錠尖表面涂層對高速錠子振動特性的影響研究
2022-04-15 09:28:04于賀春張國慶王文博王漢斌殷曉龍
重慶理工大學學報(自然科學) 2022年3期
關鍵詞:振動
王 進,張 博,于賀春,張國慶,王文博,王漢斌,殷曉龍
(中原工學院 機電學院, 鄭州 450007)
作為棉紡織大國,中國的棉紡織機械加工制造行業正向著高速化、自動化、高精化發展[1-2]。錠子轉速及其回轉精度將直接影響紡織效率及紡織產品的品質[3-4],這要求錠子高轉速情況下依舊能夠保持較高的回轉精度。振動是影響錠子回轉精度的重要因素之一,因此,對錠子潤滑狀態、表面微觀形貌與其振動特性和平穩性之間規律的研究尤為重要。
針對錠子振動特性和平穩性,莫帥等[5]利用MATLAB、ANSYS等軟件對錠子相關模型進行了仿真分析。王益軒[6]將卷繞錠子系統簡化為具有慢變質量的單自由度系統,外激勵力是簡諧函數,其幅度和頻率也緩慢變化,然后根據振動微分方程進行了自由振動和強迫振動分析,對錠子系統改進具有重要參考意義。于賀春等[7-9]研究分析了特定供氣壓力時,不同階躍負載及轉速條件下的轉子非線性運動和軸承特性之間的相互影響,得到了系統特定狀態下瞬態響應和穩態響應下的轉子軸心軌跡以及不同方向的位移變化曲線。該團隊還采用雷諾方程分析了轉子形狀誤差對主軸回轉精度的影響過程。相興利等[10]將傳統錐型下軸承改成由徑向滑動軸承及軸向推力軸承相結合的下軸承,并將改進前后的錠子振動特性進行對比分析,發現錠子平穩性有了較大改善。然而關于高速錠子在不同表面微觀結構和潤滑狀態下的振動特性及平穩性的研究尚少。因此,本文以普通及自潤滑涂層處理的YD4211FA錠子為研究對象,在無錠子油潤滑和添加錠子油潤滑工況下,利用多功能錠子檢測試驗臺,對錠子在0~20 000 r/min的轉速區間內進行了試驗,研究在此轉速區間的錠子振型、振幅及軸心軌跡與錠子潤滑狀態、表面涂層及轉速之間的關系。研究結果可為錠子的設計制造及應用提供重要的理論和實踐參考。
1 試驗
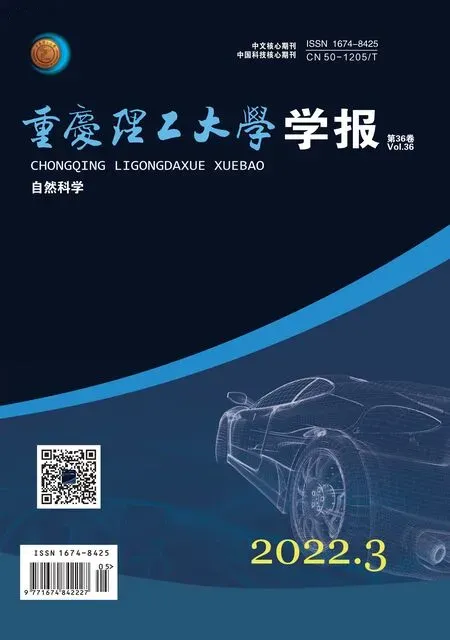
試驗樣品為河南二紡機股份有限公司生產的YD4211FA型錠子,材質為GCr15軸承鋼。圖1所示為錠子錠尖表面三維微觀形貌圖。由圖1(a)可見,未做涂層處理的錠子表面紋理錯亂無序,呈不規則溝壑結構,摩擦因數在0.3~0.4;經過真空納米噴涂、多平行光表面固化等工藝處理的自潤滑涂層錠子(圖1(b)涂層主要成分為Ti,C+,單邊厚度為2 μm,硬度為2 600 HV,摩擦因數在0.06~0.11,涂層外觀呈黑色),表面形貌整體呈縱向規律性排布,表面緊致有序并伴隨致密凹凸結構,這是由于多平行光表面固化工藝,使不同區域涂層受熱不均,固化進程不同,形成不同的縱向規律性排布結構。為減少其他無關因素的影響,試驗溫度均保持正常室溫(20±2)℃。
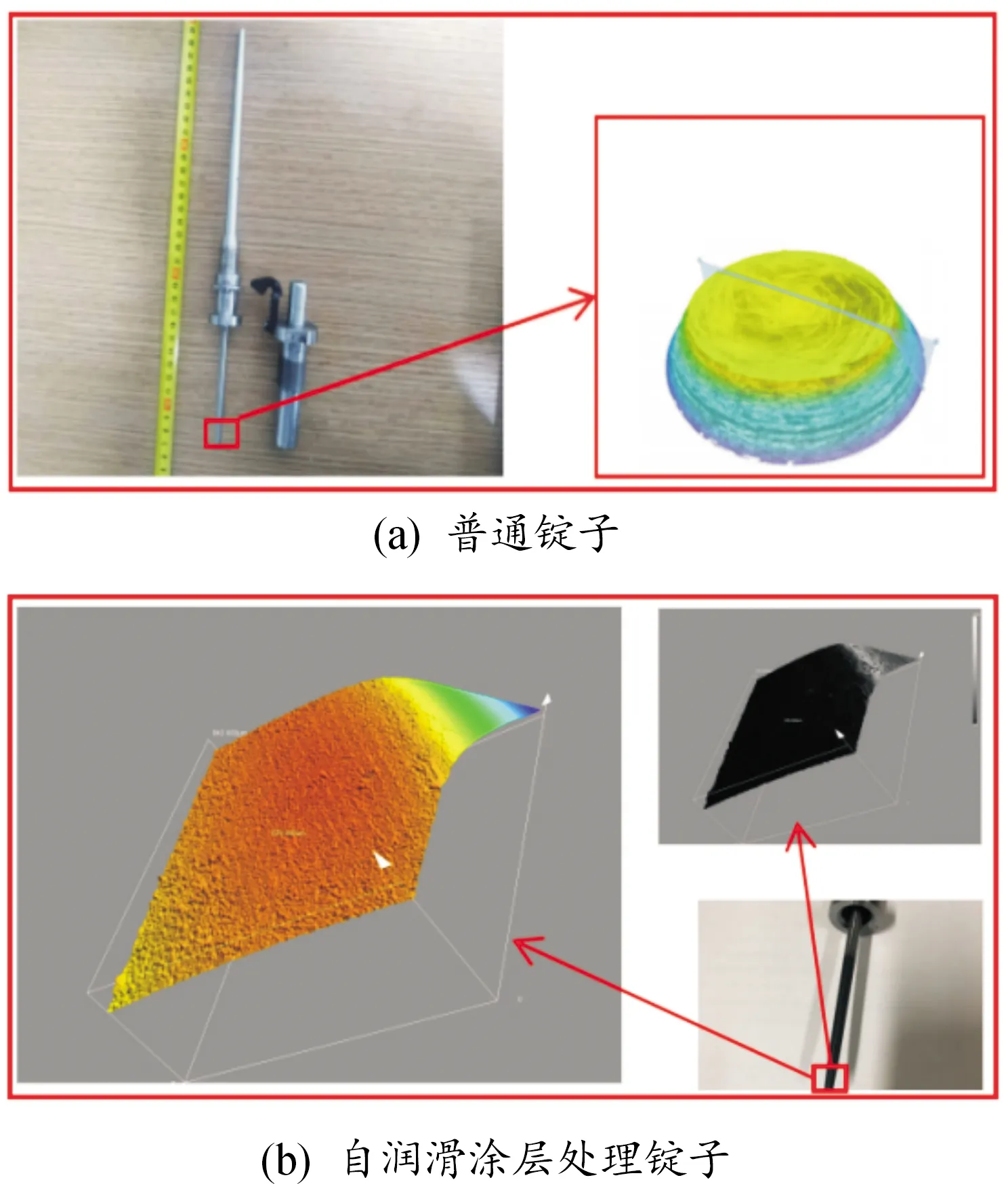
圖1 錠子錠尖表面三維微觀形貌圖
錠子振動檢測試驗在多功能錠子檢測試驗平臺上進行(如圖2所示),該試驗臺主要包括交流伺服電機、帶輪、皮帶、轉換器、夾緊裝置、噪音傳感器、NI采集卡、24 V直流電源、支撐架、x向位移傳感器、y向位移傳感器(德國米依ILD1750-2型傳感器,量程為0~2 mm,精度為1.6 μm)、豎直調整旋鈕、滑塊、絲杠。
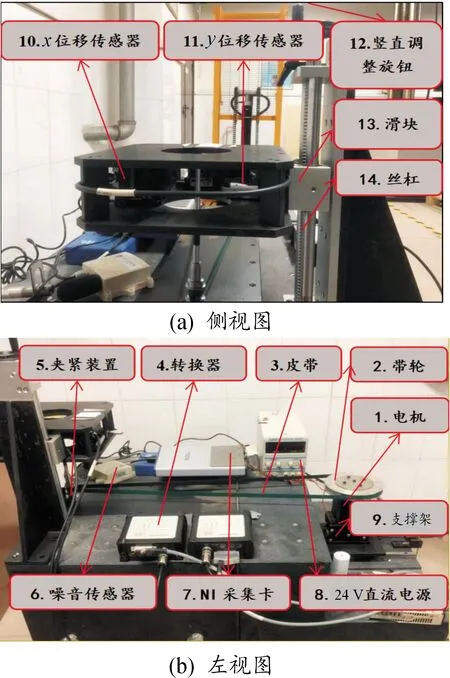
圖2 多功能錠子檢測試驗臺
實驗前,將被測錠子安裝在檢測臺上,通過傳感器調節機構將激光位移傳感器調節到適當位置。試驗時,通過計算機控制數據采集卡、數據采集卡控制伺服驅動器驅動電機,電機帶動扭矩傳感器、減振軸和帶輪旋轉,帶輪通過皮帶將旋轉運動傳遞給被測錠子,皮帶輪張緊力5 kg,被測錠子轉速從0 r/min,以1 000 r/min為數量級遞增至20 000 r/min。在電動機開始轉動的同時,數據采集卡開始數據采集。將采集到的數據進行處理、儲存并導入origin繪圖分析軟件,進行軸心軌跡圖、振程曲線圖、振幅瀑布圖的繪制[8]。同樣的過程,對有涂層4 mL錠子油潤滑、有涂層2 mL錠子油潤滑、無涂層4 mL錠子油潤滑、無涂層2 mL錠子油潤滑4組試驗對象,在相同試驗條件下,分別進行3次重復性試驗。試驗溫度為室溫(20±2)℃。
2 結果與討論
2.1 軸心軌跡圖
圖3為自潤滑涂層處理錠子及普通錠子在轉速為3 000 r/min時的典型軸心軌跡圖。圖3(a)中,x、y方向最大位移偏移量分別為0.032、0.019 mm,圖3(b)中,x、y方向最大位移偏移量分別為0.030、0.023 mm。此轉速位于一階振幅增長區間,軸心軌跡圖帶寬較為寬泛,振型比較混亂。這是因為此時錠子原始加工誤差、軸承間隙、配合誤差等因素還未建立動態平衡。錠子錠桿振動幅度隨著轉速的提升不斷增加。
圖3 3 000 r/min時,2 mL錠子油潤滑軸心軌跡圖
圖4為自潤滑涂層處理錠子及普通錠子在轉速為15 000 r/min時的典型軸心軌跡圖。圖4(a)中,x、y方向最大位移偏移量分別為0.024、0.018 mm,圖4(b)中,x、y方向最大位移偏移量分別為0.029、0.017 mm。此時錠子原始加工誤差、軸承間隙、配合誤差、不平衡轉動慣量等因素隨著轉速的增加逐漸建立動態平衡。圖4(b)中顯示了典型的錠子軸心軌跡圖的上、下、左、右振幅和X振幅(X振程)、Y振幅(Y振程)。由圖4也可清晰地看出,此時軸心軌跡圖帶寬較窄且均勻,振型較為規律。
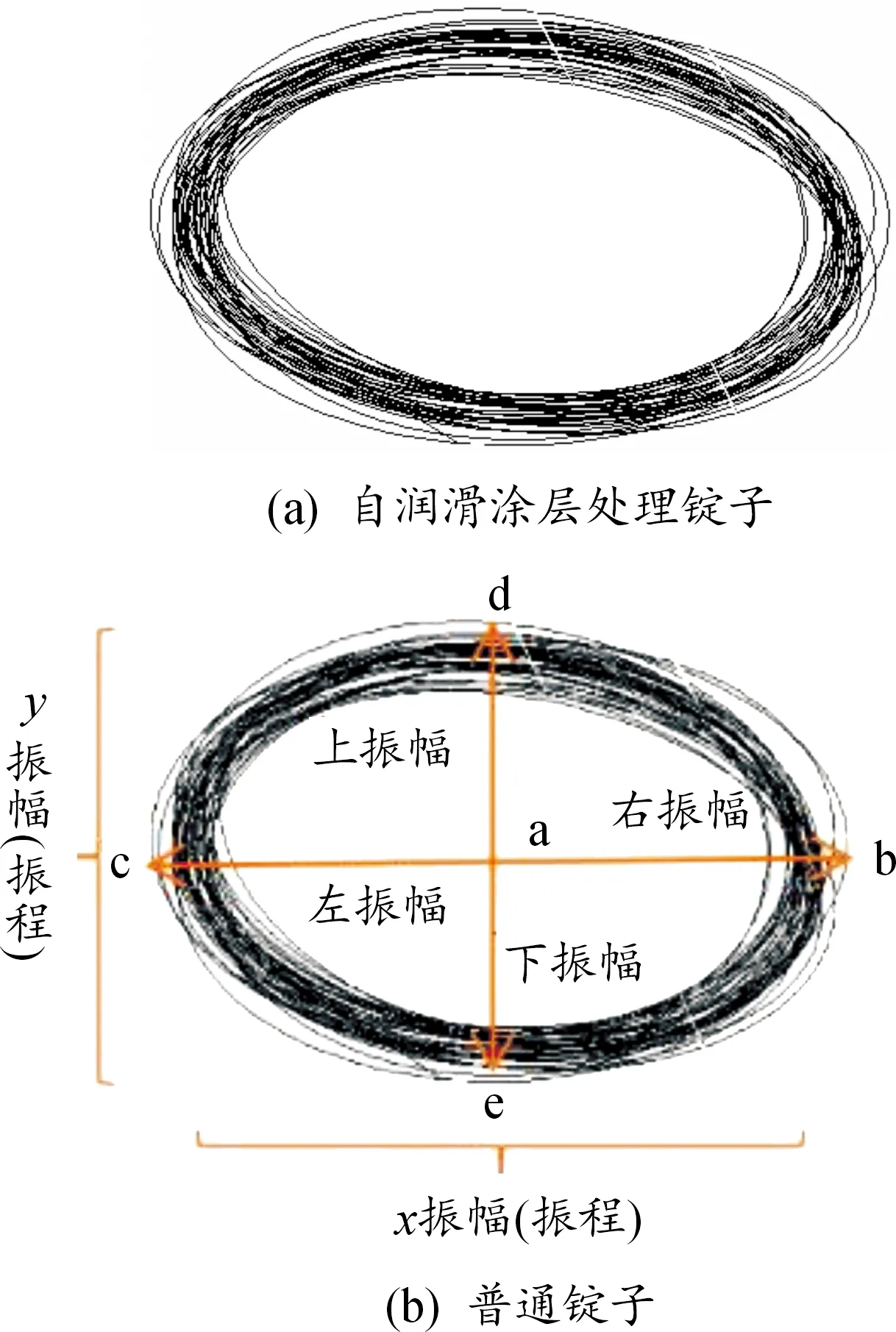
圖4 15 000 r/min時,2 mL錠子油潤滑軸心軌跡圖
2.2 瀑布圖
圖5是轉速為0~20 000 r/min時,錠子的轉速-振幅瀑布圖。
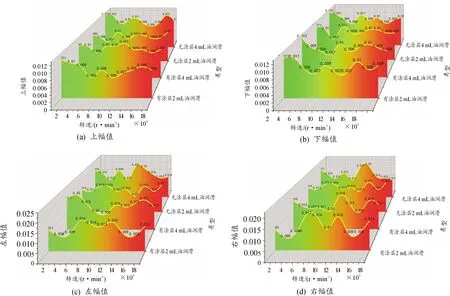
圖5 轉速為0~20 000 r/min時,錠子的轉速-振幅瀑布圖
由圖5可見,無論是自潤滑涂層錠子,還是普通錠子,與添加2 mL錠子油潤滑相比,添加4 mL錠子油潤滑不但沒有使錠子得到更好的潤滑效果,反而使錠子振動幅值增加。這是由于錠子高速旋轉時,過量的錠子油在底座腔內形成更加強烈的流體漩渦致使錠桿隨其發生無規律強迫振動所致。因此,在添加錠子油時適量即可,不能以追求潤滑效果過量添加。此外,由圖5可見,在添加2 mL錠子油工況下,自潤滑涂層錠子與無涂層錠子在上下2個方向的振幅曲線在轉速達到8 000 r/min前,自潤滑涂層錠子振幅大于無涂層錠子振幅。但隨著轉速的逐漸增加至8 000 ~20 000 r/min的轉速區間內,經自潤滑處理的錠子均呈現更小的振幅。而在左右2個方向上,除7 000、9 000、13 000 r/min幾個轉速節點外,其余轉速區間均表現為自潤滑涂層錠子振幅較小。綜上,自潤滑涂層處理后的錠子在高轉速區間具有更優異的振動特性,且在0~20 000 r/min轉速區間內,有涂層錠子振幅曲線更加平滑,波峰、波谷明顯有利于實際生產中工作轉速區間的選擇。而普通錠子振幅曲線較為曲折,波峰、波谷對實際生產中工作轉速區間的選擇無顯著影響。
2.3 振程柱狀圖
圖6為錠子在0 ~ 20 000 r/min轉速區間,x、y方向的轉速-振程柱狀圖,除極少數轉速區間,其他各轉速區間x振幅、y振幅大小與無涂層對照組存在明顯差異(p<0.05)。圖6(a)顯示了自潤滑涂層處理錠子和普通錠子在0 ~20 000 r/min轉速區間內的x方向振程情況,可見錠子x方向的振程,除7 000、9 000、13 000 r/min節點外,自潤滑涂層處理的錠子較之對照組的普通錠子,具有更小的振程,表現出更優異的平穩性,且在高轉速區間最為明顯(p<0.05)。由圖6(b)可看出,錠子的y方向振程在0~20 000 r/min轉速區間存在顯著性差異(p<0.05),容易看出在0~5 000 r/min對照組普通錠子振程較小,而在5 000~20 000 r/min轉速區間,自潤滑涂層錠子振程更小,表現出良好的平穩性。由上述知,自潤滑涂層處理后的錠子與對照組普通錠子相比,在高轉速區間,x、y方向均表現出良好的平穩性。這與自潤滑處理錠子表面微觀結構光滑緊致,摩擦因數及黏連系數小,一定程度上削弱了流體漩渦現象有關[注]統計學中p值即概率,反應某一時間發生的可能性的大小。
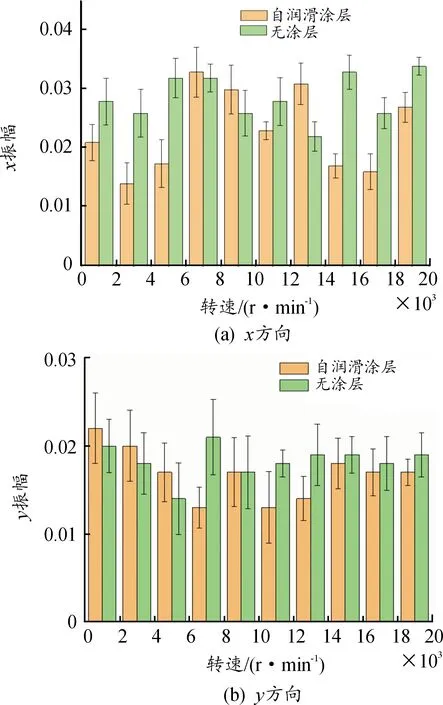
圖6 轉速為0~20 000 r/min時,錠子的轉速-振程柱狀圖
2.4 討論
錠子在高速運轉時,振動特性和平穩性會受到轉速、表面微觀結構及流體潤滑狀態的影響。因此,需要對轉速、表面涂層微觀結構及流體潤滑狀態與錠子振動特性和平穩性之間的關系進行評估。以YD4211FA型高速錠子為研究對象,利用多功能錠子檢測試驗臺,研究錠尖表面涂層及潤滑狀態對其振動特性的影響規律。
圖7(a)為錠桿浸泡在錠子油中的部分,可見錠桿具有一定錐度。當錠桿高速旋轉時,錠桿表面的油滴產生離心力,該力可分為垂直于錠桿表面的力b及平行于錠桿表面的力c。力b與錠桿對油的吸附力相平衡,而力c則使得油滴克服摩檫力、粘滯力及自身重力沿錠桿向上移動(圖7(b)),并對上端約束錠桿旋轉的軸承形成油潤滑。這與劉曉玲等[11-12]的試驗結果一致。而經過真空納米噴涂處理的自潤滑涂層錠子摩擦因數、黏連系數均有較大減小。在相同的力c下,油滴更易到達上端支撐軸承,能有效減小因潤滑不充分引起的不規則振動,從而優化了錠子振動特性,增加了其回轉精度。此外,如圖7(c)所示,錠子高速旋轉時,由于摩擦及表面粘連等因素,錠桿會對周圍油膜產生一個切向力F。進而在腔內產生流體漩渦造成錠桿的無規律強迫振動[9-10]。而自潤滑涂層處理后的錠子,由于具有更小的摩擦因數、黏連系數及更規整的表面微觀結構排布,能有效削弱因流體漩渦而造成的無規律強迫振動。最后,自潤滑涂層處理的錠子表面微觀結構由不規則溝壑結構變為縱向規律性排布,此結構有利于增加錠底與墊片間儲油量,加快油膜的形成進程(見圖7(a)),極大地減小因摩擦而產生的不規則振動,有效防止高速旋轉時咬合現象的發生。
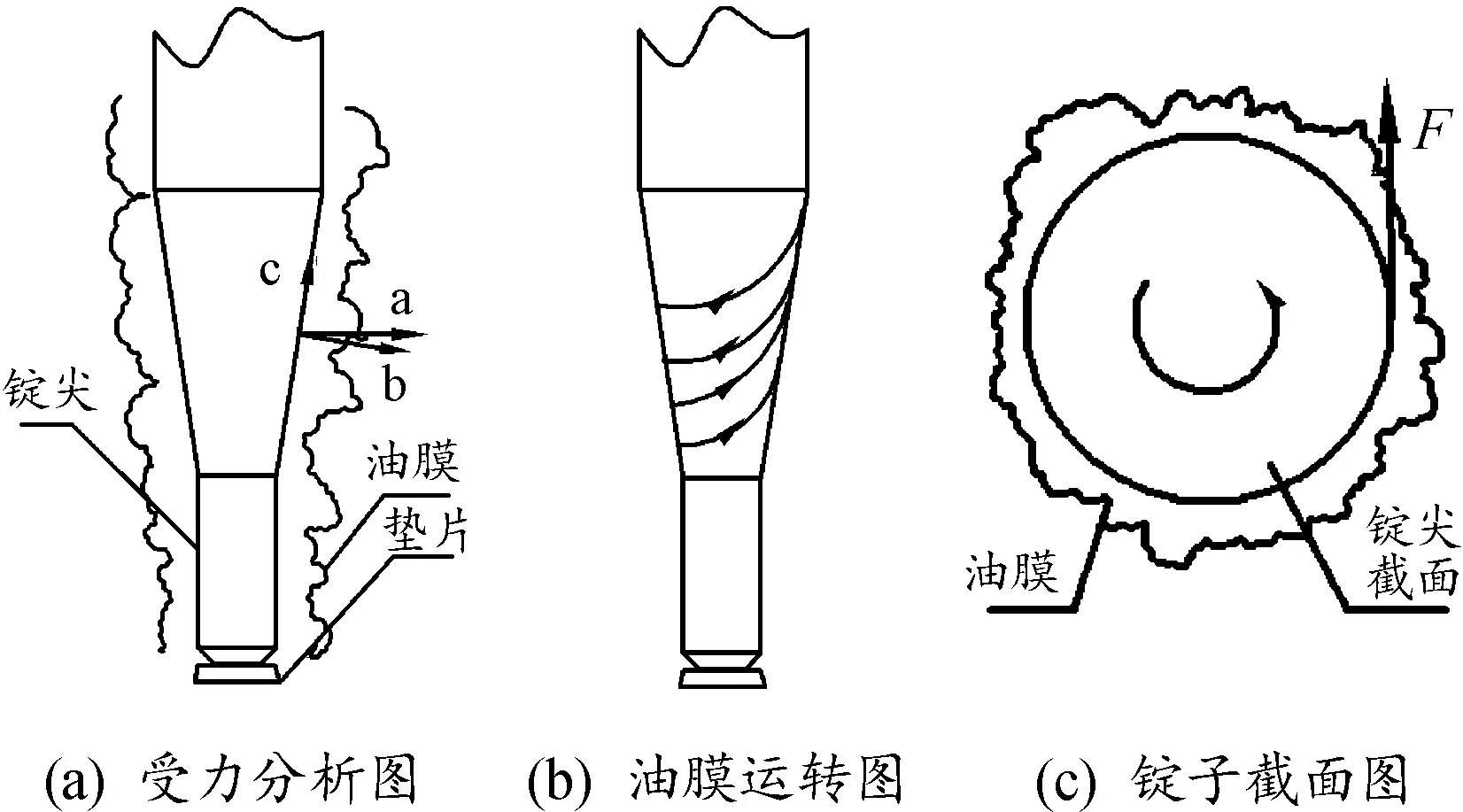
圖7 錠尖局部示意圖
在潤滑狀態方面,由圖5可知,在其他實驗條件保持一致情況下,采用2 mL錠子油潤滑的錠子具有更小的振幅及更優異的穩定性。這是由于過量的錠子油潤滑不僅不能起到充分的潤滑作用,反而會在錠子高速旋轉產生的切向力F(圖7(b)(c))作用下產生流體漩渦,進而引起錠子無規律強迫振動。有研究表明,對錠子油可少加注或采用固體凝脂類潤滑劑,以降低此影響。
在轉速方面,隨著轉速的提升,各個錠子振幅整體呈現波動上升態勢。實驗期間,由于工況的不同會在不同轉速區間達到暫時的一階及二階的振動平衡狀態。此時各不平衡量,錠子原始加工誤差、軸承間隙、配合誤差、不平衡轉動慣量等建立短暫的動態平衡,振型穩定,振幅相對較小。
3 結論
1) 自潤滑涂層處理過的錠子,相較于普通錠子,摩擦因數和黏連系數減小,表面微觀結構由不規則溝壑結構變為縱向規律性排布,振動特性有較大提升。
2) 在其他實驗條件保持一致情況下,采用 2 mL錠子油潤滑的錠子比4 mL的具有更小的振幅及更優異的穩定性。
3) 隨著轉速的提升,各錠子振幅整體呈現波動上升態勢。實驗期間,由于工況不同,會在不同轉速區間達到暫時的一階及二階的動態平衡狀態。此時各不平衡量之間建立短暫平衡,振型穩定,振幅相對較小。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00