中空玻璃微球/丁腈橡膠-聚氯乙烯復合材料的隔聲性能研究*
2022-04-11 13:30:02趙學雷常崇軒霍志保
功能材料 2022年3期
趙學雷,蔡 俊,秦 銘,常崇軒,霍志保
(1. 上海海洋大學 海洋生態與環境學院,上海 201306;2. 上海交通大學 環境科學與工程學院,上海 200240)
0 引 言
隨著現代化工業、交通運輸業、建筑和電器等行業的高速發展,伴隨而來產生的噪聲污染問題也日益嚴重,噪聲不僅影響人們日常的工作、學習,而且對人體的健康有著不可忽視的危害,如會引起心血管疾病、損傷聽力等[1]。因此人們對于噪聲的治理以及隔聲材料的需求也日益強烈。由于傳統隔聲材料受限于質量定律的作用而有密度高、質量重等問題導致其加工難度大、應用范圍受限[2]。為此輕質隔聲材料的研發成為熱點,其中多孔材料和填料/聚合物材料是較為理想的輕質隔聲材料[3-4]。
為此,本文以中空玻璃微球(HGM)為填料,以丁腈橡膠(NBR)和聚氯乙烯(PVC)為基料,制備了HGM/NBR—PVC復合材料,除了研究中空玻璃微球的不同添加量對隔聲性能的影響外,還著重探究了不同粒徑的中空玻璃微球對材料的隔聲性能以及力學性能的影響。
1 理 論
圖1為HGM/NBR—PVC復合材料隔聲原理示意圖。如圖所示當入射聲能(Ei)到達材料表面時有一部分聲能(Er)經材料表面反射回去,另一部分聲能則進入材料內部經基質-微球界面S1反射后穿透玻璃微球壁面到達微球內壁-空腔界面S2并在空腔內部進行多次反射,穿透空腔的一部分聲波再次經過微球內壁-空腔界面S3和基質-微球界面S4的折射和衍射后經過材料穿透出去(Et)。復合材料內部的NBR-PVC基質、玻璃微球壁面以及玻璃微球內部空腔這3部分在材料內部構成了大量的聲阻抗不匹配雙界面(S1-S4),這些界面不僅增加了聲波的反射和衍射現象,而且延長了聲波傳輸的路徑能夠消耗更多聲能量,使透射聲能量大幅降低,從而達到良好的隔聲效果[20]。并且微球的中空結構能夠多次反射進入空腔內的聲波來消耗一部分聲能,此外,空腔內部空氣由于聲波的能量而發生膨脹壓縮做工的過程能將一部分聲能轉化為動能和熱能而消耗掉,因此會進一步消耗聲能量達到減小透射聲能量的目的。
圖1 HGM/NBR-PVC復合材料隔聲原理示意圖Fig 1 Schematic diagram of sound insulation principle of HGM/NBR-PVC composite material
2 實 驗
2.1 實驗材料
丁腈橡膠(NBR—3355,丙烯腈(CHN)質量分數為33 %,寧波德合橡膠有限公司);聚氯乙烯(PVC,牌號:WS-1000S,上海氯堿化工股份有限公司);中空玻璃微球(HGM,型號:VS5500,粒徑:15-85 μm,密度:0.38 g/cm3,美國3M公司);鄰苯二甲酸二辛酯(DOP);N-(氧化二亞乙基)-2-苯并噻唑次磺酰胺(NOBS);三鹽基硫酸鉛(3PbO·PbSO4·H2O,石家莊宏達鋅業有限公司);硅烷偶聯劑(KH550)、硬脂酸(SA)、氧化鋅(ZnO)、升華硫(S)。
2.2 材料準備及樣品制備
2.2.1 玻璃微球篩分
分別采用170目、250目、350目的標準篩和電動振篩機對玻璃微球進行篩分,根據標準篩的目數玻璃微球粒徑依次為:>85 μm、63~85 μm、40~63 μm、<40 μm,將篩分后4種不同粒徑范圍的玻璃微球收集分類并稱量得到各粒徑范圍內玻璃微球質量百分比如圖2所示.隨著微球粒徑的變大含量逐漸減少,由于85 μm以上的微球含量極少,因此本實驗未做此粒徑范圍的樣品。
圖2 不同粒徑的HGM質量百分比Fig 2 HGM mass percentage for different particle diameter
2.2.2 樣品制備
按照表1、表3的配方分別稱取NBR、PVC、HGM、SA、ZnO、3PbO· PbSO4· H2O放入一杯中稱為A,另稱取S、NOBS于一杯中稱為B,向A中加入DOP和KH550后一起加入轉矩流變儀(PolyLab QC,德國Thermo Fisher Scientific公司)中,以160 ℃,80 r/min,12 min進行預混料,預混結束后待材料冷卻至室溫時加入B原料并在開煉機(KK-160,青島力創橡塑機械有限公司)上以60 ℃,20 r/min再次混料得到厚度大于5 mm的薄片C,并在室溫下放置24 h以上,再將混料C放入平板硫化機(LE-6170-A-30T,寶輪精密檢測儀器有限公司)模具中在160 ℃下進行4 min的高溫硫化,待硫化后的樣品冷卻至室溫后裁剪到符合要求的形狀以供后續進行性能測試。
2.3 測試與表征
2.3.1 微觀形貌觀察
利用美國Thermo Fisher Scientific公司生產的Sirion 2000高分辨場發射掃描電子顯微鏡觀察玻璃微球的微觀形貌以及樣品液氮脆斷界面。
2.3.2 力學性能測試
參照GB/T528-2009 “硫化橡膠或熱塑性橡膠拉伸應力性能的測定”的測試方法,使用深圳市蘭博三思材料檢測有限公司生產的萬能材料試驗機對樣品進行力學性能測試,預載力為0.5 N、拉伸速度500 mm/min、環境溫度25 ℃。
2.3.3 隔聲性能測試
參照GBZ27764-2011“聲學阻抗管中傳聲損失的測量傳遞矩陣法”,使用四通道阻抗管(BSW SW422,直徑100 mm,北京聲望聲電技術有限公司)聲學分析系統測試樣品的隔聲性能,用VA-Lab4軟件進行數據分析。樣品測試頻率為100~1 600 Hz,厚度為5 mm,每組樣品不少于4個。
3 結果與討論
3.1 不同添加量HGM/NBR-PVC復合材料性能
為了研究不同含量的中空玻璃微球對復合材料性能的影響,現以HGM添加量為變量按照表1的配方制備樣品,并對樣品進行力學和聲學等性能測試。

表1 HGM/ NBR-PVC復合材料成分Table 1 Ingredient of HGM/NBR-PVC composite materials
3.1.1 微觀形貌
圖3為添加不同質量未篩分過玻璃微球的HGM/NBR-PVC復合材料的斷面SEM圖。由圖3(a)-(d)可知隨著玻璃微球添加量的增加復合材料內部微球的數量明顯增多。因為圖(b)樣品中玻璃微球添加量較少(10 g),所以此時微球在材料中能均勻的分散開來,微球之間間距較大且都能很好的和材料結合起來。圖3(c)樣品中隨著玻璃微球添加量的增多(40 g)視野中微球的數量明顯變多,微球之間的間距變得較小在材料中的排列逐漸緊湊,此時微球和基質材料間仍有較好的結合度。但是當玻璃微球添加量為50 g時如圖3(d)所示,微球之間間距變得更小,在材料中的排列更加緊密甚至會出現部分團聚現象,并且部分玻璃微球已出現破碎和開裂的現象,微球和材料之間的界面產生的空隙表明此時微球和基質材料之間的結合度降低。這可能是因為過多的玻璃微球在材料加工過程中由于微球之間的擠壓、碰撞而產生的,圖3(b)、(c)中并未出現類似的情況。
圖3 不同HGM含量的NBR-PVC復合材料的SEM圖Fig 3 SEM images of NBR-PVC composite materials with different contents of HGM
3.1.2 力學性能
圖4為不同添加量HGM復合材料的力學性能。由圖中可以看出,隨著玻璃微球添加量的增加材料的彈性模量逐漸升高,但當添加量為40 g(H-40)和50 g(H-50)時卻幾乎沒有變化。這可能是因為未經篩分的玻璃微球中小粒徑微球較大粒徑微球含量多,所以在混料過程中微球能更均勻的分散在材料中,拉伸過程中能更大程度的分散載荷而使材料受力均勻[16]。并且玻璃微球添加量的增多也能增加材料的剛度,材料在受力拉伸時抵御變形能力變強,因此微球分布的均勻性以及剛度的增加都會提升材料的彈性模量。
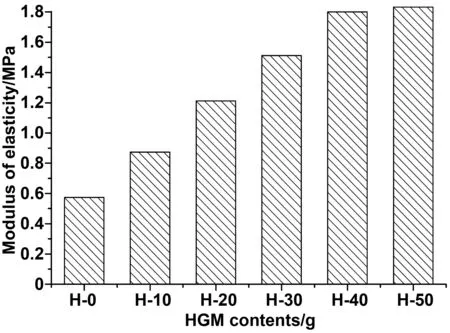
圖4 不同HGM添加量的彈性模量Fig 4 Modulus of elasticity NBR/PVC composites with different HGM content
3.1.3 隔聲性能
圖5為不同添加量HGM復合材料的隔聲曲線,曲線分為剛度控制區和質量控制區。如圖5(a)所示在剛度控制區隔聲量隨著頻率的增加而下降,隔聲量主要受材料的剛度和面密度影響。在第一共振頻率時達到一個隔聲低谷后進入質量控制區,隔聲量隨著頻率的增加而逐漸升高,此時隔聲量主要受材料的質量和密度影響[17]。從圖5(b)中可以看出不同添加量玻璃微球材料的隔聲曲線在質量控制區均呈上升趨勢,但隔聲量變化并不明顯,這是因為材料的密度變化并不大,所以隔聲量的變化也并不顯著。在剛度控制區內隔聲曲線均呈下降趨勢,而隔聲量則隨著微球添加量的增加(H-0-H-40)逐漸升高,添加量為40 g時隔聲效果最佳。這是因為玻璃微球的增加會使材料內部在聲波入射方向上排列更多的微球,這不僅增加了聲波反射界面(基質-玻璃-空氣)的數量,而且會增加聲波傳輸路程消耗更多聲能量[13]。此外,因為材料剛度B∝Eh3(E為彈性模量;h為材料厚度)[18],所以隨著微球添加量的增多,材料彈性模量提高,也就使得材料剛度變大,進而提高了材料的隔聲量。而當添加量為50 g(H-50)時隔聲量反而降低。這可能是因為玻璃微球添加量過多會導致材料在加工過程中由于團聚和接觸擠壓作用使玻璃微球破碎、開裂(圖3(d)中可觀察到),失去了作為閉合泡孔的界面功能,從而降低隔聲量。第一共振頻率(f1)隨著玻璃微球添加量的增加逐漸向高頻方向移動,這是因為f1和E/ρ成正比關系(其中E為材料的彈性模量,ρ為材料的密度)[19]。由表2可知當玻璃微球添加量增加時材料的彈性模量增加、密度降低,因此材料的第一共振頻率向高頻方向移動。復合材料的密度有所降低是因為中空玻璃微球的加入使材料基質被大量閉合空腔所代替。當微球添加量為50 g(H-50)時材料密度反而會有所增大,可能是因為玻璃微球的破碎和開裂現象導致材料內部出現大量玻璃碎片所致。
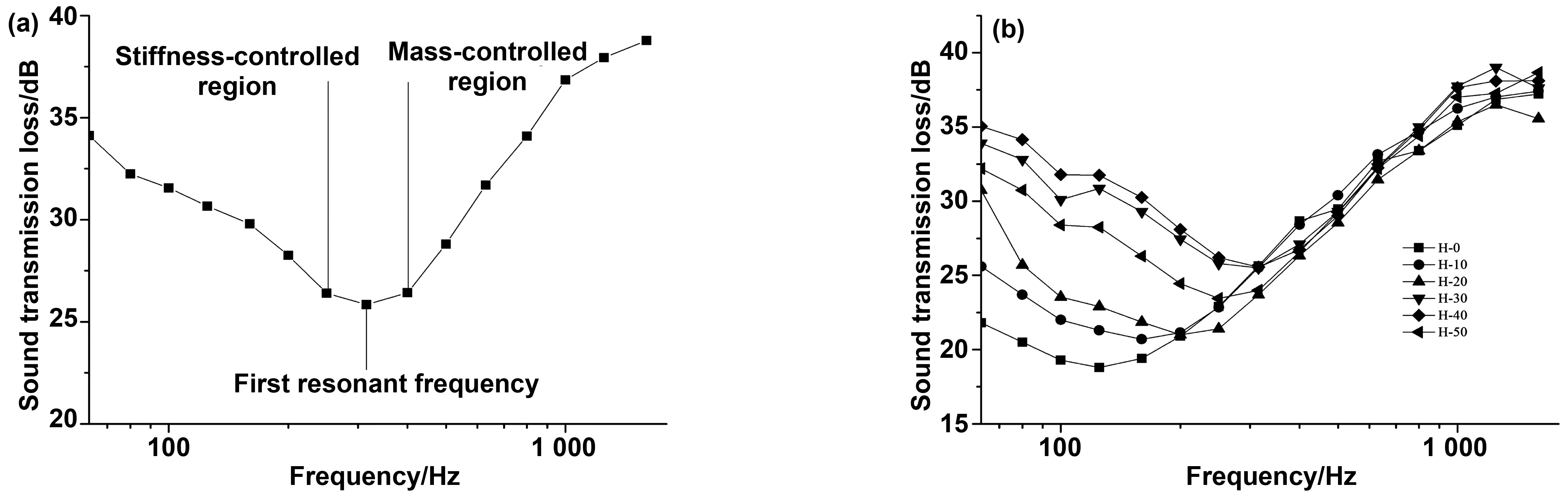
圖5 (a) 剛度控制區、質量控制區和第一共振頻率示意圖;(b)不同HGM添加量的NBR/PVC復合材料傳聲損失頻譜圖Fig 5 Stiffness-controlled region, Mass-controlled region and First resonant frequency schematic and spectrum diagram of sound transmission loss of NBR/PVC composites with different content of HGM

表2 HGM/ NBR-PVC的彈性模量、第一共振頻率和密度
3.2 不同粒徑HGM/NBR-PVC復合材料性能
通過3.1中不同添加量玻璃微球實驗可知,當微球添加量為40 g時隔聲性能最佳,因此以下實驗以最佳添加量為基礎,研究不同粒徑的中空玻璃微球對復合材料力學性能及隔聲性能的影響,按表3所示的配方樣品制備。
3.2.1 不同粒徑中空玻璃微球SEM圖
圖6為不同粒徑玻璃微球的SEM圖像。由圖6(a)粒徑40 μm以下可知玻璃微球粒徑梯度較大、大小分布不統一,以小粒徑微球居多,但微球形狀較為規則。從圖6(b)粒徑為40~63 μm可知玻璃微球粒徑、體積大小相差不大有較好的統一性,小粒徑微球顆粒數量明顯減少,篩分效果較為理想。由圖6(c)粒徑63~85 μm可知玻璃微球粒徑明顯增大,部分微球出現小球粘附大球以及不規則的“帽形”異型結構,這可能是在玻璃微球生產過程中所導致的。由SEM圖可知,本次對玻璃微球的篩分效果充分達到實驗條件設計的要求,實現了不同粒徑玻璃微球的有效區分,為后續實驗提供了理想的原料。
3.2.2 力學性能
圖7為不同粒徑HGM/NBR-PVC復合材料的彈性模量。由圖可知,隨著玻璃微粒徑的增大材料的彈性模量逐漸降低,這可能是因為材料基質能夠更好地包裹小粒徑玻璃微球,并且粒徑更小的微球壁厚更大能夠抵御變形的能力也就越強[21]。微球的尺寸能直接影響其在材料中的分散和分布能力,大粒徑顆粒在材料中較差的分散性會使微球之間間距較小甚至直接接觸,這種不均勻的團聚會導致材料拉伸過程中出現應力集中現象,載荷不能均勻分布于材料中去[22],因此彈性模量也就越低。

表3 不同粒徑HGM/NBR-PVC復合材料成分Table 3 Composition of HGM/NBR-PVC with different particle diameter
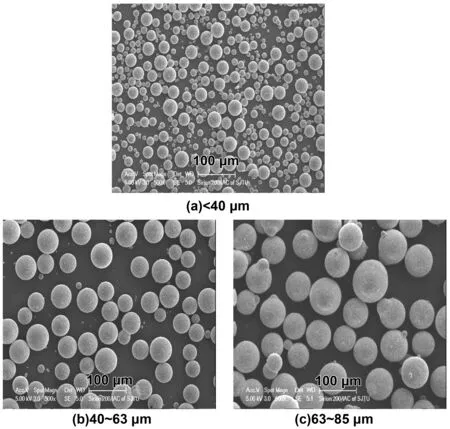
圖6 不同粒徑中空玻璃微球的SEM圖Fig 6 SEM images of hollow glass microspheres with different particle diameter
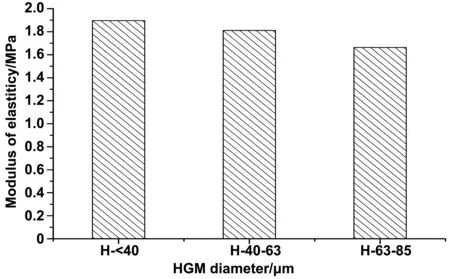
圖7 不同粒徑HGM/NBR-PVC復合材料的彈性模量Fig 7 Modulus of elasticity of HGM/NBR-PVC composites with different particle diameter
3.2.3 隔聲性能
圖8為不同粒徑HGM-NBR/PVC復合材料的隔聲曲線。同樣的主要區別在于剛度控制區隔聲量隨著粒徑的增大而降低。這是因為此區域內隔聲量即傳聲損失STL∝B∝E(B為材料剛度,E為材料彈性模量)[18],由圖7可知,隨著微球粒徑的增大材料彈性模量呈下降趨勢,另外半徑較小的顆粒密度更高壁厚和剛度更大,能夠提供更多的聲反射衍射界面而消耗更多聲能量,因此隔聲量也就越高[21-23]。
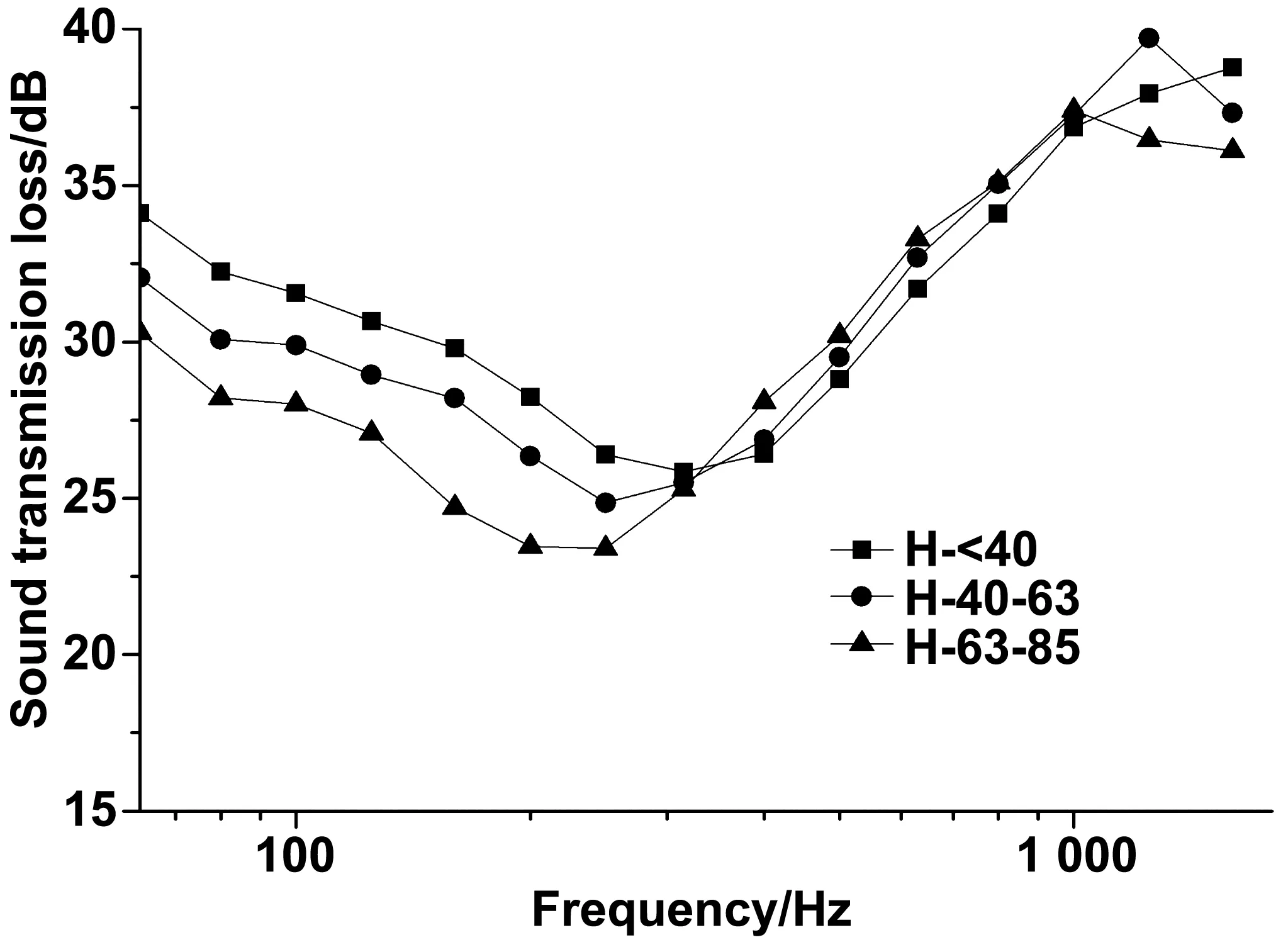
圖8 不同直徑HGM/NBR-PVC復合材料傳聲損失(STL)隨頻率的變化曲線Fig 8 Sound transmission loss (STL) curves of HGM/NBR-PVC composites with different particle diameter as a function of frequency
4 結 論
(1)通過在NBR-PVC混合材料中添加不同質量的中空玻璃微球研究復合材料的隔聲性能和力學性能。結果表明隨著HGM添加量的增加材料的隔聲量和彈性模量都逐漸升高,當添加量為40 g時隔聲量性能最佳,但添加量超過40 g時隔聲量反而降低。
(2)在NBR-PVC混合基質中加入3種不同粒徑的玻璃微球研究微球的粒徑對復合材料隔聲量和力學性能的影響。結果表明不同粒徑的玻璃微球對隔聲量有明顯的影響,隔聲量隨著玻璃微球粒徑的減小而增大,當添加40 g粒徑為40 μm以下的HGM時平均隔聲量最大達31.6 dB,彈性模量則隨著粒徑的增大而減小。
研究通過在NBR-PVC混合基質中加入中空玻璃微球制備了一種復合隔聲功能材料,探究了添加量和粒徑對其隔聲性能的影響,從而為閉孔輕質隔聲材料的研發提供一定的參考依據。
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
當代陜西(2020年13期)2020-08-24 08:22:02
纖維復合材料(2018年3期)2018-04-25 07:22:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
電子測試(2017年11期)2017-12-15 08:57:13
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04