碳化硅表面電鍍厚鎳工藝研究
2022-02-14 09:32:32李永偉周行健
電鍍與精飾 2022年2期
李 強,雷 程*,梁 庭,李永偉,2,周行健
(1.中北大學動態測試技術國家重點實驗室,山西 太原 030051;2.太原工業學院自動化系,山西 太原 030051)
傳統的硅基壓力傳感器由于本身材料的限制,工作溫度被限制在550℃以內[1],隨著第三代半導體材料的發展,因碳化硅材料具有帶隙寬、熱導率高、機械性能良好及抗輻射能力強等優點[2],國內外學者將其廣泛應用于高溫壓力傳感器的研究中。由于碳化硅材料的Si-C鍵能大,在MEMS制備工藝中,通常采用干法刻蝕釋放敏感膜片[3]。刻蝕過程需要使用與SiC具有高選擇性的金屬材料作為掩膜,常用的金屬掩膜有Al、Ni、Cu,然而Al、Cu金屬易造成微掩膜效應,因此多選用鎳作為刻蝕SiC的掩膜材料[4]。根據碳化硅對鎳的選擇比1∶20計算,刻蝕350μm SiC需要約20μm的鎳作為掩膜層,然而采用濺射工藝制備的鎳層黏附性較差且無法達到SiC深刻蝕所需的掩膜厚度。因此本文采用電鍍的方法探索在SiC表面制備厚鎳掩膜工藝。
采用電鍍的方法制備鎳掩膜的關鍵是電鍍速率及掩膜均勻性控制[5]。電鍍鎳速率過快,會導致鎳掩膜表面形成金屬團簇、甚至燒灼現象,鍍層表面粗糙;如果電鍍速率過小,掩膜制備效率低且低區鍍層質量差。電鍍的鎳層均勻性對器件后續刻蝕工藝的穩定有重要影響,如果均勻性較差,會使敏感膜片釋放過程中部分器件失效,成品率較低。因此本文通過設計多因素多指標正交試驗,研究影響電鍍速率及鍍層均勻性的因素,優化制備鎳掩膜的工藝參數,為制備碳化硅基高溫壓力傳感器提供技術基礎。
1 實驗
1.1 電鍍工藝
以碳化硅壓阻式壓力傳感器感壓腔結深刻蝕過程中厚鎳掩膜的制備工藝為例,探索碳化硅基片表面電鍍厚鎳工藝,工藝流程如圖1所示。首先將4HSiC基底采用標準RCA表面清洗工藝,清洗后旋涂AZ6130光刻膠,在SiC材料的C面進行光刻圖形化,接著濺射Cr 20 nm、Au 100 nm作為種子層,最后通過剝離工藝去除光刻膠,將需要電鍍的圖形保留下來。電鍍工藝以天科合達公司提供的導電型4H-SiC作為待鍍件,其電阻率為0.015~0.025Ω·cm。電源采用GPS-2030C型直流電源。陽極采用純度為99.99%的鎳板。在待鍍件SiC基片上加入雙陰極電極,可在一定程度上提高電鍍的均勻性。此外,為了防止鍍層表面生成針孔和麻眼,在鍍液底部加入鼓氣設備,使鍍件上析出的氫氣及時排出。
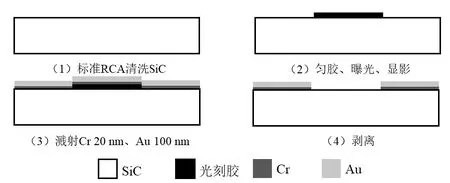
圖1 工藝流程圖Fig.1 Diagram of process flow
1.2 正交試驗設計
在電鍍鎳工藝中,影響電鍍速率及鍍層均勻性的因素較多,主要包括鍍液pH、溫度、電流密度以及鍍液各組分濃度等。本實驗確定鍍液pH(A)、電流密度(B)、鍍液溫度(C)作為正交試驗的三個因素,依據文獻報道[7]及實驗經驗,pH范圍為3.0~5.0,溫度范圍為35~55℃,電流密度為10~50 mA·cm-2,在實際碳化硅電鍍過程中電流密度超過30 mA·cm-2會出現脫落的現象,因此在此范圍內設置三個水平條件既具有代表性水平組合又可以降低實驗復雜度,每個因素三個水平不考慮交互作用,鍍鎳工藝正交因素水平表如表1所示。
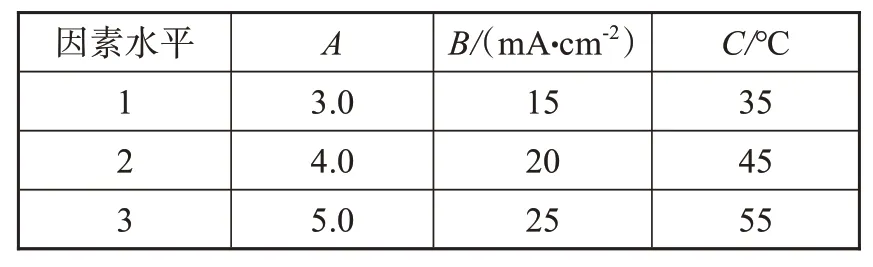
表1 鍍鎳工藝正交因素水平表Tab.1 Orthogonal factor level table of nickel plating process
由于鍍液的組成也會影響實驗結果,因此固定其他參數,確定鍍液組成為:250 g/L NiSO4、40 g/L NiCl2、35 g/L硼酸、0.8 g/L糖精和1 mL/L 2-乙基已基硫酸鈉。實驗以鍍層的電鍍速率及鍍層均勻性作為優化指標,采用臺階儀測量鍍層的多點高度并計算得到不同電鍍條件下的電鍍速率及鍍層均勻性。另外,采用激光共聚焦顯微鏡對鍍層表面形貌進行表征。
2 結果與討論
2.1 工藝因素影響的顯著性分析
探索了不同鍍液pH、電流密度、鍍液溫度三個因素對電鍍速率及鍍層均勻性的影響,結果如表2所示,均勻性計算如式(1)所示。對鍍速和均勻性作主效應方差分析,檢驗結果分別如表3和表4所示。誤差項均方分別為244.044、1.782,小于三個因素的均方差,表明實驗設計合理。結果分析過程中,顯著性水平臨界值取0.05。在電鍍速率指標當中,電流密度的p=0.031<0.05。因此,電流密度對鍍速具有顯著性影響。鍍液pH的p=0.101>0.05,鍍液溫度的p=0.437>0.05,顯然pH和溫度對鍍速不具有顯著性影響;在均勻性指標當中,pH的p=0.038<0.05,因此,pH對均勻性具有顯著性影響。電流密度的p=0.066>0.05,溫度的p=0.556>0.05,顯然電流密度和溫度對均勻性不具有顯著性影響。
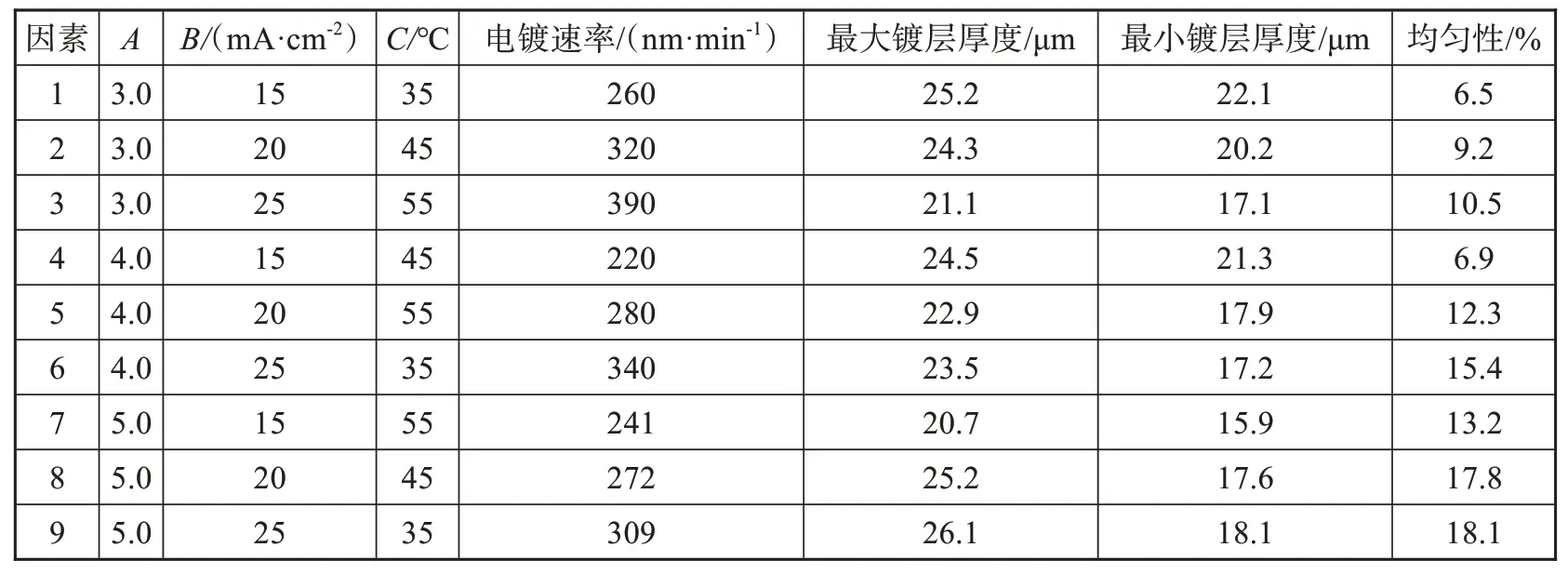
表2 不同工藝下電鍍速率及均勻性結果Tab.2 Results of electroplating rate and uniformity under different processes

表3 不同工藝下電鍍速率主效應方差分析Ta.3 Analysis of variance of main effect of electroplating rate under different processes
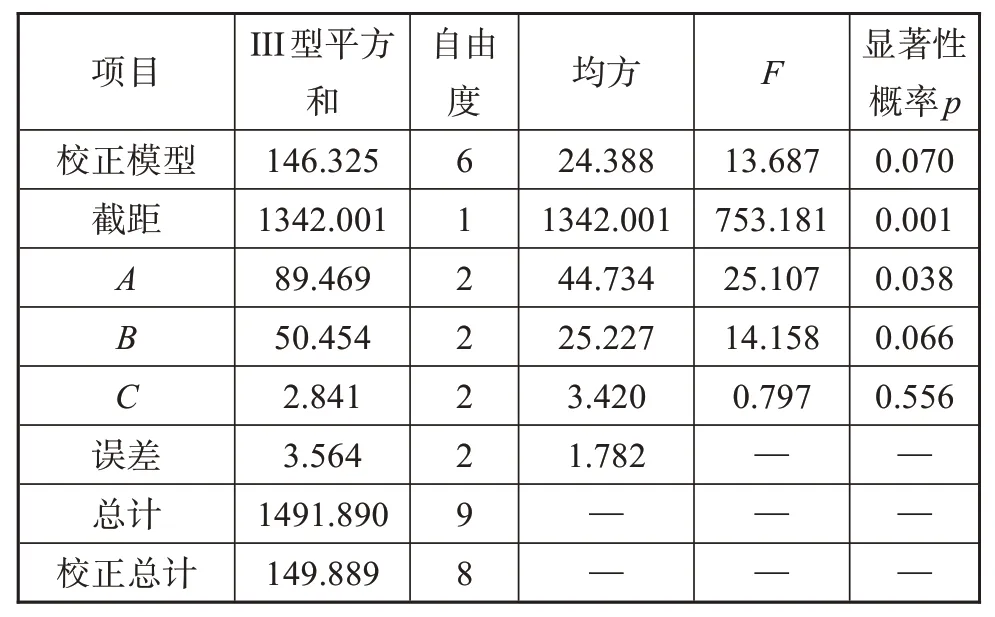
表4 不同工藝下均勻性主效應方差分析Tab.4 Analysis of variance of main effects of homogeneity under different processes

式中:?表示均勻性,%;a表示最大鍍層厚度,μm;b表示最小鍍層厚度,μm。
2.2 工藝因數對實驗結果影響的規律分析
對于電鍍速率和均勻性,依據正交結果進行極差分析,如表5所示,極差值(Kmax-Kmin)分別為A=43.33、B=113.13、C=16.87,在該實驗條件下,對電鍍速率影響因素的主次順序為:電流密度>pH>溫度,最優組合水平為A1B3C3;對于均勻性來說,極差值分別為A=7.63,B=5.21,C=1.78,在該實驗條件下,對均勻性影響因素的主次順序為:pH>電流密度>溫度,最優組合水平為A1B1C1。對于多指標分析采用綜合平衡法,關注電鍍速率的同時兼顧均勻性,由此得到最優組合水平為A1B2C3。
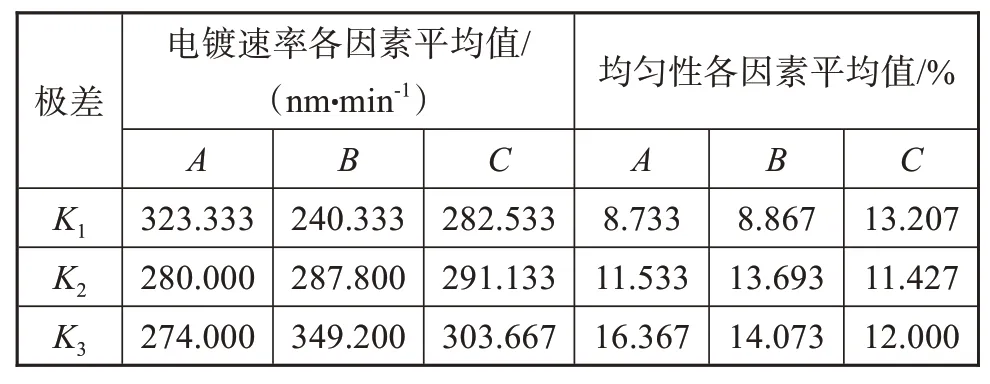
表5 極差分析表Tab.5 Table of analysis of extreme differences
2.2.1pH對實驗結果的影響
鍍液的pH對電鍍速率及均勻性的影響趨勢如圖2所示。結果表明,電鍍速率隨著pH升高而減小,均勻性隨著pH的升高而變差。pH對鍍層形貌的影響如圖3所示。當鍍液中的pH較高時,電鍍過程中會有微量的Ni(OH)2生成并沉積在鍍層表面,形成微粒及針孔,如圖3(b)所示;當鍍液中的pH較低時,鍍液的導電性和分散性提高,進一步加快電鍍速率,同時形成較為均勻的鍍層。綜合電鍍速率和鍍層均勻性考慮,結合操作可行性,在實際電鍍過程中應將鍍液的pH控制在3.0~3.5之間。
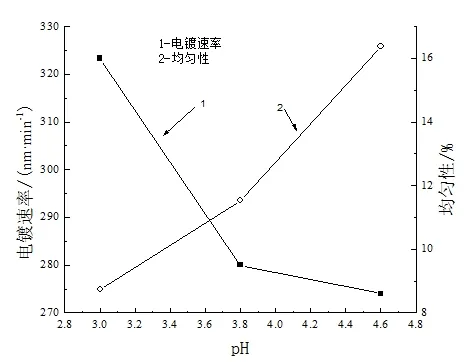
圖2 p H對電鍍速率和均勻性的影響Fig.2 Effect of p H on electroplating rate and uniformity
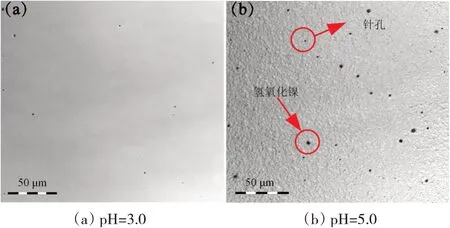
圖3 p H對鍍層形貌的影響Fig.3 Effect of p H on the morphology of coating
2.2.2電流密度對實驗結果的影響
電流密度對電鍍速率及鍍層均勻性的影響趨勢如圖4所示。結果表明,電鍍速率隨著電流密度值升高而增大;鍍層均勻性隨著電流密度的增加先緩慢升高,當電流密度超過20 mA·cm-2時,均勻性開始急劇升高。另外,當電流密度較小時,不僅電鍍速率較慢,且鍍層表面會出現針孔和麻點現象,如圖5(a)所示;當電流密度過大時,雖然可以顯著提高電鍍速率,但鍍層表面會有燒灼痕跡,如圖5(b)所示。這是由于電流密度過大,反應加劇所導致的結果。綜合考慮電鍍速率和鍍層均勻性,在實際電鍍過程中電流密度選擇20 mA·cm-2。
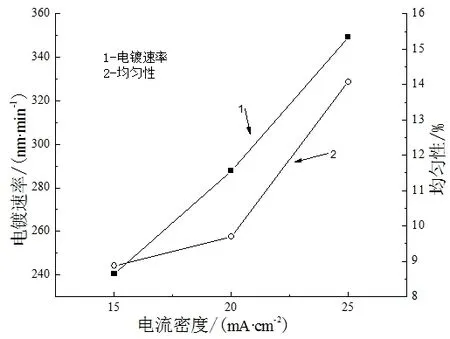
圖4 電流密度對電鍍速率和均勻性的影響Fig.4 Effect of current density on plating rate and uniformity

圖5 電流密度對鍍層形貌的影響Fig.5 Effect of current density on coating morphology
2.2.3鍍液溫度對實驗結果的影響
鍍液溫度對電鍍速率及鍍層均勻性的影響趨勢如圖6所示。結果表明,電鍍速率隨著鍍液溫度升高而加快,當鍍液溫度為55℃時電鍍速率最高,約為303 nm/min,這是由于電鍍過程涉及氧化和還原反應都需要熱能,溫度的升高會加快化學反應,從而提高電鍍速率;另外,鍍層均勻性隨著溫度的升高先減小再緩慢增大,在45℃時達到最小,約為11.5%,與55℃時相差較小,約0.5%。此外,對不同溫度條件下的鍍層表面形貌進行觀察分析,如圖7所示,可以發現溫度對鍍層表面形貌影響較小,這是由于在電鍍過程中采用“鼓泡”的方式攪拌鍍液,保證了鍍液內溫度分布均勻,一定程度上避免了麻點及針孔現象的產生。綜合考慮,在實際電鍍過程中應將鍍液溫度控制在55℃。
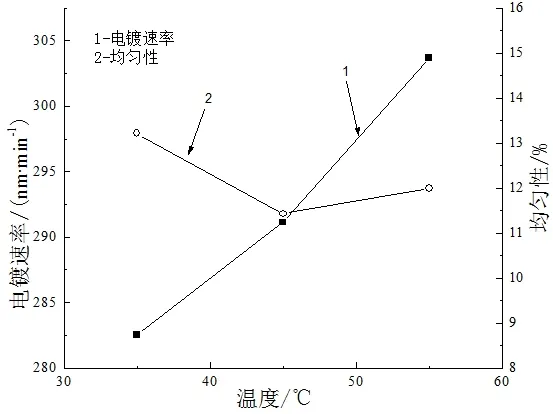
圖6 溫度對電鍍速率和均勻性的影響Fig.6 Effect of temperature on plating rate and uniformity
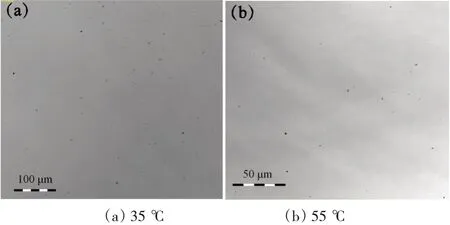
圖7 溫度對鍍層形貌的影響Fig.7 Effect of temperature on coating morphology
3 結論
電鍍厚鎳工藝在碳化硅基壓力傳感器制備中起著關鍵作用,但其由于自身應力的原因,導致鍍層較厚時易出現鎳層脫落及刻蝕SiC過程中破損等問題,因此深入研究鍍厚鎳的影響因素,結合鍍層表面形貌,優化電鍍速率及鍍層均勻性指標,進而對調控電鍍厚鎳工藝有重要意義。本文通過多因素正交試驗分析得出以下結論:
(1)電流密度是影響電鍍速率的最關鍵因素,pH是影響鍍層均勻性的最關鍵因素。
(2)pH及電流密度對鍍層的表層形貌具有明顯的影響,pH≥5及電流密度≤15 mA·cm-2時都會造成針孔和麻點現象,因此為了得到表面質量較好的鍍層需要合理控制兩者的參數。
(3)優選的電鍍厚鎳工藝參數為:NiSO4濃度為250 g/L,NiCl2濃度為40 g/L,硼酸濃度為35 g/L,糖精濃度為0.8 g/L,2-乙基已基硫酸鈉濃度為1 mL/L,pH控制在3.0~3.5之間,電流密度為20 mA·cm-2,溫度為55℃。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03