示意圖
2.3 送進結構
U型梁在二次加工時,一般是開口向下,依靠兩個基準面進行支撐和定位[13-16],通過上文所述的浮動夾鉗夾緊U型梁,依靠夾鉗的橫移機構進行輸送。U型梁的支撐和定位由多組支撐組成,如圖1所示。在每組支撐上均安裝有三個旋轉支撐輪,每個旋轉支撐輪均由軸承和包膠輥組成。三個旋轉支撐輪分別為:U型梁翼面基準側水平支撐輪、U型梁內腹面豎直方向支撐輪、U型梁翼面非基準側水平支撐輪,如圖12所示。翼面基準側水平支撐輪和豎直方向支撐輪為固定基準輪,設備安裝時要求所有支撐上的水平基準輪、豎直方向支撐輪均需在同一平面上,以保證梁送進時的精度;非基準側的水平支撐輪可活動,當梁放入支撐時非基準側水平支撐輪壓緊梁,把梁壓緊在基準輪上,根據梁的腹面開口尺寸不同,非基準側水平支撐輪的停止位置不同。
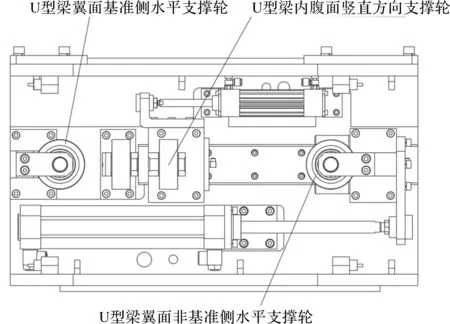
圖12 送進支撐
3 結束語
(1)本文的浮動夾鉗能在夾持工件的同時,配合工件產生三個方向自由度的浮動,避免由于工件外形偏差原因導致送進過程中與夾鉗發生擠壓的情況,不僅使夾鉗傳動靈活自如,還能在一定程度上提高夾鉗的使用壽命。
(2)浮動夾鉗可有效避免因U型梁自身公差原因所造成的二次加工成品工件誤差。浮動夾鉗可極大提高U型縱梁二次加工的成品率,節約生產成本。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
