連退機組入口段新型高強鋼飛剪
2022-02-08 10:12:16馬續創姜永濤
重型機械 2022年6期
尹 剛,馬續創,姜永濤,郭 韡
(中國重型機械研究院股份公司,陜西 西安 710018)
0 前言
隨著高強鋼產品在市場端需求的提升,國內鋼鐵企業均在通過拓展產品大綱以提升企業的核心競爭力,而由于高強鋼產品強度的提升,不僅需要改進相關生產工藝,同時對設備的能力也提出了更高的要求。其中,在連續退火機組生產工藝環節,將冷軋后的鋼卷原先所經過的脫脂清洗、罩式退火、平整、檢查各工序組成一條作業線,用連續退火爐代替罩式退火爐,實現了從冷軋后鋼卷至成品的連續化生產[1-3]。由于上游冷連軋機組生產的帶鋼不剪切焊縫,且帶頭、帶尾厚度往往超過允許偏差,故一般在連退機組的入口段設置剪切機,進行焊縫和厚度超差的帶頭、帶尾剪切。
隨著高強鋼產品擴充產品規格后,連退機組帶鋼最大帶頭帶尾厚度由2.5 mm增加至3.5 mm,帶鋼最大抗拉強度由800 MPa增加至1 600 MPa。其冷態剪切成為難題。
為解決該問題,本文開發了一種連退機組入口段新型高強鋼飛剪——雙副螺旋剪刃滾筒飛剪。
1 雙副螺旋剪刃滾筒飛剪
1.1 結構組成
如圖1所示,雙副螺旋剪刃滾筒飛剪主要由主電機、主電機底座、高速聯軸器、高速聯軸器保護罩、減速器、減速器底座、低速聯軸器、低速聯軸器保護罩、傳動側牌坊、底座、滾筒裝配、帶材、操作側牌坊、螺旋升降機等組成。
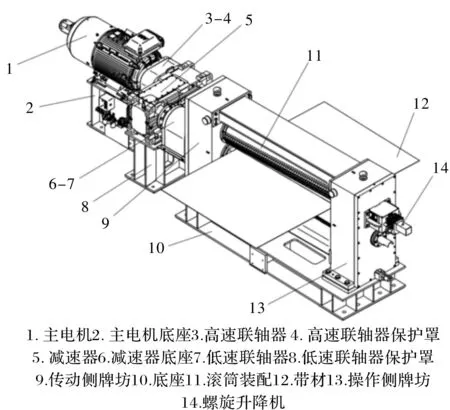
圖1 雙副螺旋剪刃滾筒飛剪
工作時,主電機通過高速聯軸器驅動減速器運轉,減速器通過低速聯軸器驅動下滾筒旋轉,下滾筒通過同步齒輪驅動上滾筒同步旋轉。上下滾筒帶動其上安裝的螺旋剪刃對帶材進行剪切。
螺旋升降機安裝于上滾筒的操作側,可調整上滾筒的軸向位置,從而改變剪刃側間隙的整體大小。
(1)滾筒。如圖2所示,滾筒主要由上滾筒、下滾筒、刀片、主壓塊、螺釘、調整壓塊、調整壓塊螺釘、拉緊螺釘、軸承、同步齒輪副等組成。

圖2 滾筒裝配
上、下刀片由壓塊固定在相向旋轉的上滾筒軸、下滾筒軸的同相位螺旋槽中。理論上,在旋轉剪切過程中,上、下刀片的剪切側間隙是均勻的。但由于加工精度和裝配精度的影響,在不同剪切點的上、下刀片的側間隙總存在一定誤差。當側間隙誤差超過允許范圍后,輕則影響剪切斷面質量,出現毛刺超高缺陷,導致次品率的增加;重則造成局部剪不斷,導致停機事故,造成重大經濟損失[4-5]。
傳統的方法是加墊片的方式來調整剪刃側間隙的均勻性。但該方法調整難度較大,對維修人員的技術水平要求高,是生產單位的重點和難點問題。
為避免該問題,新型雙副螺旋剪刃滾筒飛剪上首次創新地在上滾筒上設計了螺旋隔斷上滾筒橫截面圖,如圖3所示,筒身上有兩處切扁,間隔180°分布。軸身上間隔180°開有兩處螺旋刀槽和調節螺旋槽,兩者之間形成螺旋隔斷。下滾筒設計有切扁和螺旋刀槽,但無調節螺旋槽,未形成螺旋隔斷。上、下滾筒螺旋刀槽的底部均設置有螺紋孔。

圖3 上滾筒橫截面圖
如圖2所示,刀片靠近上滾筒軸、下滾筒軸上的螺旋刀槽側面裝配。主壓塊設置有沉孔,兩側面帶有一定斜度。調整壓塊的頂面設置有沉孔;其側面設置有光孔,且與頂面沉孔錯開分布;與主壓塊數量相同,兩側面帶有一定斜度。上滾筒軸上的刀片、下滾筒軸的刀片數量為均兩把。所述調節螺旋槽和螺旋刀槽基準刀面間形成一道螺旋隔斷。螺旋刀槽、調節螺旋槽的底部均設置螺旋間隔均勻分布螺紋孔和與槽底螺紋孔錯開布置的螺孔,調節螺旋槽的另一面設置與其同軸的沉孔。
調整壓塊設置有調整壓塊螺釘,調整壓塊螺釘穿過所述調整壓塊的沉孔旋入所述調節螺旋槽底部的螺紋孔。隨著某個調整壓塊壓下量的增加,其側面頂緊調整槽兩側面,由于螺旋隔斷的剛度更小,故螺旋隔斷在對應的位置被微量推動,則對應位置側間隙增大;隨著某個調整壓塊其壓下量的減小,則螺旋隔斷發生微量彈性反彈,對應位置側間隙減小。
主壓塊設置有主壓塊螺釘,主壓塊螺釘穿過主壓塊的沉孔旋入所述螺旋刀槽底部的螺孔,使主壓塊的側面頂緊螺旋刀槽側面和刀片。
磁座百分表,可布置于如圖2c所示位置,用以精確檢測該處側間隙的變化。
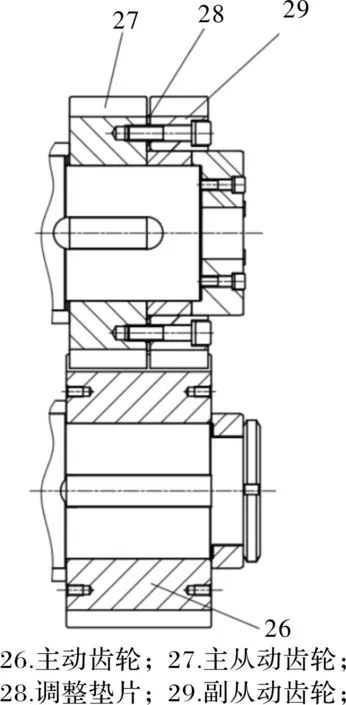
圖4 同步齒輪副
(2)同步齒輪副。如圖3所示,下齒輪為主動齒輪,上齒輪采用主副齒輪結構,三者均為斜齒輪。通過調整墊片的厚度使主副齒輪形成相位差。相位差大小應恰好抵消下齒輪和上主齒輪的齒輪側間隙,從而避免滾筒反轉時,上下剪刃的不同步轉動。應注意的是,調整墊片的厚度應使正轉時主動齒輪通過主從齒輪向上滾筒傳遞扭矩;反轉時,主動齒輪通過副從齒輪向上滾筒傳遞扭矩。
1.2 技術參數
帶材厚度:0.3~3.5 mm
帶材寬度:700~1 630 mm
帶材最大抗拉強度:130~1 600 MPa
滾筒直徑:390 mm
剪刃副數:2副
螺旋角:1.5°
同步速度:15 m/min、30 m/min、45 m/min、60 m/min、90 m/min(四檔)
電機功率:160 kW
減速比:17.3
定尺長度:400 mm、580 mm、630 mm
2 剪切力的計算
雙副螺旋剪刃滾筒飛剪的主要特點在于剪切力小。它通過壓迫刀片沿螺旋槽彈性變形的方法來形成螺旋剪刃,使得飛剪也能形成雙斜刃逐步切入效果,可大大減小帶材被剪切面積,從而大幅減小剪切力[6-9]。
根據柯洛遼夫公式[10-12]計算剪切力P為
P=(0.7~0.75)K1K3σbF
(1)
式中,K1為刀刃側間隙影響系數,一般取1.3~1.5;K3為刀鈍系數,一般取1.1~1.3;σb為被剪切帶鋼的抗拉強度,MPa;F為帶鋼的剪切面積,mm2。
螺旋剪刃自操作側切入,向傳動側逐步過渡,始終僅存在一處剪切區域,根據幾何關系,其剪切區域如圖5所示。
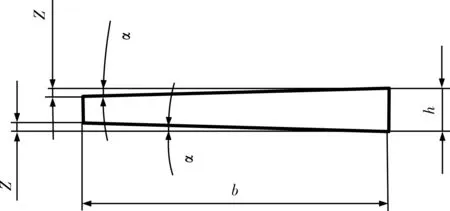
圖5 螺旋剪刃剪切區域圖
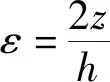
(2)
式中,z為雙副螺旋剪刃滾筒飛剪臨界切斷帶材的上、下刃切入深度;ε為相對切入率;h為帶鋼厚度,mm。
其中,相對切入率可根據新產品試樣的相對延伸率按式(3)來計算
ε=1.25δ5
(3)
式中,δ5為長徑比為5的試樣的相對延伸率。
將新產品參數δ5=0.3、h=3.5mm代入式(2)、(3),可解得z2=0.656 mm。
根據z2=0.656 mm、h=3.5 mm、α=1.5°、,使用AutoCAD繪制圖5,可知b=25.06 mm,面積F=71.27 mm2。
取剪應力系數為0.75、K1=1.4、K3=1.2,將σb=1 600 MPa、F=71.27 mm2代入式(1),可解得剪切力P=1.44×105。
3 滾筒強度的有限元分析
雙副螺旋剪刃滾筒飛剪強度大、應力水平低。
K型施羅曼飛剪的上刀架,為采用材料Q345的焊接件,屈服極限位345 MPa,經常發生變形、開裂現象[13-15],說明其實際應力大于許用應力。
與其相比,雙副螺旋剪刃滾筒飛剪的滾筒由焊接件升降為鍛件,材料為性能更佳的40 Cr,其屈服極限785 MPa。比施羅曼飛剪上刀架的屈服極限增大了約1.3倍。
加之,雙副螺旋剪刃滾筒飛剪的剪切力更小,因此其應力水平較低。如圖6所示,為上滾筒有限元應力分析云圖,最大應力為122 MPa。
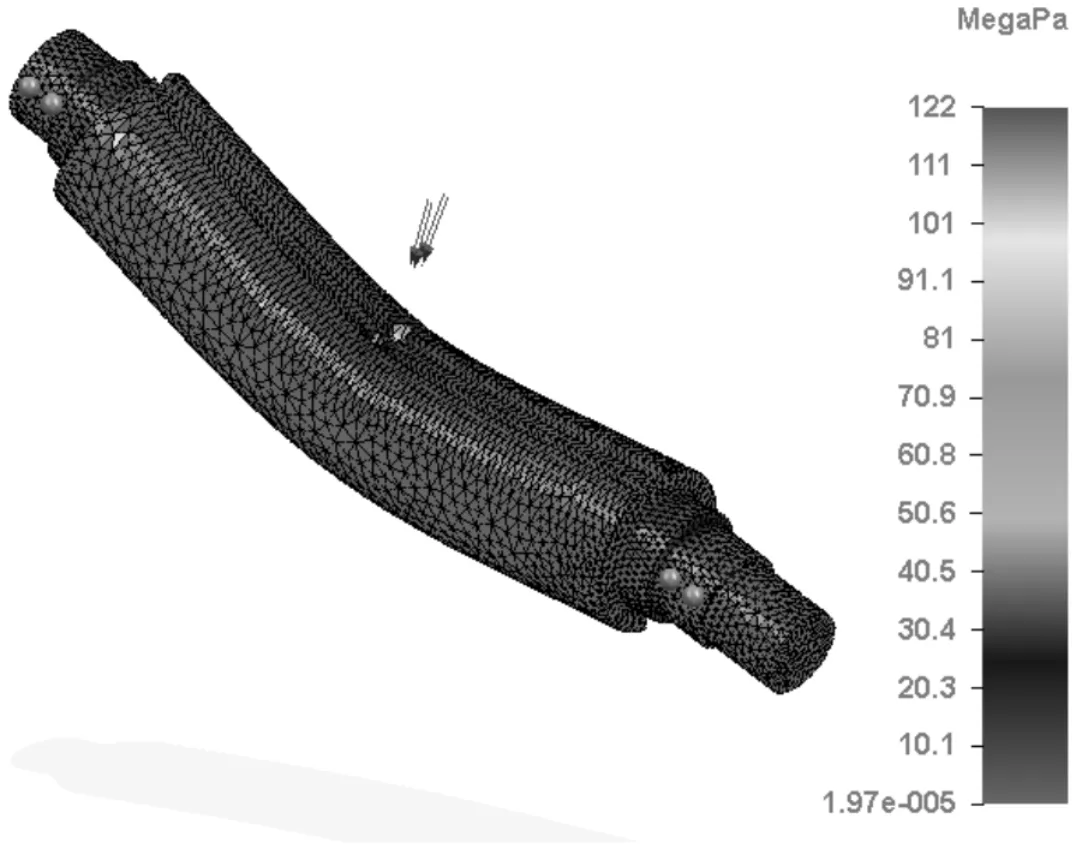
圖6 上滾筒有限元應力云圖
根據材料力學,考慮設備沖擊的影響,安全系數n一般取1.8~2.5[16]。因此,其許用拉應力[σ]應取314~436 MPa。因為螺旋剪刃剪切平穩,安全系數可以適當取小。一般按平均值來考慮,取[σ]=375 MPa。將其與有限元結果對比可知122 MPa <375 MPa,即σ<[σ],故上滾筒的安全系數足夠,無屈服變形的風險。
4 剪刃側間隙均勻度的調整步驟
雙螺旋剪刃滾筒飛剪的剪刃側間隙均勻度調整方便、可靠。其側間隙均勻性調整流程,如圖7所示。包括步驟為:
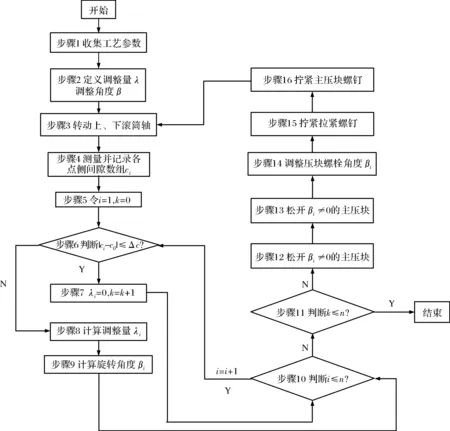
圖7 流程圖
步驟1:收集系統參數:剪切鋼板厚度h,調整壓塊單邊傾斜角α,調整壓塊螺栓螺距P,最佳側間隙c0和允許偏差值Δc。
步驟2:定義調整壓塊螺栓所需調整量為λ(正值表示向上調節,負值表示下上調節),調整壓塊螺栓所需旋轉角度為β(正值表示逆時針旋轉,負值表示順時針旋轉)。
步驟3:轉動預裝配的上滾筒軸、下滾筒軸,帶動其上刀片相向旋轉。
步驟4:沿軸向逐點測量上、下刀片的側間隙,記錄各點側間隙數組。
ci={c1,c2,…,cn}(i=1,2,…,n)
步驟5:令i=1,k=0。
步驟6:判斷側間隙偏差是否在允許誤差范圍內,即|ci-c0|≤Δc是否成立。
步驟7:如果成立,則令調整壓塊調整量λi=0,k=k+1,并跳至步驟10;否則,轉入步驟8。
步驟8:計算調整壓塊所需調整量。
步驟9:計算調整壓塊螺栓所需旋轉角度。
步驟10:判斷i≤n是否成立?如果成立,則令i=i+1并跳至步驟6;否則,轉入步驟11。
步驟11:判斷k=n是否成立?如果成立,則完成側間隙均勻性的調節,否則轉入步驟12。
步驟12:松開βi≠0主壓塊。
步驟13:松開βi≠0拉緊螺釘。
步驟14:按角度數組β={β1,β2,…,βn}(i=1,2,…,n)旋轉βi≠0調整壓塊螺栓。
步驟15:擰緊拉緊螺釘。
步驟16:擰緊主壓塊螺釘,并轉入步驟3。
5 結束語
雙副螺旋剪刃滾筒飛剪在國內某大型鋼企連退機組應用后,服役刃口剪切13個月后仍運行良好。由于剪刃上有兩個刃口可用,可翻面使用。因此,預測剪刃壽命在26個月以上。現場觀察到剪切平穩、噪聲小、振動小,滾筒無變形、開裂現象。經驗證,剪刃更換方便、側間隙調整可靠、方便。
雙副螺旋剪刃滾筒飛剪剪切力小,剪刃壽命長;滾筒強度高,彎曲應力小;只需要調整上刀片,便可完成剪刃側間隙均勻度的調整;剪刃側間隙均勻性調整系統調整靈活、簡單,可以縮短剪刃更換時間,大大提高了工作效率。
雙副螺旋剪刃滾筒飛剪率先實現了新特性高強鋼在冷態下的穩定飛剪,對新特性高強鋼的冷態飛剪具有指導意義。
