寬厚板四點彎曲壓力矯平理論建模與有限元分析
2022-02-08 10:23:22陳亞飛楊若雯俞洪杰魏鵬洋江連運
重型機械 2022年6期
陳亞飛,楊若雯,俞洪杰,魏鵬洋,江連運
(1.太原科技大學 機械工程學院,山西 太原 030024;2.中國重型機械研究院股份公司,陜西 西安 710018;3.太鋼不銹鋼股份有限公司不銹熱軋廠,山西 太原 030024)
0 前言
高強寬厚板在現代工業化時代需求旺盛,其廣泛應用于重型裝備、壓力容器、國防軍工等重點工程領域,對國民經濟的快速發展和生產技術的進步起著不可代替的作用[1-2]。然而,寬厚板在經過軋制、熱處理等過程后可能會出現不同程度的彎曲[3],因此,為提高板材的平直度,需要對出現不同程度的板形缺陷進行壓平或矯直。
平直度作為寬厚板的重要質量指標,一直是軋制技術攻關的重點與難點[4-5]。對于寬厚板的矯平過程,目前國內傳統的是通過壓力矯平,即人工設定壓頭的行程、人工放置墊板、人工通過儀器測量板材的殘余撓度等,嚴重影響板材的矯直效率及精度,與全自動化壓力矯平過程的發展趨勢相悖。同時由于三點彎曲矯直工藝具有其局限性,矯直次數較多,效率低[6],并且當跨距較大時,矯直精度相對較差。基于此,本文針對寬厚板四點彎曲壓力矯平特點建立相關理論模型,并利用有限元模擬進行驗證,這對全自動、高精度壓力矯平過程的實現具有重要的現實意義。
隨著工業生產的發展,人們對寬厚板平直度的要求逐漸提高,矯直工藝過程中提高壓平機的矯直精度和效率已成為亟待解決的問題。為此,國內外諸多學者進行了相關研究。Lu H等[7]通過曲率變化相關理論推導出了工件初始撓度和矯直行程之間的關系,并進行相關實驗驗證了理論計算的準確性;魏欽玉等[8]建立了金屬棒材四點彎曲壓力矯直行程預測模型,結果表明,與三點彎曲壓力矯直方案相比,采用雙壓頭雙支撐結構的四點彎曲壓力矯直方案在精度和工件變形上均具有明顯的優勢;候海濤[9]研究了多點反彎矯直模型中各參數對反彎量的影響,擬合出多項式形式的反彎量計算公式,并基于ABAQUS軟件制定了不同曲率特征鋼板的矯直方案;PEI Y C等[10]建立了D型截面軸彎曲矯直預測模型,并通過實驗研究和對比分析,驗證了該模型的正確性;Timothy J B等[11]模擬了鈦合金板帶材張力作用下連續彎曲矯直過程,并建立了該工藝下表層應變計算模型;江連運等[12]建立了寬厚板三點彎曲壓力矯平數學模型,并采用有限元模擬了各種工況下寬厚板的壓力矯平過程,證實了理論模型的準確性。
由于寬厚板壓力矯平過程也涉及到回彈問題,針對材料的回彈問題國內外學者也進行了研究。張超等[13]建立了鋼-鋁復合板曲率積分模型并解析了其輥式矯直過程,結果表明,矯后鋼-鋁復合板覆層發生反向屈服,反向屈服會削弱復合板的回彈,且具有累積效應;李佼佼等[14]建立了三點彎曲有限元模型,模擬研究了不同厚度、不同溫度下Invar 36合金厚板的回彈規律,并進行相關回彈試驗,結果表明,該模型可有效預測不同工況下的回彈情況;Radha K L等[15]研究了板材成形過程中各因素對板材回彈的影響情況,并得到了最佳成形工藝參數;謝雨潔[16]針對型材中槽鋼的彎曲成形問題,采用三點彎曲和四點彎曲建立壓模,并進行有限元模擬得到了該槽鋼的回彈量。由此看來,在“大數據/AI”、“智慧工廠”的時代背景下,目前還缺少一種寬厚板四點彎曲壓力矯平理論模型用于指導生產,以提高矯直精度和效率。
本文針對彎曲半徑較大的板材,通過建立寬厚板四點彎曲壓力矯平理論模型,可進一步提高板材矯直精度和效率,并采用有限元方法研究了板材平直度的影響機理,驗證了模型的準確性;通過本文內容的研究,實現了工藝參數的精準設定和高效率壓力矯平,為實際生產提供重要理論和技術支撐。
1 理論模型建模
根據寬厚板壓力矯平四點彎曲變形的特點,在理論建模時進行如下假設:
(1)板材在彈塑性變形過程中,中性層位于板材厚度中心;
(2)板材在壓力矯平過程中,其橫斷面變形后仍為平面;
(3)板材材料為雙線性各向同性且均勻。

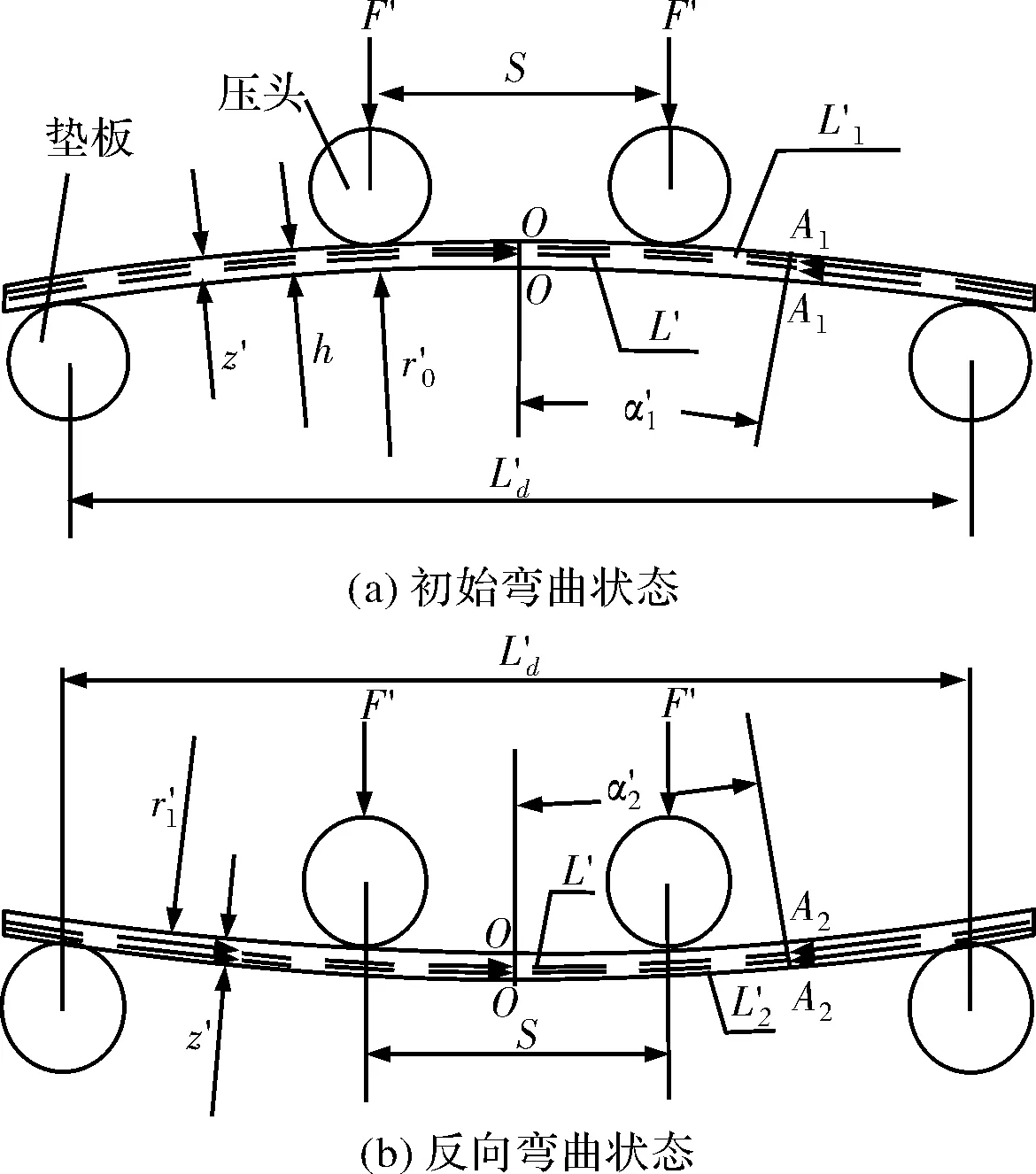
圖1 板材彎曲狀態

(1)
其中:
將其代入式(1)得到應變為
(2)
由式(2)可計算出板材彈性區臨界層距中性層的高度為
(3)
式中,σs為屈服強度;E為彈性模量。
對于板材矩形截面,其外力矩M的表達式為
(4)
式中,w為板寬;h為板厚。
將式(3)代入式(4),得到外力矩與曲率之間的表達式為
(5)
式中,Mw為最大彈性彎曲力矩,Mw=wh2σs/6;1/ρw為彎曲力矩為Mw時的曲率值,1/ρw=2σs/hE。

(6)
式中,I為截面慣性矩,I=wh3/12。
當彈復曲率等于反彎曲率時,板材才會彈性恢復到平直狀態,實現壓力矯平。因此,外力矩M與彈復力矩Mt相等,即
(7)

(8)

由圖1中板材彎曲狀態幾何關系及三角定理,得到板材中心相對邊部墊板的反彎量為
(9)
2 有限元分析及驗證
2.1 四點彎曲壓力矯平有限元模型
本文采用有限元軟件模擬不同工況下板材的四點彎曲壓力矯平過程,如圖2所示。其中,壓力矯平過程中可忽略上下墊板的彈性變形,將其設置為剛性體;板材設置為雙線性各向同性材料,單元類型為solid164。板材的約束可通過上下墊板與板材之間的接觸來實現。墊板與板材之間的靜摩擦因數為0.3,動摩擦因數為0.25。材料力學性能參數如表1所示。
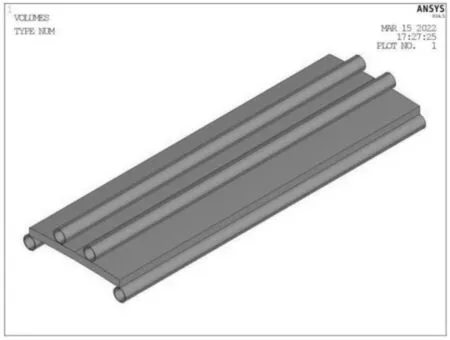
圖2 四點彎曲壓力矯平模型

表1 材料力學性能基本參數
在四點彎曲壓力矯平過程中,壓頭可以沿豎直方向移動,壓下速度為2 mm/s,壓下行程根據式(9)計算的反彎量來確定。其中,壓力矯平包含加載、保壓和卸載三個過程。加載過程是緩慢的,需要設定一個加載時間,加載完成后開始保壓,保壓過程中壓頭不動,保壓時間為10 s,之后卸載過程為壓頭回到初始位置,板材開始回彈。
2.2 四點彎曲壓力矯平模型的驗證
2.2.1 不同板寬下的理論模型驗證
選用跨距為1200 mm、板厚為80 mm、屈服強度為235 MPa、彈性模量為200 GPa、初始撓度為22.53 mm、板寬分別為4 000 mm、3 000 mm和1 500 mm的彎曲板材。根據設定的邊界條件和初始條件,利用建立的四點彎曲壓力矯平理論模型將參數代入式(8)和式(9)計算出各自對應的壓平力和反彎量,如表2所示。采用Ansys LS-DYNA模擬了各種對應工況下的壓力矯平過程,得到的模擬結果如圖3所示。
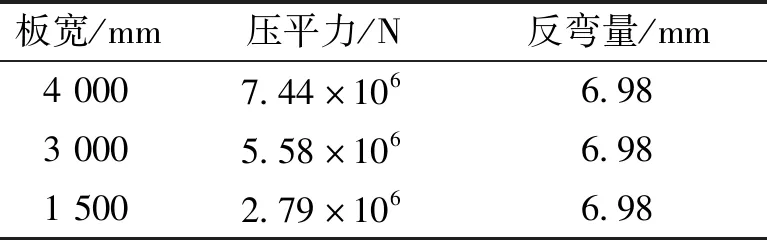
表2 載荷撓度表

圖3 不同板寬下的壓平結果
由圖3得到的板材各個節點的位移和位置數據,對數據進行整理計算,獲得了各種工況下的壓力矯平后的板材平直度。其中,跨距為1 200 mm、板厚為80 mm、屈服強度為235 MPa、彈性模量為200 GPa、初始撓度為22.53 mm、板寬為4 000 mm的板材,壓平后的平直度為3.8 mm/m;板寬為3 000 mm的板材,壓平后的平直度為3.8 mm/m;板寬為1 500 mm的板材,壓平后的平直度為3.8 mm/m。滿足工業上在板厚大于25 mm、屈服強度小于460 MPa的情況下,板材的不平度小于7 mm/m。因此,通過有限元方法驗證,不同板寬下的四點彎曲壓力矯平理論模型合理可靠。
2.2.2 不同板厚下的理論模型驗證
選用跨距為1 000 mm、板寬為1 500 mm、屈服強度為235 MPa、彈性模量為200 GPa、初始撓度為12.50 mm、板厚分別為80 mm、100 mm和120 mm的彎曲板材。根據設定的邊界條件和初始條件,利用四點彎曲壓力矯平理論模型,計算出各自對應的壓平力和反彎量,如表3所示。采用Ansys LS-DYNA模擬了各種對應工況下的壓力矯平過程,其結果如圖4所示。

表3 載荷撓度表
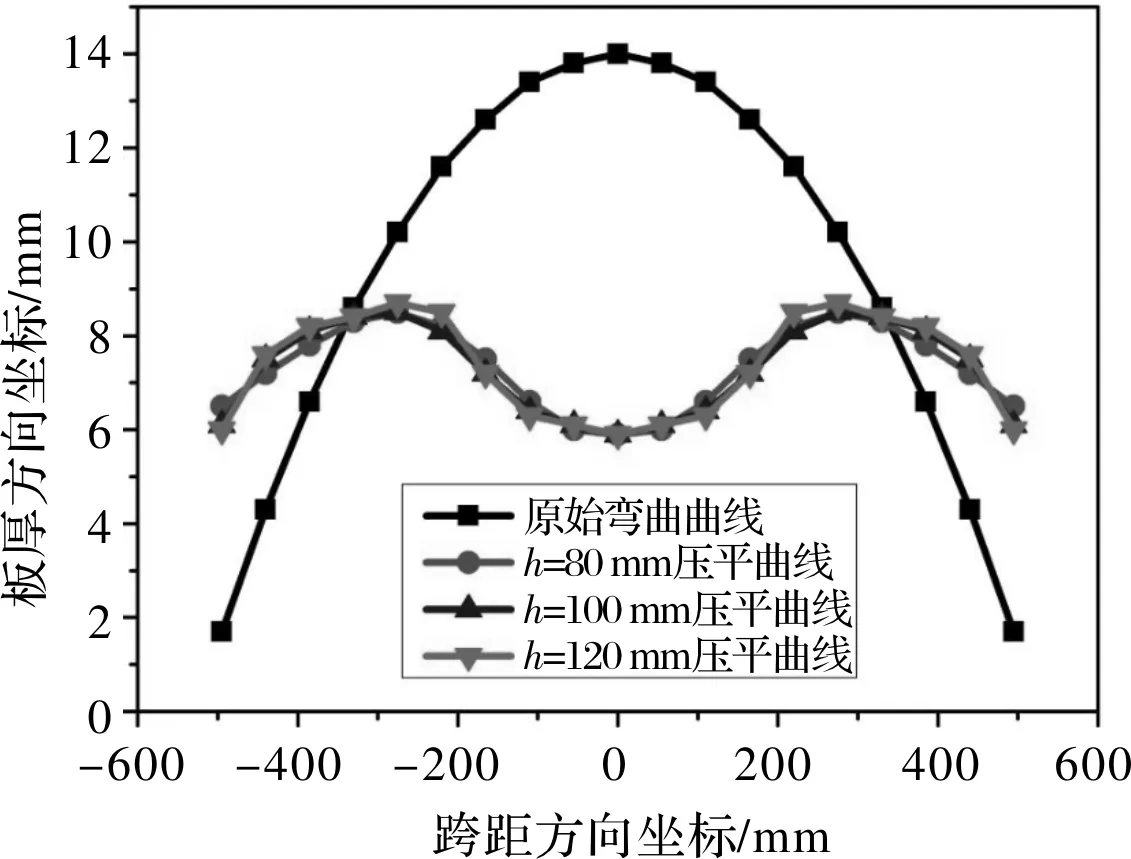
圖4 不同板厚下的壓平結果
由圖4得到的板材各個節點的位移和位置數據,對數據進行整理計算,得到各種工況下的壓力矯平后的板材平直度。其中,跨距為1 000 mm、板寬為1 500 mm、屈服強度為235 MPa、彈性模量為200 GPa、初始撓度為12.50 mm、板厚為80 mm的板材,壓平后的平直度為2.8 mm/m;板厚為100 mm的板材,壓平后的平直度為2.5 mm/m;板厚為120 mm的板材,壓平后的平直度為2.8 mm/m。滿足工業上在板厚大于25 mm、屈服強度小于460 MPa的情況下,板材的不平度小于7 mm/m。該理論模型對不同板厚的板材平直度精度滿足要求。
2.2.3 不同跨距下的理論模型驗證
根據設定的邊界條件和初始條件,選用板寬為1 500 mm、板厚為80 mm、屈服強度為690 MPa、彈性模量為200 GPa、初始撓度為16.00 mm、跨距分別為800 mm、1 000 mm和1 200 mm的彎曲板材。利用四點彎曲壓力矯平理論模型計算得到各自對應的壓平力和反彎量,如表4所示。其模擬結果如圖5所示。

表4 載荷撓度表
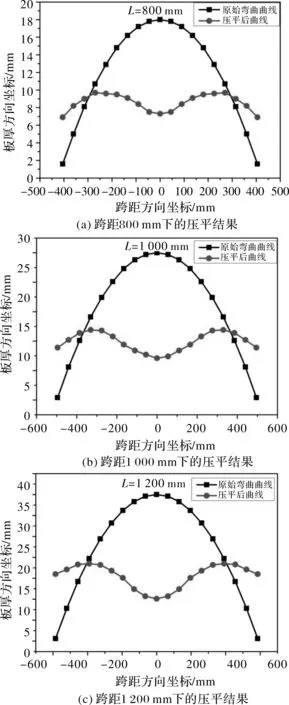
圖5 不同跨距下的壓平結果
板寬為1 500 mm、板厚為80 mm、屈服強度為690 MPa、彈性模量為200 GPa、初始撓度為16.00 mm、跨距為800 mm的板材,壓平后的平直度為4.0 mm/m;跨距為1 000 mm的板材,壓平后的平直度為4.8 mm/m;跨距為1 200 mm的板材,壓平后的平直度為7.0 mm/m。滿足工業上在板厚大于25 mm、屈服強度大于460 MPa的情況下,板材的不平度小于10.5 mm/m。由圖5得到的板材各個節點的位移和位置數據。對數據進行整理計算,獲得各種工況下的壓力矯平后的板材平直度。
2.2.4 不同屈服強度下的理論模型驗證
選用跨距為800 mm、板寬為1 500 mm、板厚為80 mm、彈性模量為200 GPa、初始撓度為16.00 mm、屈服強度分別為235 MPa、345 MPa和460 MPa的彎曲板材。根據設定的邊界條件和初始條件,利用四點彎曲壓力矯平理論模型計算得到各自對應的壓平力和反彎量,如表5所示。模擬結果如圖6所示。

表5 載荷撓度表

圖6 不同屈服強度下的壓平結果
跨距為800 mm、板寬為1 500 mm、板厚為80 mm、彈性模量為200 GPa、初始撓度為16.00 mm、屈服強度為235 MPa的板材,壓平后的平直度為4.8 mm/m;屈服強度為345 MPa的板材,壓平后的平直度為3.9 mm/m;屈服強度為460 MPa的板材,壓平后的平直度為3.5 mm/m。滿足工業上在板厚大于25 mm、屈服強度小于460 MPa的情況下,板材的不平度小于7 mm/m。由圖6得到的板材各個節點的位移和位置數據,對數據進行整理計算,獲得了各種工況下的壓力矯平后的板材平直度。
3 結論
(1)針對彎曲半徑較大的板材,提出四點彎曲壓力矯平方案。運用彈塑性力學理論并結合壓力矯平過程的特點,建立了寬厚板四點彎曲壓力矯平理論模型;在材料力學性能參數和初始撓度等已知的情況下,可以計算出壓平力和反彎量等參數。
(2)通過對不同板寬、板厚、跨距和屈服強度等工藝參數的設定,根據所建立模型計算出的反彎量采用有限元模擬壓力矯平過程,計算得出了壓平后板材的平直度。結果表明,各種工況均滿足工業上寬厚板平直度要求,如在板厚大于25 mm、屈服強度小于460 MPa的情況下,板材的不平度均小于7 mm/m,驗證了該模型的精度和可靠性。
(3)在“大數據/AI”、“智慧工廠”的時代背景下,建立的寬厚板四點彎曲壓力矯平模型進一步提高了壓平機的矯直精度和工作效率,為實現全自動壓力矯平過程提供了重要的理論和技術支撐。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
