煉鋼-熱軋生產計劃的優化與協調
2022-05-30 10:48:04張坤
南北橋 2022年9期

[ 作者簡介 ]
張坤,男,河北遷安人,河北燕山鋼鐵集團有限公司,助理工程師,大專,研究方向:冶金。
[ 摘要 ]
煉鋼-熱軋是鋼鐵生產企業生產中的關鍵工序,鋼鐵生產企業要強化煉鋼和熱軋各項工作計劃的發展,因此對兩者之間的優化和協調有了更多的需求。按照最佳爐次的規劃模型以及最佳軋制規劃模型構建爐次-軋制規劃的優化與協調模型,運用禁忌搜索等工作方法對其進行求解,并對模型和計算方法開展仿真檢驗。
[ 關鍵詞 ]
煉鋼;熱軋;爐次計劃;軋制計劃;熱送熱裝;優化與協調
中圖分類號:F27
文獻標識碼:A
DOI:10.3969/j.issn.1672-0407.2022.09.018
鋼鐵工業產業在我國的產業發展中占有舉足輕重的社會地位。鋼材公司在實現自我發展的同時,更要肩負起推進當地經濟發展和擴大人員就業等責任。實施的熱送熱裝生產技術就是推進企業加快節能降耗的有效技術手段,在應用這一新型的技術后,可以有效改進加熱爐的生產環境和品質,從而減少了加熱爐的能源損耗,同時降低連鑄鋼坯的熱燒損,進而大幅度提高了工作效率。該工藝技術的有效運用已作為評價鋼鐵企業產品管理水平的關鍵技術指標,并促進了煉鐵-連鑄-熱軋的統一化流程管理,使鋼材的加工制造流程向著連續化、降低成本、提升質量、提高效益的走向蓬勃發展。在實施的熱送熱裝工藝將會影響到全過程的統一管理,爐次規劃-軋壓規劃兩者間的密切配合和有效協調,能確保熱送熱裝工藝的有序實施。
1 煉鋼軋鋼一體化要點
連鑄鋼坯熱裝熱送技術的研究與運用,把煉鐵和軋鋼更密切地聯系起來,并使其形成統一的產品體系。需要通過技術創新與科學管理等舉措使這個控制工作系統與設計相符。要實現煉鋼同軋鋼工藝的合理關聯,提高煉鋼鐵的原料成分和鋼水凈化能力,增強連鑄機處理量,并結合結晶器的智能調寬等新型技術,實施熱裝熱送生產工藝,推進物流運送的連接和系統的穩定高速運轉。
2 計劃模型
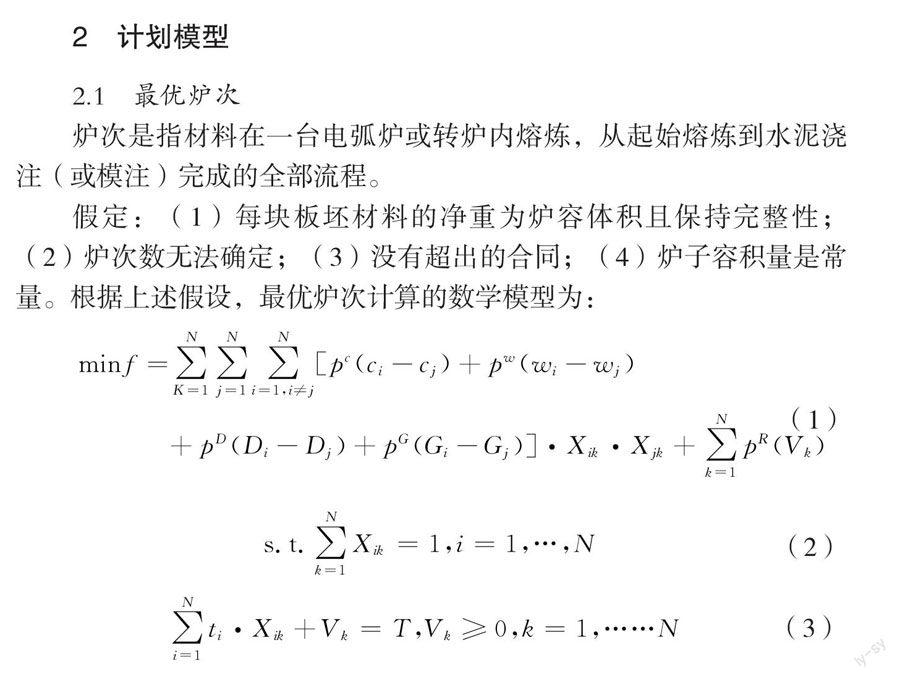
2.1 最優爐次
爐次是指材料在一臺電弧爐或轉爐內熔煉,從起始熔煉到水泥澆注(或模注)完成的全部流程。
假定:(1)每塊板坯材料的凈重為爐容體積且保持完整性;(2)爐次數無法確定;(3)沒有超出的合同;(4)爐子容積量是常量。根據上述假設,最優爐次計算的數學模型為:
式中:N值代表協議采用板坯量;PC代表產品產品等級、PW代表產品尺寸、PD代表產品交貨日期、PG代表產品厚度相差的數值、PR代表剩余爐容積的懲罰系數,公式為α(x)=k·power(x,bα);Ci 代表協議i的產品等級、Wi 代表協議i尺寸、Di 代表協議 i 交貨日期、Gi 代表協議i厚度、ti 代表協議i重量;Vk 代表剩余爐容量;T 代表爐容積。
公式中的函數(1)說明組織爐次的合同約定板坯的鋼級、長度、交付時間與材料厚度的比較差的處罰值和多余爐容量的處罰值最小;制約需求(2)說明每個合約板坯開展爐次,但不會剩余;制約條款(3)說明融入一個爐次的板坯材料重量不大于爐容體積;制約條款(4)說明若爐次不能運用合約板坯,則認為剩余爐沒有容積;禁止條款(5)說明示變量Xik是0,1變量。
2.2 最優軋制
在熱軋過程中,每項軋制工作單元可以分為燙輥材料與主要材料兩部分,為了能夠精簡問題,文中重點說明主體材。構成每項熱軋機部分的合同板坯要達到下列工作制約:(1)軋機有工作總長度保證規定控制;(2)工作總長度通過非減方向進行;(3)相同寬幅的板坯持續軋制應在規定時間內;(4)厚薄、硬度變化要均勻,且不得重復跳躍。最優軋制計劃模型如下:
式中:N代表板坯量;PH代表形成同一軋制項相近板坯的硬度、PW代表形成同一軋制項相近板坯的不同尺寸、PD代表形成同一軋制項相近板坯的交貨各個日期、PG代表形成同一軋制項相近板坯的厚度不同的懲罰系數;Uk 代表軋制項目k的軋制數值與最大軋制數據間的相差;PR代表相差數值的懲罰系數;Xijk、yik、Zijk 是0,1變量。
公式中函數(6)代表級軋制區板坯尺寸、交貨期以及硬度最小;條件(7)保證各個板坯可分配,且都會放在同一個軋制工作區內;條件(8)(9)保證同一軋制項的所有長度的制約,相同的尺寸板坯持續軋制的尺寸;條件(10)要確保各個板坯材料開展一次制作;條件(11)保證只在一個軋機區的所板坯材料,研究相同尺寸的板坯工作制約。
3 爐次-軋制進行優化協調的原理
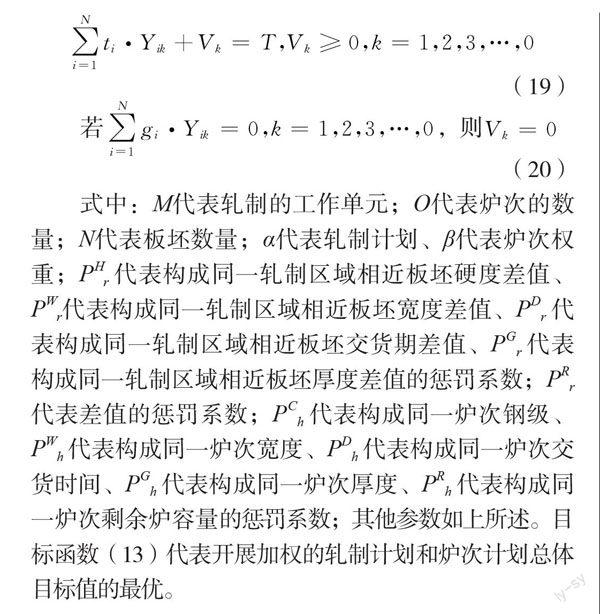
在運用熱送熱裝的制作工藝中,往往良好的爐次計劃模型與最優模型中涉及的函數有一定的區別,所以,有時會出現板坯順序不一致的現象。爐次-軋制計劃協調模型如下:
式中:M代表軋制的工作單元;O代表爐次的數量;N代表板坯數量;α代表軋制計劃、β代表爐次權重;PHr 代表構成同一軋制區域相近板坯硬度差值、PWr代表構成同一軋制區域相近板坯寬度差值、PDr 代表構成同一軋制區域相近板坯交貨期差值、PGr 代表構成同一軋制區域相近板坯厚度差值的懲罰系數;PRr 代表差值的懲罰系數;PCh 代表構成同一爐次鋼級、PWh 代表構成同一爐次寬度、PDh 代表構成同一爐次交貨時間、PGh 代表構成同一爐次厚度、PRh 代表構成同一爐次剩余爐容量的懲罰系數;其他參數如上所述。目標函數(13)代表開展加權的軋制計劃和爐次計劃總體目標值的最優。
4 禁忌搜索算法求解模型
4.1 禁忌搜索算法概述
禁忌搜索算法是一項全局漸進尋優算法,它通過引進一些更靈巧的存儲結構以及相關的禁忌規則來避開迂回搜尋。它還使用藐視原則來赦免某些被禁用的最優解,進而確保了更多的有效探索,最后取得全局優勢。
4.2 初始可行解的選取
初始可行解在一定程度上能夠對計算方法的擇優比例造成一定的影響,初始解可以得到最優解。以下是3個不同的模型可行解的選取方法。詳見表1。
計算最佳軋制計劃的工作模式運用貪婪計算方法構造可以解決。貪婪算法就是指先挑選出尺寸最寬的板坯,若是多于一塊以上的最寬板坯,則選擇其交貨時間最短的板坯設定為第一塊板坯,并從其他余下的板坯中選出相鄰現有板坯軋制懲罰值最小的板坯設定為下一塊的軋制板坯,軋制懲罰項主要的內容有寬度、厚度、硬度、交貨期等,按上述的程序再次進行,直到選出最大軋制長度,然后再形成下一個軋制單元。
4.3 鄰域搜索
文中運用了內部相互算法開展鄰域的建造,合同規模為N的,每個狀態的鄰域解個數為C2N=(N-1)(N-2)/2。如此龐大的鄰域要研究解決這個數值,將會影響搜索的工作速度和進度,要不斷完善鄰域的各個工作結構。與當前的工作狀態一致,就是無效鄰域解。每次鄰域搜索時要對無效鄰域解實行避讓,提升搜索效率。
4.4 禁忌長度
禁忌長度指禁忌目標對象在無法考慮藐視有關準則情況前提下不能被選擇的最高次數。禁忌長度的篩選經常和問題有關特點相關,上文中選擇的禁忌長度通常是5。
5 仿真實例驗證
通過計算機編程軟件開展語言編輯工作,自行設計編寫煉鋼-連鑄-熱軋整體生產運行,開展電腦的演練。通過運算得出DHCR比例以及HCR比例都為100 %;第二個軋制項有著明顯的不同,通過計算,其DHCR比例是53.68 %,HCR比例是96.63 %。
6 小結
使用熱送熱裝的生產技術已在鋼鐵企業的生產過程中得到了廣泛的應用,并設計了爐次-軋制的模型體體系,本文對于模型使用禁忌搜索這一工作方法開展求解,并通過電腦模擬系統對其效果進行了檢驗。下一步推進的工作側重方面就是將應用模型所涉及的懲罰系數進行不斷的調整優化,從而設計出具有更高水平的煉鋼-熱軋生產計劃。
參考文獻
[1]韓孝永. 連鑄坯熱送熱裝技術的應用[J]. 有色金屬,2007,59(1):56-58.
[2]唐立新,楊自厚,王夢光. 煉鋼-連鑄最優爐次計劃模型與算法[J]. 東北大學學報,1996,17(4):440-445.
[3]李耀華. 熱軋生產計劃與板坯庫優化管理模型及算法研究[D]. 大連:大連理工大學,2005.
[4]戴冬,王江晴. 一種基于禁忌搜索算法的車輛路徑問題的改進算法[J]. 中南民族大學學 報,2007,26(1):64-66.
[5]OUELHADJ D. A Multi-agent System for the Inte 2 grated Dynamic Scheduling of Steel Production[D]. University of Nottingham. 2003.
[6]樊精彪,范德忠,楊樹森. 連鑄坯熱送熱裝的生產實踐[J]. 包鋼科技,2004,30(5):26-28
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
小讀者(2020年2期)2020-03-12 10:34:06
趣味(語文)(2018年1期)2018-05-25 03:09:58
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
學苑創造·A版(2015年6期)2015-07-01 09:00:12
英語學習(2007年8期)2007-12-31 00:00:00
時文博覽(2007年9期)2007-12-31 00:00:00
