釬焊溫度對C/C/AgCuTi+Cf/TC4接頭組織及力學性能的影響
2022-06-08 03:49:46趙可汗劉多朱海濤陳斌胡勝鵬宋曉國
航空學報 2022年4期
趙可汗,劉多,*,朱海濤,陳斌,胡勝鵬,宋曉國
1. 哈爾濱工業大學 先進焊接與連接國家重點實驗室,哈爾濱 150001 2. 哈爾濱工業大學(威海)山東省特種焊接技術重點實驗室,威海 264200
C/C復合材料是以碳纖維或其織物為增強相,以化學氣相滲透的熱解碳或液相浸漬-碳化的樹脂碳、瀝青碳為基體組成的一種純碳多相結構。它起源于1958年美國Chance-Vought公司的一次實驗室事故,在碳纖維樹脂基復合材料固化時超過溫度形成。C/C復合材料是一種新型的復合材料,具有良好的抗燒蝕性能、高比強度、高導熱、低密度等優點,在航空、航天、核能、汽車、生物等領域均有應用。
在實際應用中,往往需要將C/C復合材料與金屬材料相連,合理地利用2種材料的優勢。TC4合金強度高、密度低,具有極好的塑性,并且其制備工藝簡單、價格低廉,同樣廣泛應用于航空、航天、汽車、生物等領域。因此,將C/C復合材料與TC4合金連接將有著重要意義,例如,二者的連接件可以用在火箭發動機的噴管上。
真空釬焊是連接C/C復合材料與金屬的首要選擇,考慮到釬料在碳材料表面的潤濕性,一般采用含Ti、V、Cr等元素的活性釬料。Wang等采用AgCuTi釬料成功釬焊了TiAl合金與C/C復合材料,其界面組織為TiAl+AlCuTi、AlCuTi、Ag(s,s)、TiC的多層結構,對接頭進行抗剪測試,接頭強度接近12 MPa。由于C/C復合材料與金屬之間的熱膨脹系數、彈性模量等物理性質差異較大,導致在釬焊接頭處產生較大的殘余應力,這勢必制約著接頭質量的提高。通過向釬料中引入低膨脹系數的增強相可以有效降低接頭應力,提高接頭強度。碳纖維(Carbon fiber,C)具有高強度、高模量、低膨脹系數等特性,常被用作復合材料的增強相。為了獲得較高質量的C/C-TC4接頭,本研究通過向商用AgCuTi釬料引入碳纖維對釬焊接頭質量進行優化。在此前的工作中,著重分析了碳纖維含量對接頭組織與性能的影響,但碳纖維對接頭的增強機制完全明確。
為了進一步探究碳纖維在界面反應中的機制,本研究工作著重分析了釬焊溫度對接頭組織與力學性能的影響,以此歸納了采用AgCuTi+C復合釬料的C/C-TC4釬焊接頭形成過程,并闡明了碳纖維在接頭形成各個階段中的作用機制。
1 試驗材料與方法
試驗所用母材的微觀組織形貌如圖1所示,其中C/C復合材料產自四川東鑫碳素有限公司,其含碳量大于99.9%,孔隙率為18%。該C/C復合材料為3D結構,由編織纖維與穿刺纖維及熱解碳組成。所用TC4合金供應狀態為熱軋板材,無離子注入,其名義成分為Ti-6Al-4V,室溫結構為α-Ti與β-Ti組成的雙相合金。試驗所用材料的相關性能如表1所示。
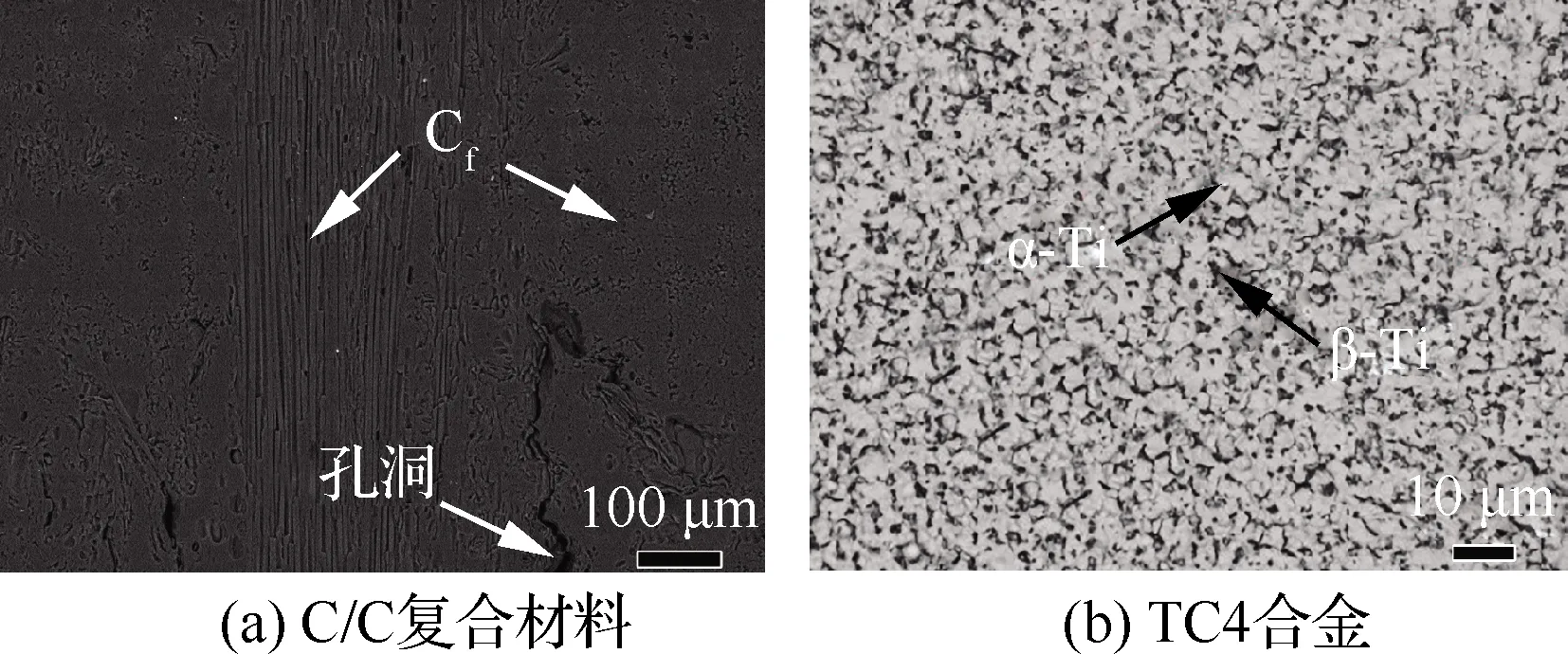
圖1 母材的微觀組織形貌Fig.1 Microstructure morphology of substrates
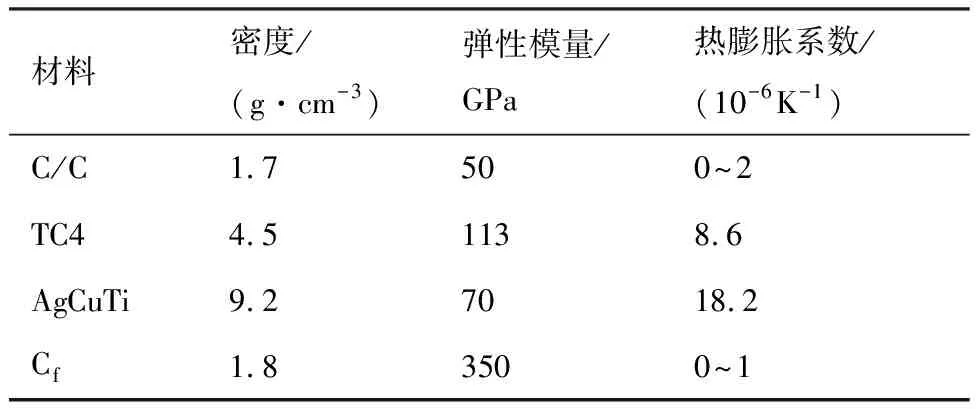
表1 試驗材料在室溫環境下的主要性能
試驗所用的AgCuTi+C復合釬料為商用Ag26.7Cu-4.5Ti釬料粉末與碳纖維(長約50 μm)球磨混合制得,其中碳纖維的質量分數為0.3%。圖2為復合釬料的微觀形貌,可以看出在AgCuTi釬料中分布著短棒狀的碳纖維。根據圖3(a)中的X射線衍射(XRD)圖譜,在AgCuTi釬料粉末中也檢測到了碳峰,說明在復合釬料的制備過程中沒有發生機械冶金反應。對釬料進行差示掃描量熱分析(DSC),結果如圖3(b)所示,測得復合釬料的熔點為780 ℃。
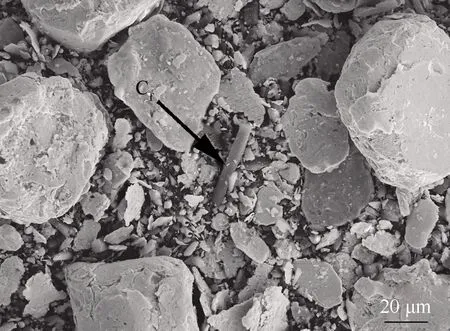
圖2 釬料微觀組織形貌Fig.2 Microstructure morphology of filler
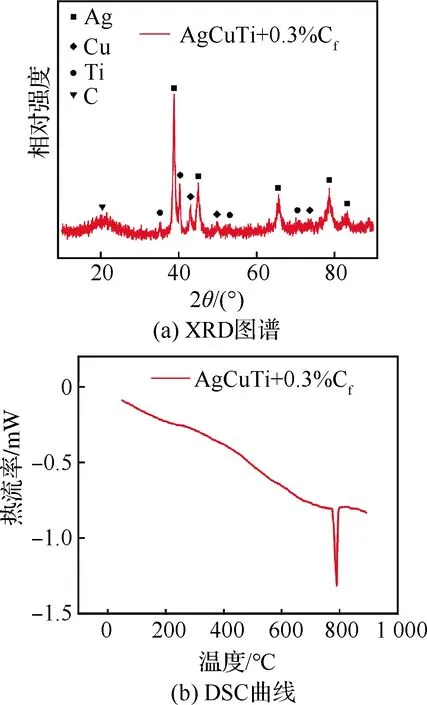
圖3 釬料的XRD圖譜與DSC曲線Fig.3 XRD pattern and DSC curve of filler
釬焊試驗前,先將TC4合金及C/C復合材料切割成10 mm×5 mm×3 mm與5 mm×5 mm×5 mm的塊體。用400目、800目、1 200目的SiC砂紙對TC4合金和C/C復合材料塊體打磨,而后將打磨后的試樣用丙酮超聲清洗10 min。采用C/C復合材料、釬料、TC4合金自上而下的試樣裝配方式,并在C/C復合材料上放置一塊石墨以防止滑動,而后將其放在釬焊爐中。當爐腔中殘余氣體壓強小于1×10Pa時,啟動加熱程序。首先將釬焊爐以20 ℃/min的加熱速率升溫到760 ℃,為了保證爐腔內溫度的一致,在760 ℃保溫10 min,而后以10 ℃/min加熱到釬焊溫度,保溫10 min。為了避免冷速過大引起的應力過大及組織偏析等問題,釬焊爐的冷卻速率設置為5 ℃/min,當爐腔溫度低于200 ℃后開爐門取出試樣。
采用掃描電子顯微鏡(Zeiss,MERLIN Compact)觀察接頭微觀組織形貌,利用其配備的EDS確定物相組成。為了確定釬焊接頭之中的細小相,利用透射電子顯微鏡對其進行組織分析。釬焊接頭力學性能采用接頭的抗剪測試評判,所用儀器為Instron Model 5967萬能試驗機。為了避免加載速率對接頭強度的影響,設置壓頭位移速率為 0.5 mm/min。每組工藝參數取5個接頭進行測試,取平均值表征該工藝參數下的剪切強度。
2 試驗結果及討論
2.1 釬焊溫度對C/C/AgCuTi+Cf/TC4接頭組織的影響
圖4為不同釬焊溫度(860、880、900、920 ℃),保溫10 min,采用AgCuTi+0.3%C釬料釬焊的C/C復合材料與TC4接頭界面組織形貌。可以看出,隨著釬焊溫度的增加,接頭組織發生了較大的變化,甚至在釬焊溫度為920 ℃時,在C/C復合材料側的反應層出現了可見的裂紋。表2為圖4中各點的化學成分及相組成分析。在之前的研究工作中,已經對接頭組成相進行了細致的分析,所以本研究將不再對此進行深入的討論。TC4側存在著2個化合物層,層I為α-Ti與β-Ti組成的擴散層,層II為Ti-Cu化合物組成的反應層。釬縫中心主要由碳纖維(點A)、Ag(s,s)(點B)、Ti-Cu(點C、E、G)、Cu(s,s)(點D、F)組成。C/C復合材料側存在著TiCu與TiC反應層。
隨著釬焊溫度的增加,可以觀察到TC4側擴散層與Ti-Cu反應層的增厚。當釬料熔化之后,TC4中Ti原子將會溶解到液態釬料中,這是一個熵增的自發過程。釬料中的Cu原子通過晶界與相界面擴散到TC4內部,這就促使了擴散層的形成。由于Ti的溶解實質是固相到液相之中的,而Cu原子的擴散是相反的方向,這必將使得TC4側Cu元素的集聚,其將與附近的Ti元素結合形成Ti-Cu反應層。當溫度增加時,溶解與擴散過程加劇,擴散層與反應層出現了增厚的現象。
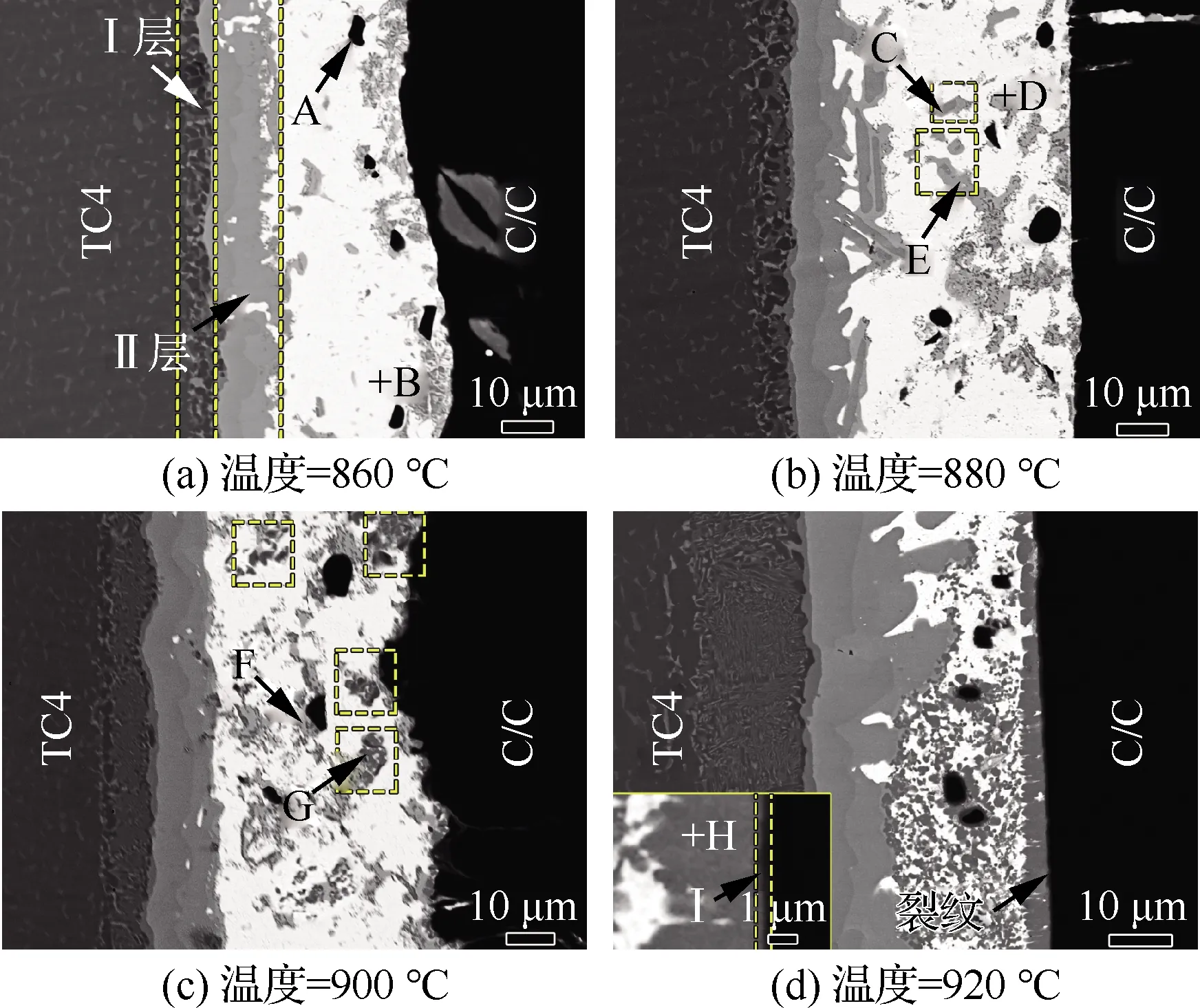
圖4 不同釬焊溫度下C/C/AgCuTi+Cf/TC4 接頭形貌(保溫10 min)Fig.4 Microstructure of C/C/AgCuTi+Cf/TC4 joints at different brazing temperatures (holding for 10 min)
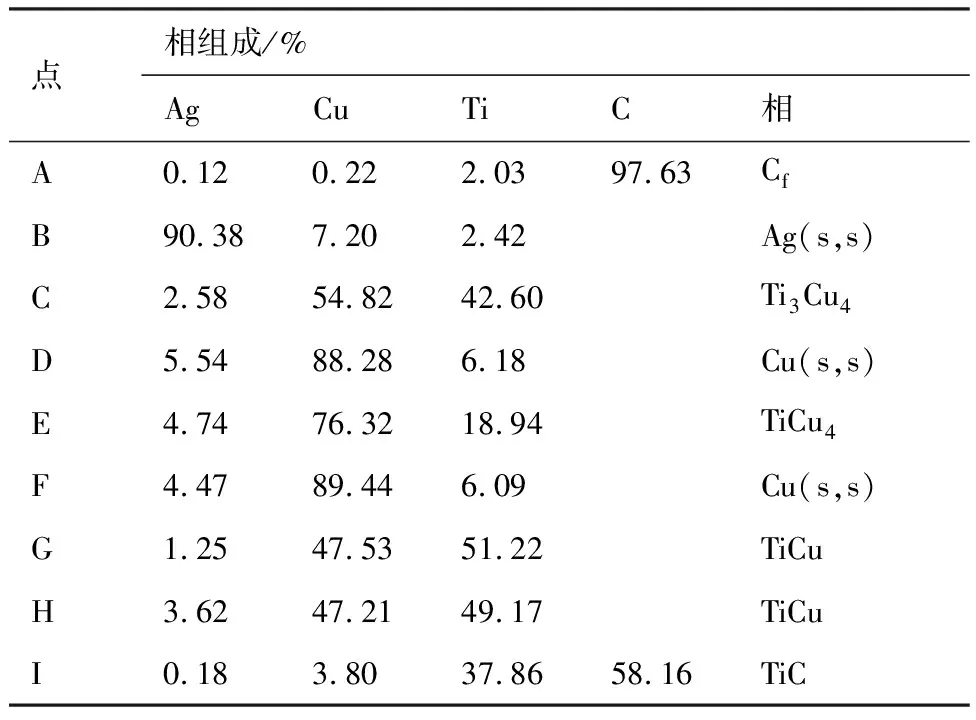
表2 圖4 中各點化學成分及相組成分析
此外,可以注意到,當釬焊溫度較低時(860 ℃),釬縫中心主要由Ag(s,s)、Cu(s,s)組成。在Cu(s,s)相界處存在彌散細小的Ti-Cu化合物,這是由于在較高溫度下Ti元素在Cu元素中具有較大的溶解度,當溫度降低時,Ti元素的溶解度急劇降低,以Ti-Cu化合物的形式從Cu(s,s)中析出。當釬焊溫度增高時(880 ℃),釬縫中心出現了塊狀的TiCu+TiCu結構。當釬焊溫度進一步增高時(900 ℃),釬縫中心出現較多的TiCu相,甚至當釬焊溫度為920 ℃時,釬縫中心彌散分布著大量的TiCu化合物,Cu(s,s)消失不見。可見隨著釬焊溫度的增加,釬縫中心Ti-Cu化合物(矩形區域)增多,Cu(s,s)減少。文獻[25]表明,隨著釬焊溫度的增加,液態釬料中的Ti元素活度是增加的。元素活度可以表示成組分濃度與活度系數乘積的形式,即
=×
(1)
所以當體系中溫度升高時,在元素的組分濃度基本不變的情況下,Ti元素的活度系數是增加的。另一方面,當釬焊溫度升高時,TC4側溶解出的Ti元素的量增加,這有可能會增加釬縫中心Ti元素的組分濃度,關鍵在于其能否擴散到釬縫中心區域參與物相組成,這就需要對Ti元素的擴散行為進行分析。對Ti元素在Ag-Cu液相中的擴散進行計算,取釬縫寬度最大100 μm,Ti元素在Ag-Cu溶液中的擴散系數為5×10m·s,計算出Ti元素在TC4側擴散到C/C復合材料側的時間為

(2)
可以得出,Ti元素從TC4側擴散到C/C復合材料側的時間僅需要2 s,這相對于10 min的保溫時間來說是極短的,在不考慮元素之間的相互作用時,TC4溶解出的Ti元素并不會局限于TC4側,而是可以參與釬縫中心區域化合物甚至C/C復合材料側反應層的形成。所以,當溫度升高時,不僅Ti元素的活性系數增加,而且液態釬料中Ti元素的組分濃度也會增加,這就使得釬縫中心區域Ti元素的活度隨著溫度的增加大大增加。根據文獻[27],Ti元素與Cu元素之間無限稀釋的混合焓為-10 kJ/mol,這表明二者有著較強的金屬間化合物形成趨勢。所以當溫度增加,Ti元素活度增加,釬縫中心Ti-Cu化合物的生成量必然是增加的,而釬縫中未參與上述反應的殘余Cu原子的量減少,由此冷卻析出的Cu(s,s)減少,甚至在釬焊溫度920 ℃時已經難以在接頭界面中觀察到Cu(s,s)。
當釬料熔化后,由于濃度梯度的存在,不可避免地將發生釬料中的Ti元素向C/C復合材料和碳纖維處的擴散。根據文獻[27],Ti元素與C元素無限稀釋的混合焓為-109 kJ/mol,這表明二者有極強的化合物形成能力,通過二者反應的吉布斯自由能Δ°與溫度的關系,可以判定該反應能否自發進行,即
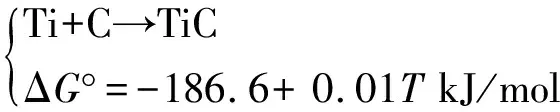
(3)
在本試驗條件(1 193.15K)下:
Δ°=-186.6+0.01×1 193.15 kJ/mol=
-174.67 kJ/mol<0 kJ/mol
經過計算,該反應在本試驗條件下吉布斯自由能為負,表明可以發生。文獻[29]計算了在 Ti 熔體中 TiC 相形成所需的最低C元素濃度,結果表明,在 1 000 ℃條件下,Ti熔體中C元素濃度達到 0.5% 即可生成 TiC,這說明TiC反應層很容易形成。一旦TiC反應層形成,將會存在TiC與液態釬料之間的界面。事實上,元素擴散的本質驅動力為化學勢梯度。根據文獻[30],Ti元素在固相TiC中的活度很低,這就表明在TiC反應層中Ti元素的化學勢相較于液態釬料的Ti元素化學勢要低的多。為了實現界面之間的化學平衡,這將使液態釬料中的Ti元素擴散到TiC中且TiC中的C元素溶解到液態釬料中。根據文獻[31-32], C元素在TiC中具有較低的擴散激活能,其在TiC中的擴散系數相較與Ti元素在TiC中的擴散系數多了4個數量級之多,所以TiC中C元素的溶解將是實現界面化學勢平衡的主要過程,當TiC中的C原子溶解而形成碳缺位TiC之后,C/C復合材料側的C元素將擴散到其中,故TiC的生長將主要是C元素在TiC中的快速擴散促使的。隨著溫度的增加,液態釬料中Ti元素的活度增加,液態釬料中Ti元素的化學勢增大,這將使得更多Ti元素擴散到碳纖維處以及C/C復合材料處。另一方面,隨著溫度的增加,根據阿侖尼烏斯方程,擴散系數呈指數增長,Ti元素以及C元素的擴散速率明顯增加,這就使得TiC反應層隨溫度的提高明顯變厚。此外,由于碳纖維以及C/C復合材料外積聚了大量的Ti原子,其來不及與擴散出的C原子反應,以TiCu的形式在TiC外層析出。
此外,隨著溫度的提高,釬料的主體元素Ag有逐漸減少的趨勢,甚至當溫度達到920 ℃時,釬縫中心的Ti-Cu化合物基本分布在整個釬縫中,這可以用化學勢的變化來理解這一問題,當釬料中的相平衡時:
(Ti-Cu)=(Ag)
(4)
(Ti-Cu)=(Ag)
(5)
(Ti-Cu)=(Ag)
(6)
(Ti-Cu)=(Ag)
(7)
從圖4可以看出隨著釬焊溫度的增加,釬縫中的Ti-Cu化合物生成量增加,這將使得體系的化學勢發生改變,為了實現相與相之間的平衡,這將驅使Ag相的排出,所以Ag相減少的內在原因也可以歸結為Ti-Cu的過量生長。實際上,由于Ti與Ag之間的無限稀釋混合焓大于零,Ti元素對Ag元素存在著一定的排斥作用,當Ti的活性增強時,其將推斥Ag的液相流出,加之在較高的溫度下,Ag相具有較好的流動性,這將是Ag相減少的外在原因。這一點可以由釬縫在較高溫度下變窄證明,這就導致了隨著釬焊溫度的增加,釬縫界面中Ti-Cu化合物逐漸變為主要相,而Ag相逐漸變少。
2.2 釬焊溫度對C/C/AgCuTi+Cf/TC4接頭力學性能的影響
圖5為不同釬焊溫度(860、880、900、920 ℃),保溫10 min,采用AgCuTi+0.3%C釬焊的C/C復合材料及TC4接頭抗剪強度。可以看出,隨著溫度的提高,接頭的抗剪強度先增加后降低,在釬焊溫度為900 ℃時得到最大接頭強度28.5 MPa。接頭強度本質是接頭界面微觀組織的宏觀體現。當釬焊溫度較低時,釬料中的Ti元素的活性較低,這表明其向C/C復合材料側擴散的驅動力不足,而且C元素在TiC中擴散的速率較低,這就使得TiC的生長速率很緩慢,在相對短的保溫時間下(10 min)很難獲得較厚的反應層,這一點在圖4中也有體現。在C/C復合材料的釬焊報道中,TiC是連接母材的重要化合物層,其決定著釬焊接頭的質量。較薄的反應層很難承載一個較大的載荷,所以在860 ℃得到的接頭強度很低。當溫度進一步升高時,由于TiC反應層的增厚,這就使得其能承載的載荷提高,接頭強度提高。然而當釬焊溫度進一步提高時(920 ℃),反應層的增厚卻沒有使接頭強度進一步提高。
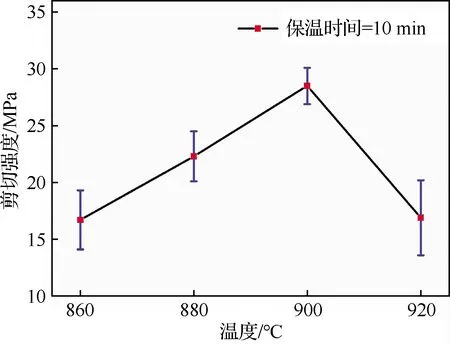
圖5 不同釬焊溫度下C/C/AgCuTi+Cf/TC4接頭抗剪強度(保溫10 min)Fig.5 Shear strength of C/C/AgCuTi+Cf/TC4 joints at different brzaing temperatures (holding for 10 min)
當釬焊C/C復合材料與TC4合金時,由于二者的物理性質差異造成在接頭處形成較大的應力,在不考慮接頭處塑性變形的情況下,可以粗略估計其值為
(8)
式中:為釬焊接頭的殘余應力;與分別為C/C復合材料與TC4合金的熱膨脹系數;與分別為C/C復合材料與TC4合金的彈性模量;Δ為釬焊溫度與室溫之間的溫度差。
由于C/C復合材料較金屬難以變形,所以應力將在近釬縫側的C/C復合材料與其臨近的反應層處累積。可以看出,當釬焊溫度較高時,接頭的殘余應力不斷增加。而殘余應力的集聚將與外加載荷疊加,這將使得接頭強度降低。文獻也表明,一個過厚的反應層將使得此處的殘余應力增加,殘余應力更難釋放。此外,反應層的過厚也將使得其實際強度降低,這是因為反應層通常是脆硬的金屬間化合物相,其協調變形的能力很弱,而且隨著反應層厚度的增加,其固有裂紋出現的概率有所增大。而此時接頭的塑性變形能力就變得十分重要了,如果接頭塑性較好,積聚在C/C復合材料側的應力就會發生重新調配,那么母材側的應變能將降低,接頭抵抗外加載荷斷裂的能力便會提高。根據文獻[38-39],Ti-Cu的模量很高,屈服強度大,而Ag的屈服強度低,利于殘余應力的緩解。然而由于較高溫度下釬縫中心生成較多的脆性Ti-Cu金屬間化合物相,以及其促使富Ag相的排出,這就使得接頭的塑性變形能力降低,應力調配能力降低,接頭處殘余的應力難以釋放,導致接頭強度急劇降低。Hosseini和Danesh也提出Ti-Cu化合物的本質硬脆,其將極大地降低接頭強度。在圖4(d)中C/C復合材料處出現的裂紋也能證明接頭處殘余應力的增加。
圖6為不同釬焊溫度下接頭的斷口形貌,當釬焊溫度較低時,接頭主要斷在C/C復合材料的碳纖維與TiC上。值得說明的是,在C/C復合材料中,水平釬焊方向的碳纖維抗層間撕裂能力較低,加之釬料可能的滲入,這使得此處發生斷裂的情況難以避免,在C/C復合材料的釬焊報道中也出現了類似的問題。當釬焊溫度達到900 ℃時,由于TiC反應層的增強,此時可以看到C/C復合材料的碳基體被撕裂,證明了接頭強度的提高。當溫度繼續升高,由于接頭殘余應力增加,釬縫中心的塑性變形能力降低,最終在TiC+TiCu反應層處斷裂,接頭強度再次降低。
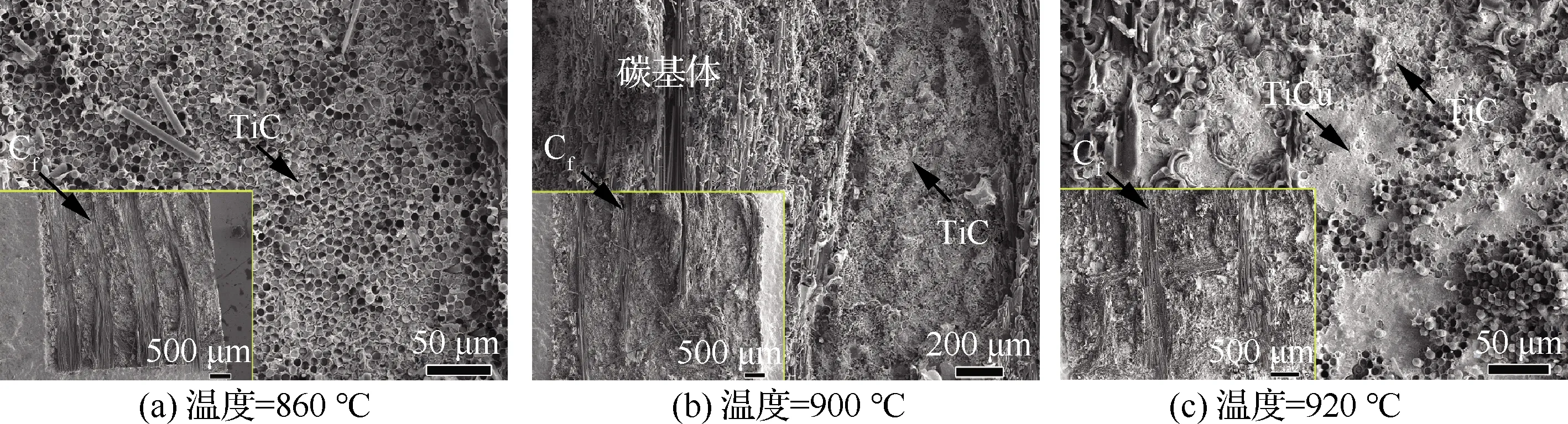
圖6 不同釬焊溫度下接頭斷口形貌Fig.6 Fracture morphology of joints at different brazing temperatures
2.3 C/C/AgCuTi+Cf/TC4接頭形成過程
通過研究釬焊溫度對C/C/AgCuTi+C/TC4接頭的影響,歸納分析了接頭形成過程,并闡明碳纖維在接頭形成各個階段中的作用。圖7為C/C/AgCuTi+C/TC4接頭形成過程示意圖,將接頭形成分為4個過程階段,具體分析如下:
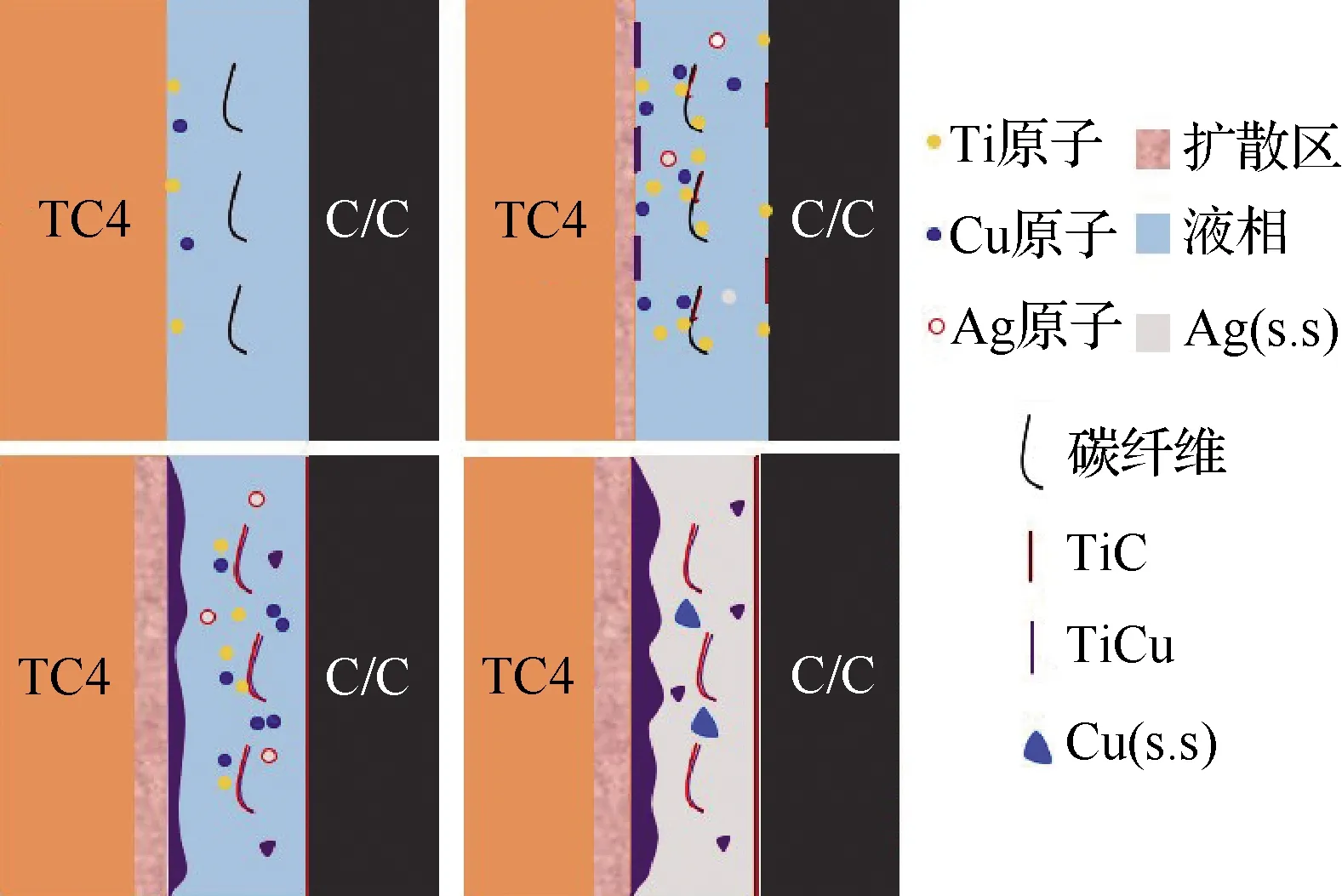
圖7 C/C/AgCuTi+Cf/TC4接頭形成過程示意圖Fig.7 Schematic of C/C/AgCuTi+Cf/TC4 joint forming process
1) 釬料熔化,TC4開始溶解
當加熱溫度達到780 ℃時,釬料晶體內部原子的振幅均方根超過臨界值,釬料開始熔化。此時TC4合金將自發地向釬料中溶解,同時釬料中原子也開始向TC4中擴散,二者發生原子交換行為。此時碳纖維由于熔點高,未發生熔化,其對元素的擴散有一定的阻礙作用。
2) 元素富集,反應層形成
TC4中擴散出的Ti元素富集在TC4側,由于Ti與Cu之間的相互作用,此時釬料中的Cu元素也不斷向TC4側富集,在某一微區,存在著結構起伏、濃度起伏、能量起伏達到形核條件,部分反應層初步形成。此時Cu原子也將向TC4內部擴散更遠的位置。但是,由于碳纖維對原子擴散的阻礙作用,實際會導致較多的Cu原子滯留在釬縫中心,作為Cu(s,s)的形成基礎。在C/C復合材料側以及釬料中的碳纖維上,由于Ti與C之間的相互作用,使得Ti元素不斷被其吸附。當某一時刻,Ti元素的濃度可以促使化學反應的發生,此時在碳材料表面也將形成部分的反應層。由于碳纖維與液態釬料之間也存在著化學勢不平衡,所以此時Ti元素到達C/C復合材料處的量是減少的,這將降低C/C復合材料母材側的反應層厚度。

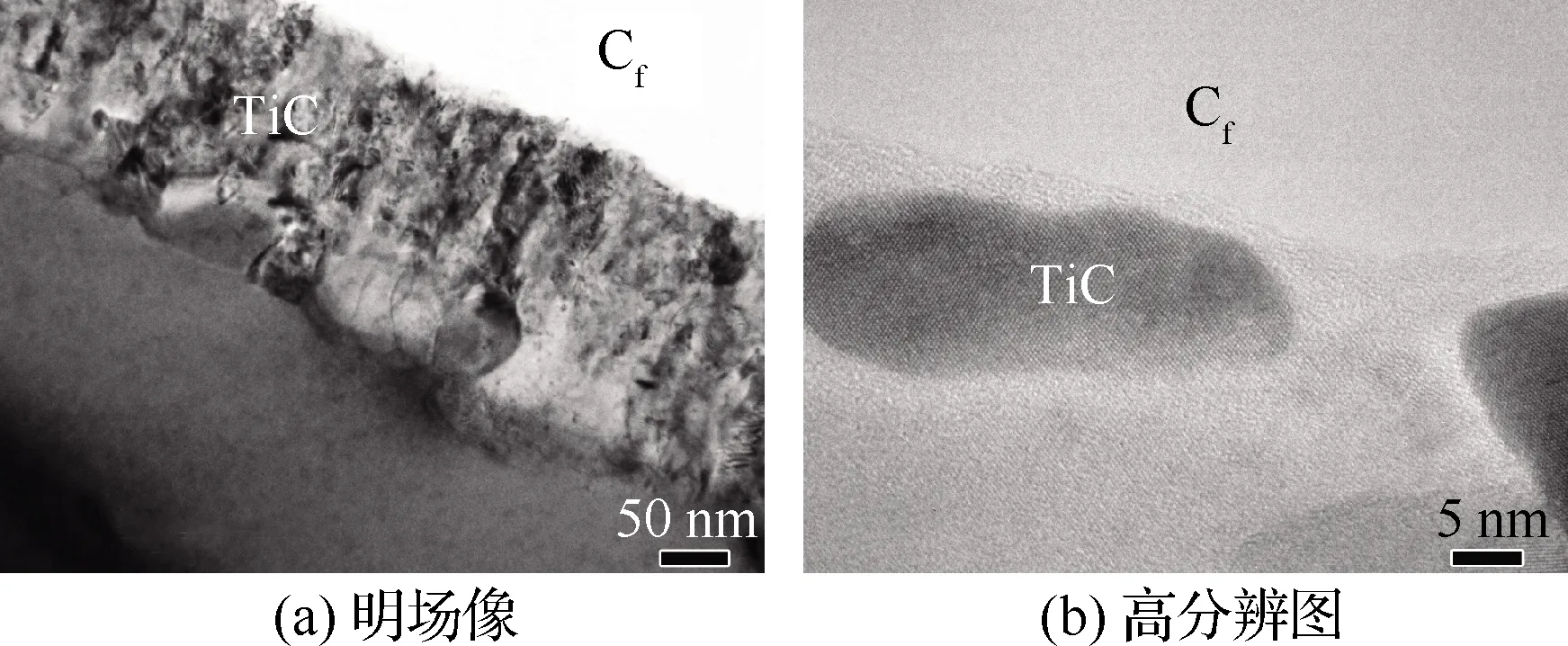
圖8 碳纖維處TEM分析Fig.8 TEM analysis of carbon fiber in brazing seam
事實上,關于增強相處化合物的形核與長大方式有固相反應的擴散機制,液相反應的溶解-析出機制,但是在本試驗參數下,AgCuTi釬料為液相,碳纖維是不熔化的,這是典型的固液反應。在這個過程中,碳纖維與其吸附的 Ti元素 直接發生原位反應生成TiC,其將以碳纖維為基底形核長大。其長大機制與C/C復合材料側的TiC生長機制相同,均是主要依賴C元素在TiC中快速擴散完成的。
3) 等溫析出,液相推移
當溫度達到釬焊溫度時,進入保溫階段。由于在較高的溫度下,原子活性及擴散距離增大,此時TC4側積聚了大量的Cu原子,其與TC4擴散的Ti原子相結合形成Ti-Cu金屬間化合物,化合物不斷長大最終聚集成完整的反應層。在保溫階段原子的不斷擴散為Ti-Cu生長提供基礎,此時液相不斷向C/C側推移。與之同時,碳纖維處也聚集了較多的Ti原子,這使得釬焊界面中其他區域Ti活度下降,因而改變了AgCuTi釬料的反應路徑,使得釬縫中心區域Ti-Cu化合物形成被抑制。在碳纖維外側吸附的Ti原子剩余,其將與臨近的Cu原子結合,液相中固相纖維為其提供形核質點,降低其形核勢壘,其將傾向于依附在碳纖維外圍長大。另外由于碳纖維與母材的競爭反應,以及對元素擴散的阻礙作用,也抑制了C/C復合材料側含Ti反應層的生長。
關于碳纖維在此過程中是否被TC4側生長的Ti-Cu層吞沒,現對其進行探討:Stefanescu等指出當熔體固/液界面的凝固速度大于固/液界面凝固的臨界速度時,液相前沿的固相雜質將被吞沒。根據Ti-Cu二元相圖,此時Ti-Cu反應層前沿的化合物熔點均接近900 ℃,在本試驗溫度下顯然其提供的冷卻速率不至于很大,所以
<
(9)
碳纖維將隨固/液界面的推進而被推斥,這個過程中沒有碳纖維被吞沒,這點在圖4中也可以看出。
4) 接頭形成
隨著釬焊接頭的冷卻,剩余的Ti-Cu化合物、Cu(s,s)、Ag(s,s)等不斷析出,由于這些相后與碳纖維等析出,碳纖維將阻礙其長大,所以難以長成大塊狀組織,接頭為彌散細小的相組成。當溫度進一步降低,固溶體中雜質原子的固溶度大大下降,在此基體中將析出更為細小的化合物形態,接頭形成。碳纖維在液相凝固中充當了重要的角色,其可以起到彌散強化、orowan強化、位錯強化等作用。甚至,在碳纖維周圍存在著應變儲存區,這也將使得其周圍的晶粒細化,這就起到了細晶強化的作用。最終釬焊接頭形成了復合增強的釬縫界面。在此過程中,由于碳纖維限制了釬縫基體的變形,緩解了接頭處的應力集中,其將C/C復合材料處應力轉移到釬縫中心區域,降低了接頭的應力峰值。綜上,碳纖維不僅起到了組織調控作用,也起到了應力調控作用,這對接頭質量的提升有很大的意義。
3 結 論
選用AgCuTi+C釬料實現了C/C復合材料與TC4合金的可靠釬焊連接。通過研究釬焊溫度對接頭微觀組織以及力學性能的影響,歸納了接頭形成過程,闡明了碳纖維在接頭組織演化中的作用機制,其中主要結論包括:
1) 隨著釬焊溫度的增加,由于釬料中Ti元素活度的增加、原子之間的擴散速率增加使得C/C/AgCuTi+C/TC4接頭中TC4側擴散層及反應層、C/C復合材料側的反應層增厚,釬縫中心的Ti-Cu化合物增加,Ag(s,s)、Cu(s,s)減少。
2) 隨著釬焊溫度的升高,釬焊接頭的抗剪強度先增加后減少,在釬焊溫度900 ℃時,達到最大接頭強度28.5 MPa。當釬焊溫度較低時,由于釬料與C/C復合材料反應不足造成釬焊接頭質量不高。當釬焊溫度較高時,由于過厚的反應層生成,接頭殘余應力增加造成接頭強度下降。
3) C/C/AgCuTi+C/TC4釬焊接頭形成可以分為:釬料熔化,TC4開始溶解;元素富集,反應層形成;等溫析出,液相推移;接頭形成4個過程。碳纖維在接頭形成中起到了組織調控與應力調控作用,這使釬焊接頭質量得到提升。
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
