硬質合金生產成型設備全生命周期效率優化模型構建
2022-05-12 01:26:36張宇奇肖斯麒
制造業自動化 2022年4期
龍 丹,張宇奇,肖斯麒
(1.南昌交通學院,南昌 330100;2.南昌硬質合金有限責任公司,南昌 330013;3.華東交通大學,南昌 330000)
0 引言
硬質合金擠壓成型技術始于20世紀40年代左右,我國在前蘇聯引進該項技術。隨著科學技術的進步和發展,硬質合金擠壓成型技術也得到快速發展,無論是在擠壓工藝還是擠壓設備方面均得到了飛速的發展。硬質合金生產成型設備發展至今,技術逐漸成熟,質量也得到不斷提升。硬質合金生產成型設備的主要優勢是大規模大批量生產,為了確保獲取合理的成型工藝,需要保證胚體均勻的結構以及高致密度。設備全生命周期效率是確保產品制造質量的必要條件,同時也是確保產品數量和規模的重要前提和基礎。
國內相關專家針對設備全生命周期效率優化模型方面的內容展開了大量研究,例如白浩等人[1]優先組建了含有儲能裝置的四端SOP,以此為依據,組建了對應的運行效率優化模型,通過半定規劃方法求解模型,最終輸出效率優化方案。胡鑫凱等人[2]通過電磁場、結構力場以及機械運動耦合求解,同時組建仿真模型,采用優化算法求解模型,最終得到最佳效率優化方案。
在以上兩種模型的基礎上,構建一種硬質合金生產成型設備全生命周期效率優化模型。經實驗測試結果表明,所提模型不僅能夠有效縮短施工時間,同時還能夠有效提升設備的總作業時間和可用運行時間,增強機械可用率。
1 方法
1.1 硬質合金生產成型設備全生命周期效率優化模型構建
設備全生命周期效率的實質即為設備實際生產出的合格產品數量好的設備和實際負荷時間內的理論產量比值。對于生產線以及設備而言,硬質合金生產成型設備全生命周期效率優化代表設備的利用率和合格率全部得到有效提升,同時產品的生產成本也會隨之降低。
硬質合金生產成型設備全生命周期效率作為一種獨立的測量工具,主要用來描述設備實際生產能力和理論產能兩者之間的比值,主要是由時間開動率、性能開動率以及產品合格率三個關鍵要素的乘積構成,詳細的計算式如下:

式(1)中,Avaliabiliy代表時間開動率;Quality代表合格率;Performance代表性能開動率。
分析硬質合金生產成型設備全生命周期效率主要具有以下四方面特征:
1)硬質合金生產成型設備全生命周期效率不僅要考慮設備的時間利用情況,同時還需要全面考慮員工的作業熟練程度以及產品合格率等相關問題,進而可以深入分析引發產品出現質量問題的主要原因。
2)準確識別出由于系統依存關系導致的瓶頸工序設備可利用的時間損失,在設備正常運行情況下,設備損失的產能常被忽略,所以還需要進一步優化生產工藝流程,確保企業的產能得到有效提升。
3)影響硬質合金生產成型設備全生命周期效率的主要影響因素分別為:設備的設計、制造以及檢修等操作環節,同時也體現了系統工程的要求,后續將對設備綜合利用率展開更加深入的分析,確保后續管理工作的順利開展。
4)通過硬質合金生產成型設備全生命周期效率優化可以有效確保設備處于滿負荷工作狀態,同時還有利于避免產生拼設備的短期行為。
通過對硬質合金生產成型設備全生命周期效率的分析,可以從組成設備綜合效率的三個因素來分析影響設備效率的主要損失,如圖3所示。

圖1 硬質合金生產成型設備主要損失構成圖
1)故障停機損失
主要是因為設備由于故障而導致的停機時間損失以及設備生產出的缺陷產品產出損失。由于偶發故障是十分明顯的,所在在整體損失比例中占據比較大的比例,需要投入大量的時間和精力搜索偶然事故發生的原因,同時采取對應的防護措施。
2)計劃維護停機損失
在設備生產產品的過程中,需要對設備實施定期維護以及保養,同時有效預防故障的發生。
3)換線以及生產設備損失
生產產品型號變換和生產設備故障而產生的停機損失。即當一個產品生產結束后,需要采用設備生產另外一種型號的產品,在準備階段會產生一定的損失。
4)設備調試損失
主要是指工作人員因為定期調試和檢修設備而產生的損失。
5)設備待料或暫停損失
主要是由于操作失誤或者設備停頓而產生的損失。這類損失的產生大部分是因為設備停機突然發生的,為了有效降低停機損失,優先需要確保物料供應正常,同時還需要全面提升企業員工的操作技能。
6)啟動損失
即在產品生產初期階段產生的損失,由于啟動損失是無法避免的,所以需要維護工序狀態的穩定性。
7)速度低下損失
即設計速度和機器實際運行速度兩者之間的差異產生的損失。
8)質量缺陷和返工損失
主要是因為設備發生故障而導致產品出現質量缺陷,進而需要返工。
在設備比較集中的企業內,經常會發生故障停產以及產品質量不合格等問題,同時會對企業效益產生直接影響,對企業展開實際改善過程中,優先選擇單獨精益生產改善。
隨著制造技術的飛速發展,產品更新速度也快速增加,電動工具行業也需要提升發展速度,全面推進產品的不斷更新,為企業發展帶來了更大的挑戰。
為了更好管理和提升硬質合金生產成型設備全生命周期效率,將OEE技術引入到企業生產管理中[3],由于考慮到企業產線區域比較多,所以可以將工序的硬質合金生產成型設備全生命周期效率優化作為改善的起點。
為了確保硬質合金生產成型設備全生命周期效率得到有效優化,需要結合企業實際情況展開分析和研究,同時對硬質合金生產成型設備全生命周期效率損失重新規劃處理,經過重新規劃后的損失分類更加有助于分析企業的實際損失,明確后續的發展方向。
通過OEE的計算,需要劃分設備時間,詳細的劃分結果如圖2所示。
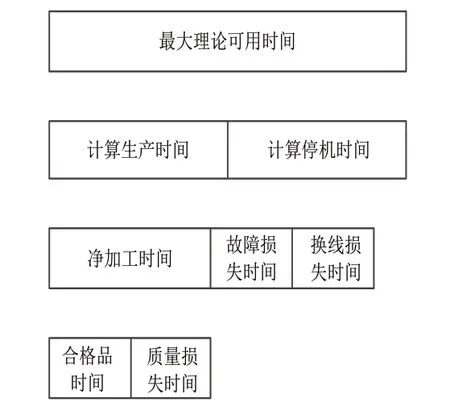
圖2 硬質合金生產成型設備全生命周期效率計算的時間分解
通過上述分析,重新制定和規范企業的換線操作步驟,同時完善故障處理程序,以設備最小損失和最大產品合格率為目標,構建硬質合金生產成型設備全生命周期效率優化模型R,如式(2)所示:式(2)中,minS(m,n)代表設備最小損失;maxL(i,j)代表設備最大產品合格率。

1.2 模型求解
遺傳算法[4,5]主要采用目標函數和相應的適應度函數展開整體搜索和優化,為復雜問題的求解提供了通用框架,所以在各個領域均得到了十分廣泛的應用。
編碼是遺傳算法中占據十分重要的地位,以下主要采用二進制編碼方式,詳細的操作步驟如下:
1)染色體初始化處理。
2)通過人為設定的復制比例,依次對不同群體展開復制操作,經過復制處理后,需要保證種群規模和原來一致。
3)對原始種群依次執行交叉和變異操作。根據事先設定的交叉概率,隨機形成染色體,在原有染色體的基礎上實行交叉操作,進而構建多個交叉點,形成多個全新的染色體。其中,交叉點的前半部分采用全新染色體替換;而后半部分則使用原始種群替換。
4)計算適應度取值,同時輸出最優解空間。
5)結束計算。
二進制編碼主要具有以下四方面的優勢:
1)編碼和解碼過程十分簡單。
2)在二進制編碼過程中,交叉以及變異操作都是十分容易實現的。
3)二進制編碼符合設定的編碼規則。
4)二進制編碼有利于采用模式定理展開相關的理論分析。
在遺傳算法中,適應度也是一個十分重要的衡量指標。其中,適應度取值越大,則說明存活和生殖的概率就越高。
當求解目標函數的最大值時,將目標函數設定為正值,則目標函數和適應度取值兩者之間的關系如式(3)所示:

式(3)中,f(x)代表目標函數;F(x)代表個體的適應度函數,C為常數。
當目標函數的取值最小時,需要在其中加入一個負號,使其轉換為求解最大值問題,對應的計算式為:

在大部分優化問題中,所使用的目標函數具有正負值之分,同時求解目標函數的最大和最小值。所以,通過以上變換并不能確保獲取的適應度取值全部為負數。所以,在特定情況下,需要對適應度函數展開變換操作,詳細的變換步驟如下所示。
1)當求解目標函數的取值最大,則變換方式如式(5)所示:

式(5)中,Cmin代表事先設定的最小數值。
2)當求解目標函數的最小值時,則對應的變換方式可以表示為以下的形式:

式(6)中,Cman代表事先給定的最大數值。
在遺傳算法操作過程中,收斂速度也是一項十分重要的因素。經過以上分析可知,由適應度取值大小決定個體可以遺傳到下一代的概率。但是單純通過以上算法展開轉換,一定會存在部分算法收斂速度快以及部分算法收斂速度慢的問題。
在線性變換前期和后期需要保持線性關系,對應的經過變換后的適應度函數計算式如式(7)所示:

式(7)中,F`(x)代表初始適應度函數,α和β代表系數。
根據適應度取值設定系數α和β對應的約束條件,則經過線性變換獲取的系數表示如式(8)的形式:

式(8)中,favg代表適應度的平均取值;fmax代表經過變換后的適應度最大值。
在遺傳算法中,需要采用選擇算子完成選擇操作,詳細的操作步驟如(9)所示:
設定種群的大小規模為n,個體的適應度取值為fi,則個體被選中的概率Pi的表示如下所示:

通過以上分析,可以獲取遺傳算法的詳細操作步驟如下:
1)形成一定數量的初始種群,同時將種群中的個體作為研究對象展開研究。
2)計算不同個體的適應度取值,同時將適應度取值和適應度準則對比分析,假設滿足優化準則,則將其設定為最佳個體;反之,則繼續步驟3)。
3)選擇適應度取值較高的個體展開交叉和變異操作,同時計算下一代的適應度取值,將其和優化準則對比分析,同時判定其是否滿足優化準則,假設滿足,則輸出最優個體;反之,則重復上述操作步驟,直至獲取個體的最優解為止。
將遺傳算法應用到硬質合金生產成型設備全生命周期效率優化模型中,詳細的操作步驟如下:
1)編碼和產生初始種群
結合實際問題選擇滿足需求的編碼方式,同時確定染色體長度,以此為依據組建初始種群。
2)計算種群中不同染色體的適應度取值。
3)假設算法滿足設定的收斂準則,則直接輸出搜索結果;反之,則繼續執行步驟4)。
4)選擇操作
通過不同個體的適應度取值計算被選擇的概率。
5)交叉操作
將步驟4)得到的概率實行交配處理,進而獲取染色體組建的群體。
6)變異操作
采用較小的概率判定染色體組建全新的群體。
7)判定個體的適應度取值是否滿足優化準則,假設是,則輸出最佳個體,獲取最佳硬質合金生產成型設備全生命周期效率優化方案;反之,則跳轉至步驟2)。
2 仿真實驗
在CAK6132數控機床上進行硬質合金生產成型設備全生命周期效率實驗,機床設備如圖3所示。硬質合金生產成型設備刀具為YT19合金,工件為50Cr,刀具幾何參數如表1所示。硬質合金生工藝參數:背吃刀量αp=0.8m m,轉速n=500r/min,進給量f=75mm/min。

表1 CAK6132數控機床幾何參數

圖3 實驗硬質合金生產成型設備
機械設備利用率是指每年度設備實際使用時間占計劃用時的百分比,該指標代表設備的使用效率,可反映設備工作狀態及生產效率。硬質合金生產成型設備的可用率的計算式為:

應用提出設備全生命周期效率優化方法前后的機械可用率變化如圖4所示。
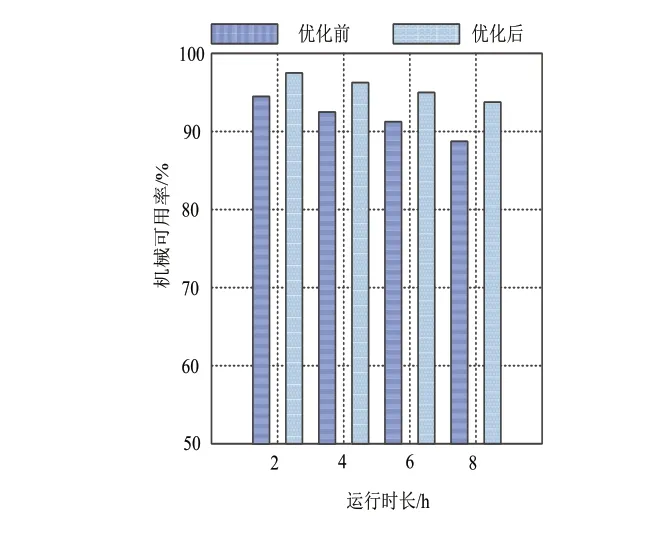
圖4 優化前后機械可用率測試結果分析
分析圖4中的實驗數據可知,在采用所提模型對硬質合金生產成型設備全生命周期效率優化處理之后,機械可用率相比之前得以提升,全面驗證了所提模型的優越性。
為突出提出模型的應用效果,采用文獻[1]提出的基于四端E-SOP的有源配電網運行效率優化模型、文獻[2]提出的電磁斥力機構樣機效率優化模型作為對比實驗組,與提出模型的應用測試結果進行比較。測試指標為不同設備的可用運行時間和總作業時間,測試結果如圖5和圖6所示。

圖5 不同模型的設備可用運行時間對比
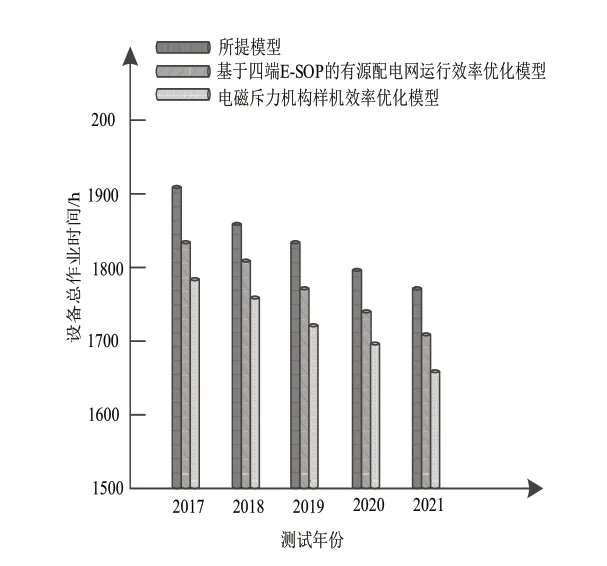
圖6 不同模型的設備總作業時間對比
分析圖5和圖6中的實驗數據可知,在經過不同模型優化處理后,不同模型對應的設文獻[1]模型和文獻[2]模型相比,所構建模型的設備的總作業時間和總可用運行時間明顯更高一些,說明所提模型可以有效減少損失,全面發揮設備的利用價值。
以下實驗分析設備經過優化處理后,工期的變化情況,詳細的實驗結果如表2所示。

表2 所構建模型應用前后的設備工期縮短率測試結果
由表2中的實驗數據可知,應用提出的硬質合金生產成型設備全生命周期效率優化模型后,設備工期明顯縮短,在1000次測試中,提出模型應用前設備工期的平均縮短率為2.37%,提出模型應用后設備工期的平均縮短率為2.89%。以上數據說明本研究所構建的模型有效降低了施工強度。
3 結語
針對傳統設備效率優化模型存在的問題,設計一種硬質合金生產成型設備全生命周期效率優化模型。經實驗測試證明,所提方法具有較高的機械可用率,總作業時間和可用運行時間均更長,同時還可以大幅度減少施工時長,提升工作效率,具有良好的應用前景。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
甘肅教育(2020年14期)2020-09-11 07:57:42
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
