鼓式剎車片加工自動生產線的設計與實現
2022-05-12 01:26:22朱飛虎唐方紅
制造業自動化 2022年4期
關鍵詞:產品
朱飛虎,唐方紅
(東莞職業技術學院,東莞 523808)
0 引言
汽車后輪一般采用鼓式制動器進行剎車制動,鼓式制動器由剎車底板、剎車分泵、剎車片及彈簧等附件組成。其成本低,絕對制動力強、剎車效果好。
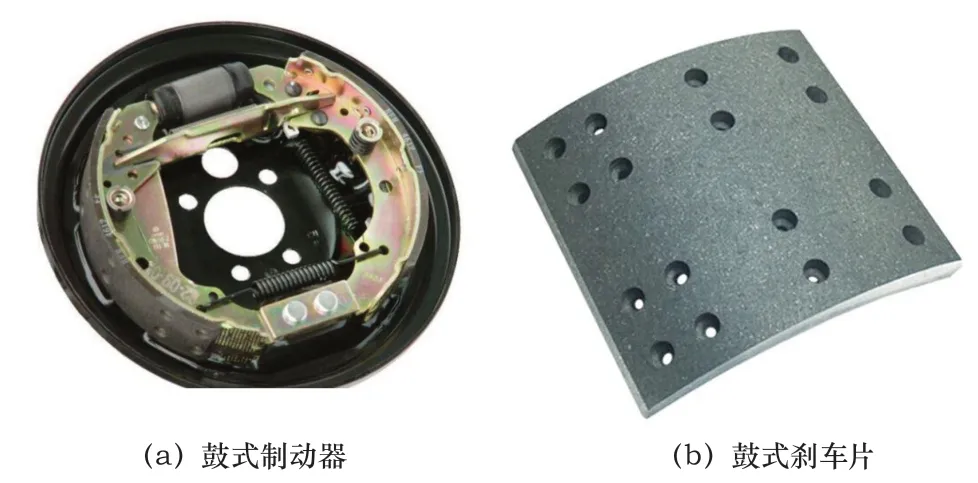
圖1 產品圖
剎車片原材料的組成一般分為粘結劑、增強纖維、摩擦性能調節劑、填料四大部份,其加工工藝包含:配料、冷壓、熱壓成型、機械加工。其機械加工又包含了磨削和鉆孔加工,具體包括外圓磨、內弧磨、端面磨、倒角磨及鉆孔加工。作為汽車行業的傳統產業,剎車片目前主要還是人工加工。在加工過程中,主要問題有產品重,生產效率低、加工噪聲大,而且從其材料可知,其加工過程粉塵飛揚,環境惡劣,特別是其粉塵含有纖維等復合材料,吸入肺部對人身體傷害極大。
目前國內外對鼓式剎車片相關的研究付諸文獻的,主要體現在剎車片的材料及成型工藝等方面,如杜孟子提到一種采用增強纖維納凱夫改善鼓式剎車片特性的方法,王宜龍提到一種剎車片熱壓成型機液壓系統設計等等,目前尚未發現關于鼓式剎車片實現加工自動化的具體研究見諸文獻。本文提出了一種針對鼓式剎車片實現自動化加工的解決方案,能夠實現人工在加工區外將產品放置到上料機上,而自動線進行自動上料,真空吸附、自動導正、自動旋轉對位、自動翻轉、自動下料等動作,以無人化操作方式實現全自動外圓磨、內弧磨、端面磨、倒角磨及鉆孔加工,加工完成自動實現下料。整個方案基于機械自動化技術和機電控制技術,通過對現有的剎車片加工工藝進行改造,采用分站控制+組網結合模式,高效完成了自動上料、自動磨削、自動鉆孔及自動下料等工作,只需定期喂料,無需專人操作,實現了整個自動化的加工過程。
1 系統基本結構
鼓式剎車片加工自動線是一條典型的傳統產品改造升級的自動化生產線,它基于鼓式剎車片的生產工藝,融合了機械自動化、伺服控制、PLC控制等技術,以實現自動化生產。整條生產線可分前后兩部分,前段部分為磨削加工,后段部分為鉆孔加工,中間有中轉桁架連接。具體可分為自動供料機、外圓磨上料機及外圓磨床、內弧磨上料機及內弧磨床、端面磨上料機及端面磨床、倒角磨上料機及倒角磨床、倒角磨下料機、中轉桁架、伺服鉆孔機、送料桁架、自動收料機等。整條線呈U型結構,如圖2所示。其中四種磨床和伺服鉆孔機為原來的加工設備,其他均為本自動線新設計的設備。整線自動化設備較多,結構比較復雜,限于篇幅所致,不能逐一說明,現僅就以下幾種進行描述。
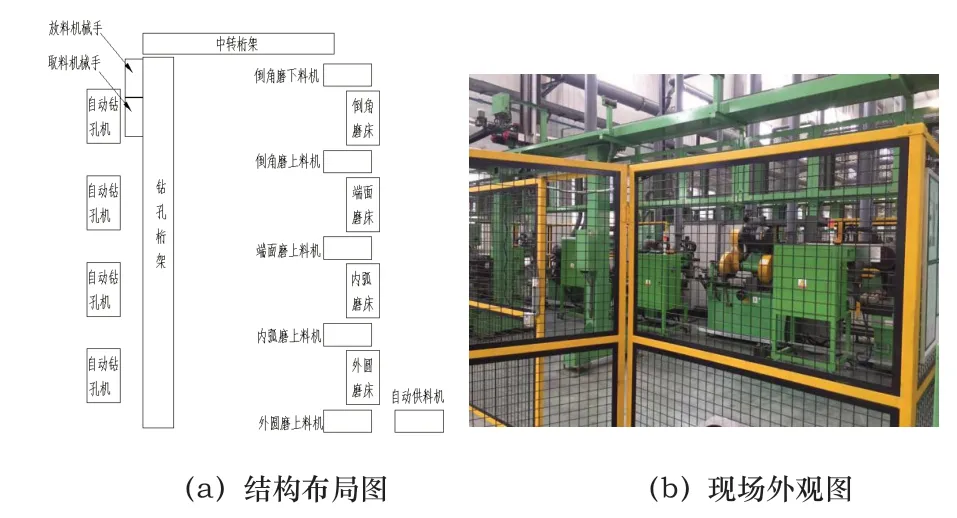
圖2 鼓式剎車片加工自動線
自動供料機主要實現鼓式剎車片的自動上料功能。其結構包含送料上料軌道、伺服電機、鏈條鏈輪、產品推塊、頂料氣缸、翻轉機構及相關檢測元件,其中翻轉機構由翻轉氣缸、彈性卡位裝置、光電檢測裝置等構成。剎車片擺放在上料軌道,由伺服電機驅動鏈輪帶動產品推塊推動產品前進,推塊的固定方式沒有采用普通的剛性連接,而是采用強磁吸合模式,既能夠推動產品在軌道前進,又能夠避免產品卡住導致電機過載報警。正常情況下產品在伺服電機驅動相應機構動作而前進,當翻轉機構的光電檢測裝置檢測到位后則停止,如萬一出現卡料情況,推塊受到產品的阻力大于強磁吸力,而推塊與鏈條推動機構脫離,接近開關檢測到該情況后即控制聲光報警。當產品被推塊將其擠入彈性卡位裝置后,被光電檢測裝置檢測到,一方面停止伺服電機送料,另一方面則允許翻轉氣缸翻轉。在翻轉完成后頂料氣缸及時頂出,避免產品倒下。為了提高生產效率,設計了兩組上料機構,當一組機構的產品全部取完后,系統自動切換到另外一組,以避免停機上料。
外圓磨上料機的功能主要是從自動上料機的翻轉機構上取出產品,然后放置到外圓磨上料位置處,其結構包含了平移伺服機構、升降伺服機構、伺服旋轉電缸、真空吸附裝置、產品正反檢測裝置等。真空吸附裝置安裝在伺服旋轉電缸上,伺服旋轉電缸又固定在升降伺服機構上,而平移伺服機構則帶動升降伺服機構運動。因為產品厚度為一邊厚一邊薄,在自動供料機的軌道中需要正反錯位放置,否則造成產品往一邊偏斜而無法放正。因此需要檢測當前產品放置方向而在吸附產品上升到位后控制旋轉電缸是正旋90°還是反旋90°。調整位置后再由移動至外圓磨上料位置處并推入外圓磨以進行加工。
在端面磨上料機和倒角磨下料機中,由于工藝原因,需對產品進行自動翻轉,因此需要進行翻轉機構設計。以端面磨上料機翻轉機構為例,為了簡化結構采用吸盤吸附產品后再由旋轉氣缸驅動進行翻轉180°,如圖3所示。產品通過真空吸盤吸附在真空吸盤固定座上,而真空吸盤固定座則由旋轉臂、旋轉連接塊固定在旋轉氣缸的輸出軸上。為了限位,還增設了旋轉活動定位塊、旋轉固定定位塊、定位螺栓等零件,以保證旋轉位置的一致性。整套機構由由旋轉氣缸固定板和設備相連接。為降低扭矩及慣量則需要盡可能縮短翻轉的力臂;另外產品長度以及翻轉機構和取料平臺的干涉問題又約束力臂不能太短,需要在設計中不斷優化而取得合適值。考慮到載荷較重原因,需要從扭矩和慣量兩方面對旋轉氣缸選型校核。從圖中可以看出該結構屬于異形件,包含多種零件,需要逐一進行分解計算,過程非常復雜。
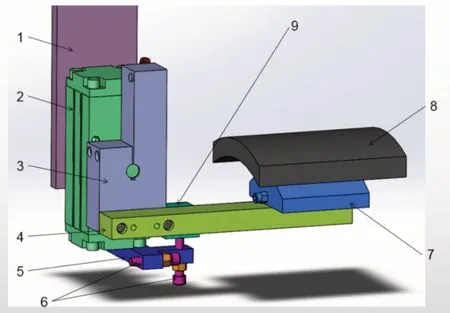
圖3 端面磨上料機翻轉機構結構圖
為了減少工作量,提高設計效率,采用了SolidWorks軟件來計算扭矩及慣量。通過在旋轉中心建立一個坐標系,設置與旋轉軸重合的為X向,并設置對應材質。點擊質量屬性,軟件自動計算,從列表中可查出換算到X軸的轉動慣量為Ixx=0.44Kg/m2,同時計算扭矩為16.8N·m,如表一所示。根據以上參數及實際情況,選擇了SMC公司的大扭矩旋轉氣缸CDRA1BS80。
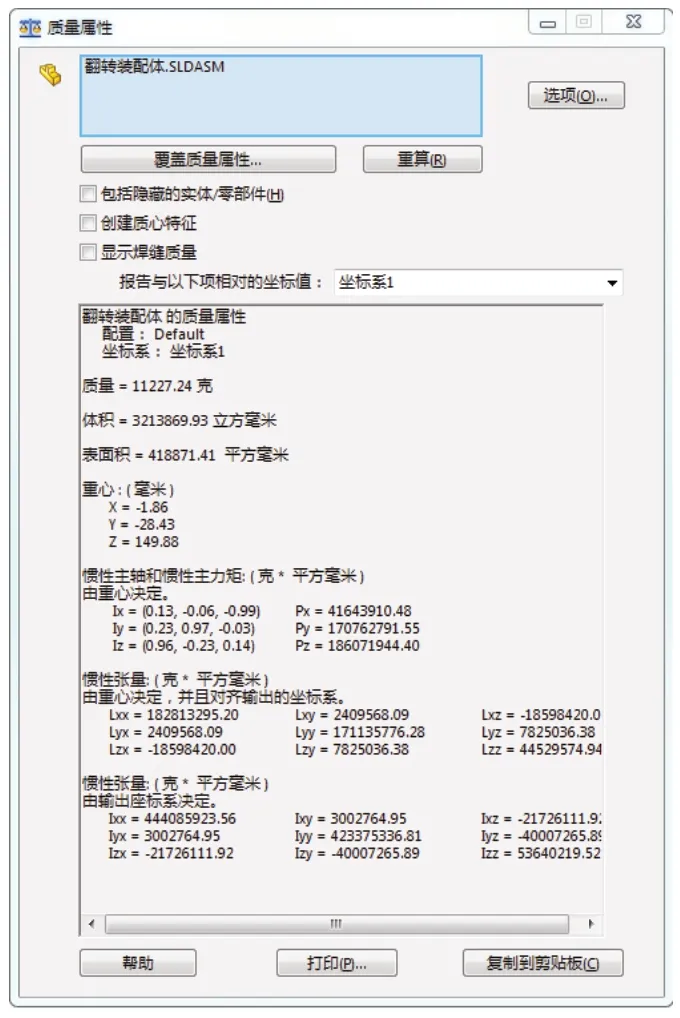
表1 旋轉機構質量屬性計算表
2 系統工作過程
鼓式剎車片加工自動線的工作過程包含自動供料、外圓磨上料、內弧磨上料、端面磨上料、倒角磨上料、倒角磨下料、產品中轉、伺服鉆孔上下料、自動收料等部分。限于篇幅,僅就自動供料、端面磨上料進行描述。
自動供料主要由自動供料機實現。當系統啟動后,自動供料機即開始自動運行,系統驅動當前工作流道的的伺服電機運動,帶動推塊推動產品前進,將產品壓入到彈性卡位裝置中。當光電檢測裝置檢測到產品后,伺服電機停止。翻轉機構動作,將卡住的產品由站立狀態翻轉為凹面朝上的水平狀態,然后通知外圓磨上料機過來取料。當產品被取走后,翻轉機構復位,伺服電機繼續推動產品前進,以開始下一個循環。當伺服電機驅動推塊前進觸發到末端感應器后,伺服電機反向運動,以回到初始位置,然后聲光報警,提示操作員當前流道已空需要添加待加工的產品。同時系統自動將當前流道切換到另外一條流道以繼續工作。當操作員將新的待加工產品擺放到空流道,并按下上料按鈕后,系統自動記憶上料完成。當前流道加工完成后則自動切換到已經上料完成的流道,如此實現連續工作而不需停機上料。
端面磨上料需要從內弧磨床出料位置吸取產品,然后進行翻轉,以將產品姿態由凹面朝上轉化為凸面朝上,再將其放置到端面磨上料機的上料位置。系統啟動后,當檢測到內弧磨床出料位置存在產品后,取料機構即平移下降到取料位置,通過真空發生器產生真空以吸附產品,因為實際上產品吸附面為弧面,且高度及變形等存在偏差,可能導致真空吸盤與產品之間不緊密接觸而導致真空度較低而吸附失敗,系統根據真空檢測信號在一定范圍內自動調整下降行程,以保證可靠吸附。然后取料機構上升平移一段行程后,且放料機構處于安全位置則取料機構翻轉,等待放料機構過來取走已經調整姿態后凸面朝上的產品。當放料機構上產品為空時,且取料機構已經翻轉到位則放料機構平移下降吸附產品,同時取料機構真空釋放以便讓放料真空更好的吸附產品,放料機構將產品取走移動到端面磨上料位置,等待鏈條推塊移動到合適位置的放料時機以放料,同時取料機構翻轉復位,以準備下一個循環的取料。
3 控制系統設計
從生產的實際出發,在控制系統設計的技術路線上,主要考慮以下因素:
1)整個系統采用分布式控制模式,即每臺自動化設備擁有自己的控制系統,可分散獨立控制也可連線自動控制;
2)因線體過長,設備較多,采用兩組主控界面更方便操作。如前所述整個系統可分前后兩部分,前段部分為磨削加工,后段部分為鉆孔加工。因此其控制系統也分成磨削加工和鉆削加工兩部分,彼此通過通訊交互數據;
3)各站PLC的選擇根據實際需求,2軸及以下伺服控制的采用三菱FX3UPLC,2~4軸采用三菱FX5U;
4)PLC之間采用RS485組網模式,前段部分以倒角磨下料機控制系統的PLC作為主站;后段部分以鉆孔桁架控制系統的PLC作為主站。
系統控制框圖如圖4所示。
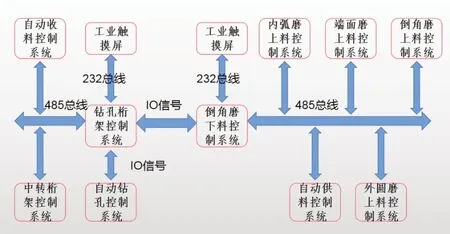
圖4 系統控制框圖
在自動線的各個PLC控制程序設計中,均采用模塊化設計思路。各個控制系統均由初始化模塊、狀態監控模塊、原點搜索模塊、手動模塊、參數模塊、自動模塊、通訊模塊及故障自診斷模塊等組成。其中初始化模塊則在對系統上電時基本參數進行初始化;狀態監控模塊則實時采集當前各軸的位置速度參數,并將當前IO狀態轉化為數據寄存器狀態,以利通訊上傳;原點搜索模塊主要是實現系統上電后各軸的原點搜索,以確定設備的基本坐標位置;手動模塊則是實現對設備的基本操作及電機控制;參數模塊則實現不同產品對應各項參數的分區新增、刪除、存儲、調出和顯示;自動模塊則實現設備的自動加工功能;通訊模塊主要實現數據交互,包括主站數據下載、從站數據上傳、主站操作從站動作,對從站進行各項設置等等;故障自診斷模塊則通過當前狀態,分析故障發生原因,并進行相應故障說明、解決對策提示等,并對故障進行記錄。各個模塊即獨立控制又相互關聯,形成一個完整的控制子系統。而各子系統通過通訊控制由形成整條自動線的控制系統。現以鉆孔桁架的自動控制模塊為例說明如下:
鉆孔桁架對應4臺自動鉆孔機,其控制一臺放料直角機械手和一臺取料直角機械手,這兩臺機械手均在桁架的軌道上自由移動,放料機械手功能為從中轉桁架的出料位置取出產品放置到鉆孔機的上下料位置,取料機械手功能為從鉆孔機的上下料位置取出產品放置到自動收料機上。4臺鉆孔機的上下料位置分別為寄存器(DM110~117),放料等待位置分別為寄存器(DM120~127)。每次放料完成,系統自動記憶放料時間,以雙字節方式分別存儲到寄存器(DM100~DM107),而控制取料機械手提前運動到對應上下料位置等待以節省運動時間。在自動工作過程中,系統收到中轉桁架備料完成觸發信號后,放料機械手運動到位,下降取料并上升復位,且先運動到1#鉆孔機的等待放料位置。此時取料機械手在將其當前產品放置到自動收料機上后即依次比較時間寄存器(DM100~DM107)的上次放料時間,而運動到最早放料的鉆孔機的上下料位置等待,然后放料機械手亦移動到其附近等待。當前鉆孔機最先發出加工完成信號時,取料機械手即下降執行取料動作,然后將產品放置到自動收料機的軌道上,而放料機械手待取料機械手離開鉆孔機的上下料位置后即自動放料,并自動存儲當前放料時間,然后準備接收中轉桁架備料完成觸發信號。一般情況下都是先放料的鉆孔機先完成加工,但如果該鉆孔機出現異常等特殊情況,則可能是其他前鉆孔機最先發出加工完成信號,如此取放料機械手同步移動到對應鉆孔機位置以執行上述的取放料動作。
3 結語
在本文中提出并實現了一種鼓式剎車片加工自動線的解決方案,通過新增相應的自動化設備,和原有的加工設備組成一條完整的自動化生產線,以實現對現有的剎車片加工工藝進行全自動化改造。實際證明,該方案可以有效提升了生產效率,降低人工勞動強度、避免了加工過程中粉塵對操作人員傷害,同時保證了穩定的加工品質,極大程度的減少了人工操作不當導致的不良品率。經過近一年的長時間運行,整條生產線性能穩定,效果良好,證明這種設計在鼓式剎車片自動化加工方面具有較高的可靠性、穩定性、擴展性。目前已在吉林長春、陜西銅川和山東聊城等地相關企業得到推廣,產生了較好的經濟價值和社會價值,為傳統產業生產工藝升級改造提供了較好的參考價值。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14
