鐵皮文件柜生產線平衡及改善研究
2022-04-01 00:56:38岳志春郭冉冉
中小企業管理與科技·下旬刊 2022年1期
岳志春 郭冉冉




【摘? 要】論文以J公司鐵皮文件柜生產線為研究對象,通過對各個工序進行作業測定,確定瓶頸工位,分析其中原因,制定對應的改善方案,最后檢驗方案可行性。通過對J公司生產線方面的方案設計,使搬運距離從原來的150 m遞減到50 m,生產線平衡率從71.46%提升到84.64%,提高了人機利用率,從而使企業生產效率顯著提高,可為有類似生產管理問題的企業提供借鑒和參考。
【Abstract】This paper takes the production line of tin file cabinet of J Company as the research object, determines the bottleneck position by measuring the operation of each process, analyzes the reasons, makes the corresponding improvement plan, and finally tests the feasibility of the plan. Through the plan design of J Company's production line, the handling distance is reduced from 150 m to 50 m, the balance rate of production line is increased from 71.46% to 84.64%, and the man-machine utilization rate is improved, so that the production efficiency of the enterprise is significantly improved, which can provide reference for enterprises with similar production management problems.
【關鍵詞】作業測定;生產線平衡;生產效率
【Keywords】work measurement; balance of production line; production efficiency
【中圖分類號】F425? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?【文獻標志碼】A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?【文章編號】1673-1069(2022)01-0147-04
1 引言
隨著我國經濟的快速增長,國內制造業面臨的壓力越來越大,從一開始企業只重視擴大生產規模,到現在開始重視提高生產效率和產品質量,降低浪費[1]。在某種程度上,生產線平衡直接決定了人機利用率和產能高低,因此越來越多的企業開始注重生產線平衡。
J公司是一家主要生產文件柜的公司,其主要產品有4種:鐵皮文件柜、板式文件柜、鋼制文件柜、實木文件柜。對于處在穩定期的J企業來說,產品銷量的多少受市場的影響很大,因此如果繼續投入資金,就會出現生產過剩的問題,因此,對于該企業而言,提高生產效率是最優選擇。本文以J企業鐵皮文件柜生產線為研究對象,采用作業測定法測量各個工序工時并繪制山積表找到瓶頸工位,利用IE相關理論分析生產線因布局不當等造成的滯留和等待問題[2]。通過對比改善前后生產線平衡率、損失率等指標,發現提高了生產效率[3]。此外,企業也可以將學習到的生產線平衡理念為其他有類似問題的企業提供一定的參考和借鑒。
2 文獻回顧
2.1 國內外研究現狀
起初是由美國人J.Bryton[4]提出生產線平衡問題,此后國內外學者在此基礎上進行研究,以期通過科學的方法來尋找最佳平衡方案。目前,生產線平衡優化方法主要有數學最優化法、啟發式法、三維仿真和基礎工業工程法4種[5-8]。譚岐鈺等[9]運用粒子群算法優化了混流單頭電纜生產線平衡。Trebuna等[10]采用的是Siemens Plm Software仿真模擬軟件對Tecnomatix工廠的瓶頸工序進行仿真優化。姜晨光等[11]運用價值流圖識別并分析問題產生的原因,以ECRS為工具進行改善優化,從而實現各個工位負荷均衡和一個流生產,改善效果顯著。Manuel Chica等[12]主要是運用多目標和進化算法對生產線平衡進行優化。
2.2 相關理論基礎
“瓶頸工位”(Bottleneck Station),是生產過程中工序時間最長的工位,它直接影響生產線的效率。作業測定是測定合格工人按照規定的作業標完成某項工作所需時間的過程。生產節拍(Cycle Time)是在流水生產線的環境下,完整生產出一個產品所需要的時間,即連續產出兩個相同產品之間的時間間隔[13]。在生產過程中,若產能一定,那么生產節拍的速度將會影響該產能高低。
生產節拍計算公式如下:
CT=? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? (1)
式中,CT為流水線的生產節拍。
Ta(Time Available)為流水線的有效工作時間。
Td(Time Demanded)為客戶訂單量。
3 生產平衡的相關計算方法
①生產線的平衡率(LB):
LB=? ? ? ? ? ? ? ? ? ? ? ?(2)
式中,LB為生產線平衡率,Ti為各工序時間,CT為瓶頸工序時間,N為工位數。
②生產線平衡損失率(d):
d=×100%
=1-LB? ? ? ? ? ? ? ? ? ? ? (3)
式中,W為各工序時間總和。
4 J公司鐵皮文件柜的生產線現狀分析
4.1 改善前的生產線現狀分析
鐵皮文件柜生產線分為8個工位進行,分別為線工藝制程包括剪板、沖壓、折彎、點焊、噴粉、包裝、檢測、合格品出庫,其中剪板、沖壓、折彎、點焊、噴粉為主要工序。
4.2 J公司鐵皮文件柜生產線作業測定
考慮J企業實際情況,本文作業測定選擇秒表計時法。其作業測定步驟為:
①確定測定目標群體。
作業測定是為了制定標準作業時間,因此在這選擇“中等熟練操作水平”員工。
②劃分作業單元。
在進行作業測定前,測量人員需要了解生產線上各個工序,使得作業單元能被均勻劃分。
③準備觀測工具。
通常觀測工具為鉛筆、計算尺、秒表等。
④觀測次數確定。
觀測次數常用的方法是誤差界限法、d2值法和作業周期。秒表法往往通過擴大樣本容量來提高準確性,但根據以往經驗來看,通常不會進行大量數據測量。因此本文選擇相對科學的統計方法,即誤差界限法。
由于現實情況中總體標準差σ很難計算,因此總體標準差σ往往會用樣本的標準差S來代替。計算公式如下:
σ≈S=
=? ? ?(4)
誤差范圍為±5%內,可信度95%時,其觀測次數公式如下:
n'=
=
(5)
式中:n為作業單元的觀測總次數。
xi為第i次秒表測量值。
因此,經計算將對鐵皮文件柜產品生產線各個作業單元進行5次觀測。
⑤測量時間。
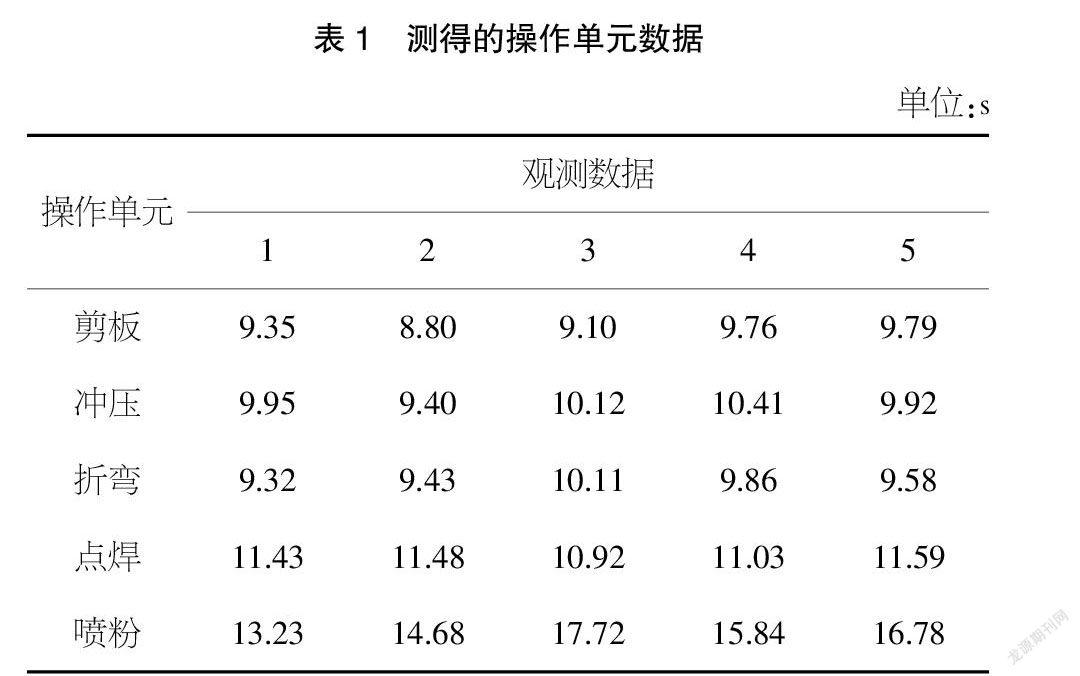
結合J企業鐵皮文件柜生產線實際情況,運用歸零測時法測量,得到的數據如表1所示。
單位:s
⑥剔除異常值。
將測量生產線獲得的數據進行分析計算,排除其他因素形成的異常值。本文采用3σ法排除異常值。
如果某一個作業操作單元n次的觀測數據為x1,x2,x3,…,xn,則平均觀測值計算公式如下:
=? ? ? ? ? ? ? ? ? ? ? ? (6)
標準差計算公式如下:
σ≈S=? ? ? ? ? ? ? ? ? ? (7)
若時間觀測值在±3σ區間內,則其屬于正常值,若超過此區間需將其去掉。
經計算及分析發現所有數據都在±3σ內,即所測量數據具有可靠性。
⑦計算工位標準時間。
一般來說,通過作業測定求平均值得到的工時需要進行“再加工”才能得到“正常時間”。由于各個公司工作強度和工作內容不同,這里將評比系數取為1,寬放率取10%。因此,鐵皮文件柜各作業單元的標準時間如表2所示。
4.3 J公司鐵皮文件柜生產線平衡現狀分析
①生產線的平衡率(LB)。
LB=? ? ? ? ? ? ? ? ? ? ? ? (8)
經計算平衡率為71.46%。
②生產線的平衡損失率。
d=×100%
=1-LB? ? ? ? ? ? ? ? ? (9)
經計算平衡損失率為28.54%。
4.4 J公司鐵皮文件柜生產線主要問題分析
4.4.1 生產線不平衡
J公司鐵皮生產線各個操作時間呈現分布不均勻現象。結合J公司鐵皮文件柜生產線分析得到,生產線平衡率為71.46%,平衡損失率為28.54%,依據損失率優劣評判標準得到結果為差,進而得到J公司的生產效能較低。
4.4.2 瓶頸明顯
由表2可知,J公司鐵皮文件柜生產線噴粉工序工時最長,因此噴粉為瓶頸。優化瓶頸不僅可以提高生產線平衡率,而且使生產效率得到提高。
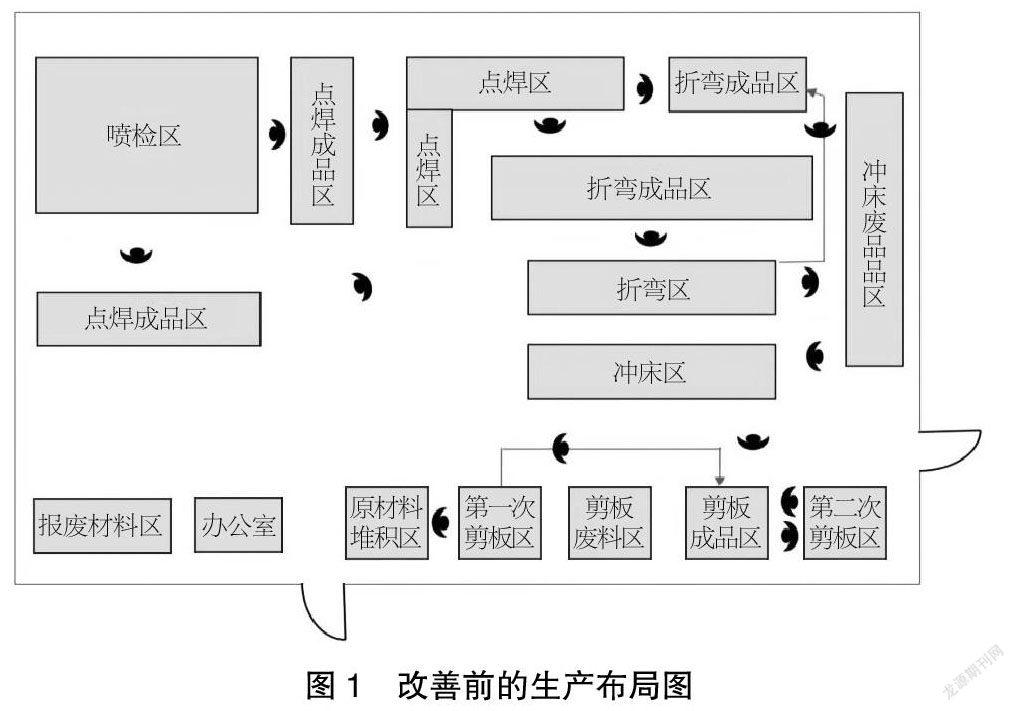
4.4.3 生產設備布局不合理
J公司鐵皮文件柜生產線是類似直線的生產設施布局,人員搬運時間過長且易滯留。除此之外,員工存在隨意堆積在制品、亂放工具現象,會使得生產車間容易出現混亂,造成產品品質出現問題,改善前的生產布局如圖1所示。
5 生產線平衡改進
5.1 生產線布局優化
生產布局合理性在于將工作關聯度高的工序安置在一起,盡可能減少工人在各個工序之間的走動和員工雙手遠距離拿取動作。優化后的生產布局如圖2所示,優化后的生產布局簡便了生產線流程,改善前后的生產線流程如圖3所示。
5.2 噴粉線的工位改善
改善后的噴粉線放置物品區分為正品區和次品區,為了挑揀出次品,減少取件人數,分別在兩區設置檢查人員和取件員各1人。
5.3 鐵皮文件柜生產線平衡改善后分析
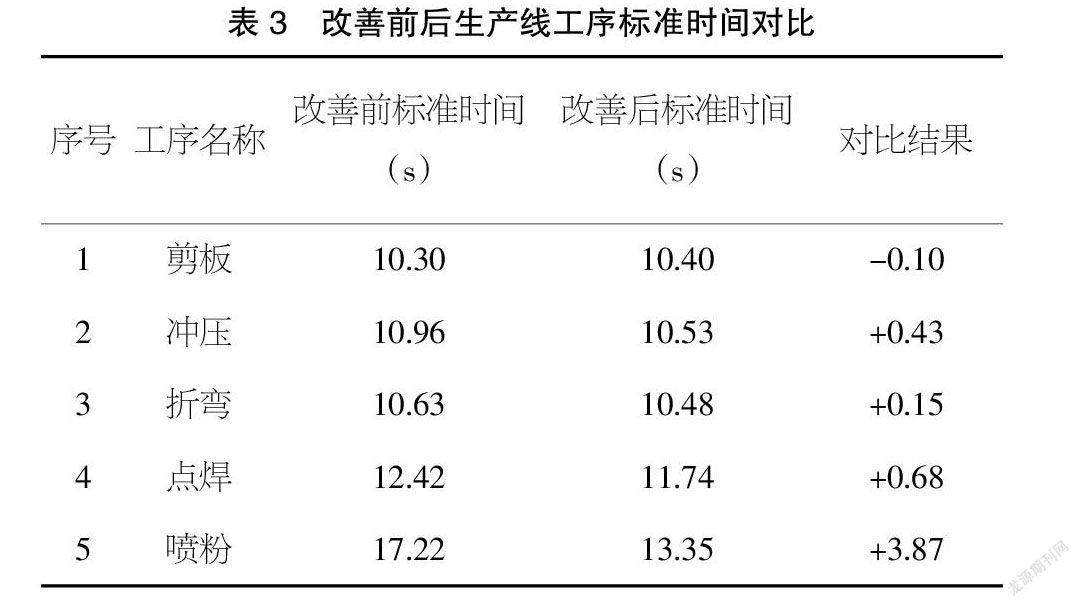
改善前后生產線工序標準時間對比如表3所示。
其中對比結果小于0,說明改善效果為不好,反之說明改善效果為良好。
經計算優化后的生產線平衡率LB=84.64%,平衡損失率為15.36%。采用IE法對生產線平衡進行改善后,生產線平衡率提高了13.18%,生產線損失率降低了10.18%,說明優化具有有效性。下面繪制柱狀圖清晰展示改善效果,如圖4所示。
6 結論
本文以J企業鐵皮文件柜生產線為例,通過對比改善前后生產線平衡率(LB)、生產線平衡損失率(d)來評價改善效果,發現該方案實施后,檢查次數減少1次,等待時間減少3次,搬運距離大幅度降低,從原來的150 m遞減到50 m,生產線平衡率從71.46%變為84.64%,提高了13.18%,生產線損失率降低了13.18%,生產效率顯著提高,單日最大產量Q由160套提升為270套,處于比較理想的生產狀態,這說明均衡生產有助于企業實現生產線平衡,降低成本,提高效率,使企業產能達到事半功倍的效果。總之,優化生產線來提高效率、降低成本是企業所希望的目標。
【參考文獻】
【1】周成軍,沈嶸楓,周新年,等.電動汽車車身結構輕量化研究進展[J].林業機械與木工設備,2012(11):14-18.
【2】易樹平,郭伏.基礎工業工程[M].北京:機械工業出版社,2014.
【3】邵仁玉.基于工業工程的生產線平衡與優化[J].機械設計與制造工程,2104,43(8):66-68.
【4】Driscoll J, Thilakawardana D.The definition of assembly line balancing difficulty and evaluation of balance solution quality[J].Robotics and Computer Integrated-Manufacturing,2001,17(1-2):81-86.
【5】王成軍,劉佳敏.考慮操作者工作負荷的混流裝配線平衡問題研究[J].重慶理工大學學報:自然科學,2010,34(7):100-107.
【6】肖欽心,郭秀萍,谷新軍.多類約束下的隨機混流U型拆卸線平衡排序問題優[J].工業工程與管理,2019,24(5):87-96.
【7】王公臻.大規模生產線平衡問題的模型及求解研究[D].北京:北京交通大學,2018.
【8】張旭靖,王立川,陳雁.基于遺傳算法的服裝縫制生產線平衡優化[J].紡織學報,2020,41(2):125-129.
【9】譚岐鈺,張紅波,高貴兵.基于人員調度優化的混流生產線平衡改善[J].湖南科技大學學報(自然科學版),2021,36(02):52-59.
【10】TREBUNA, PETER. KLIMENT, AREK. FILO, ILAN.Optimization and Elimination of Bottlenecks in the Production Process of a Selected Company[J].Trapped Mechanics and Materials,2014(14):370-375.
【11】姜晨光,嚴廣樂.H廠汽車配件生產線平衡優化[J].物流科技,2019,42(08):33-36.
【12】Chica M, Bautista J, scar Cordón, et al.A multiobjective model and evolutionary algorithms for robust time and space assembly line balancing under uncertain demand[J].Omega,2016,8(1):55-68.
【13】莊云,董寶九.基于價值流程圖的鋁鑄件生產流程分析與改善研究[J].成組技術與生產現代化,2014(3):18-22.
