貫穿線束壓接設備設計
2022-07-10 08:00:38姚旭紅袁嫣紅
輕工機械 2022年3期
姚旭紅,袁嫣紅
(浙江理工大學 機械與自動控制學院, 浙江 杭州 310018)
汽車線束是電子信息行業應用需求最大、安裝最為便捷的產品之一,具有“汽車神經”之稱[1]。從傳統的汽車到如今的智能汽車、新能源汽車,汽車的電氣化程度也越來越高,對線束的需求量也越來越大,適用于RAST型連接器的常規線束壓接設備有德國Lumberg連接器公司研制的HA35e壓接設備、國內鴻儒連接器有限公司研制的MT700X壓接設備等,但是市面上缺乏用于貫穿線束加工的自動化壓接設備,線束企業仍然采用手工壓接設備,壓接效率與精度無法滿足高質量貫穿線束產品需求。貫穿線束設計相比常規線束分段設計,具有降低線束電壓降,減少不可靠連接點,節約電路空間與物料等優勢[2]。因此研發具有高產能、高質量的貫穿線束自動化壓接設備,對提高企業的線束產品市場競爭力具有重要意義。
1 連接器連接原理與手工壓接流程
RAST連接器主要基于一種將電導體連接到接觸元件的絕緣位移技術(insulation displacement termination,IDT)[3],電導體插入RAST連接器接觸元件的過程如圖1所示。連接器中電導體插入接觸元件完成后,連接器上部整體下壓,電導體通過接觸元件刺破電導體外部的絕緣體,接觸元件與電導體接觸完成壓接。
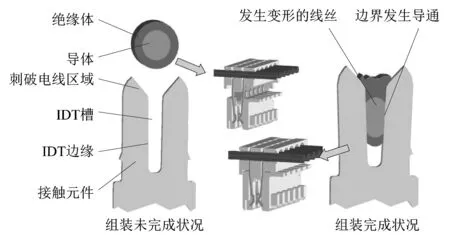
圖1 RAST連接器壓接組裝原理Figure 1 Assembly principle of RAST connector crimp
課題組設計的壓接設備主要適用于刺破式連接器貫穿線壓接,刺破式連接器簡稱連接器,通過料帶相互連接,刺破式連接器料條如圖2所示。
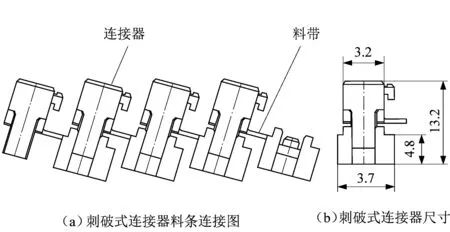
圖2 刺破式連接器料條Figure 2 Piercing connector strip
目前,線束加工企業普遍采用手工壓接機配合模具完成貫穿線束的生產。手工壓接流程如圖3所示。首先,需要把連接器從連接器料條上分離出來,手工扭轉連接器時作用力于連接料帶的末端,使其連接處斷裂、分離;然后,通過工具去除連接器上殘余連接料帶;將處理完成的連接器放置在用于線束定位的工裝模具中,依據線束產品的插線需求,手工將電線依次插入連接器中對應的線孔內;最后,在核對插線無誤后,通過壓接機帶動壓接刀片插入連接器內部壓迫連接器內部端子刺破電線,完成連接器與電線的連接。
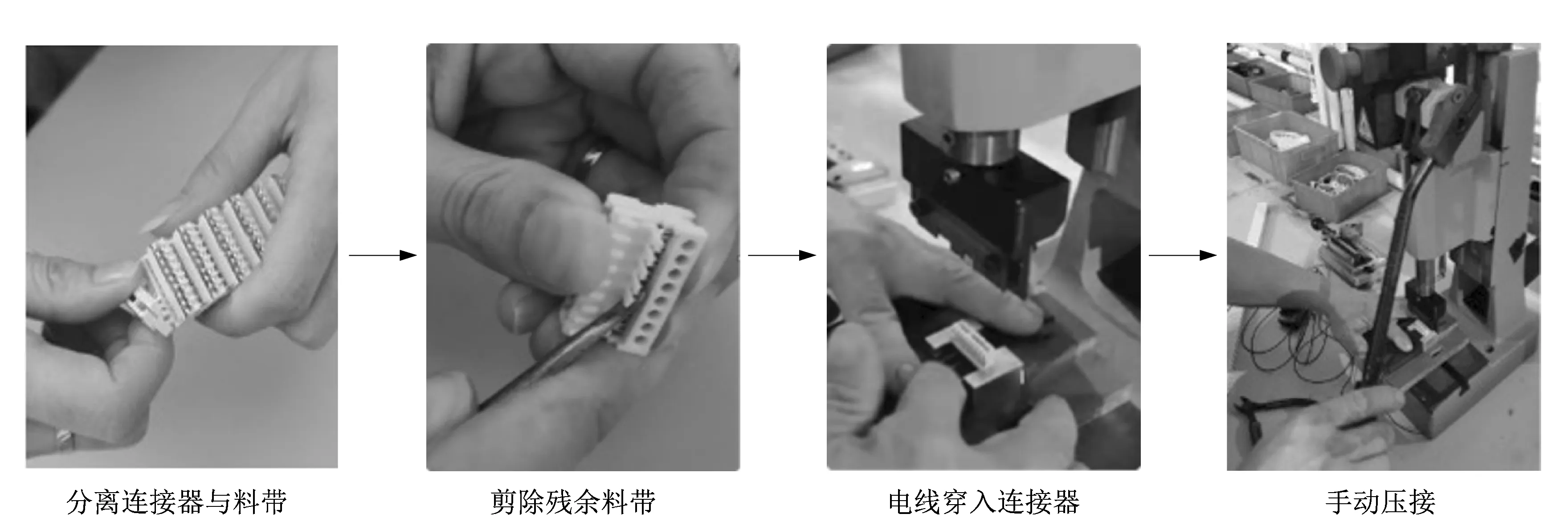
圖3 手動壓接線束生產流程Figure 3 Manual crimping wiring harness production process
2 連接器壓接機總體結構設計
課題組通過機構設計實現連接器料條輸送、連接器連接料帶的切除和貫穿線束壓接環節的自動化。由于機構模塊的運動動作相對固定,所以采用氣缸作為機構的動力源。設計自動化貫穿線束的壓接流程如圖4所示。
1) 連接器料條輸送模塊由缺料檢測模塊與物料輸送模塊組成。缺料檢測模塊配合控制系統保證設備作業的連續性,當設備中的連接器不足以保證設備繼續加工時,提示操作人員補充物料;物料輸送模塊是將放置在料槽中的連接器料條通過推料氣缸帶動棘爪推動連接器料條向前移動。
2) 連接料帶切除模塊由連接器的分離、料帶的切除與料帶的回收模塊組成。氣缸帶動刀片移動切斷連接器之間的料帶,完成連接器的分離;連接器從料帶切斷工位移送至壓接工位過程中,通過軌道側面安裝的切刀將殘留在連接器上的料帶切除;最后,真空發生器產生高速流動氣體將連接料帶吹入廢料回收桶內。
3) 貫穿線束壓接模塊由插線模具與壓接機構組成。按照線束加工要求將電線插入連接器,設備自動壓接。其中,插線模具有助于提高插線精度,降低手工插線時的阻塞概率。
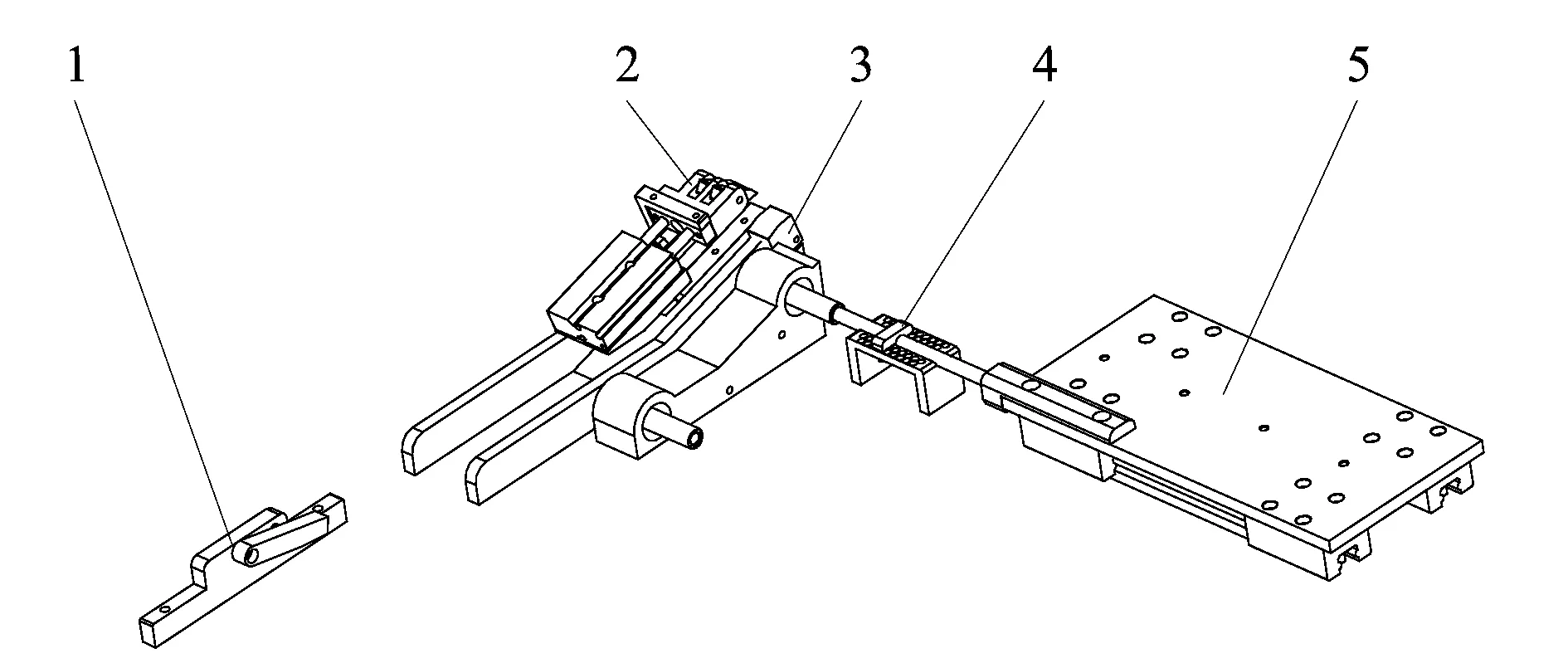
壓接設備采用臺達PLC作為系統控制器,結合傳感器監測信號與觸摸屏指令信號控制設備實現送料、切斷料帶、推料、切除料帶、插線防倒退和壓接等基本動作。設備結構如圖5所示,連接器輸送機構將整條的連接器送入壓接設備中;連接器料帶切斷裝置位于送料機構末端,可以實現首個連接器與料條的分離;連接器殘留料帶切除裝置位于壓接設備后方,廢棄料帶回收裝置位于切除裝置下方,將切除后的殘留料帶快速收集到廢棄料帶到廢料桶中;壓接機構將貫穿電線通過插線模具插入連接器線孔內,完成產品的壓接。
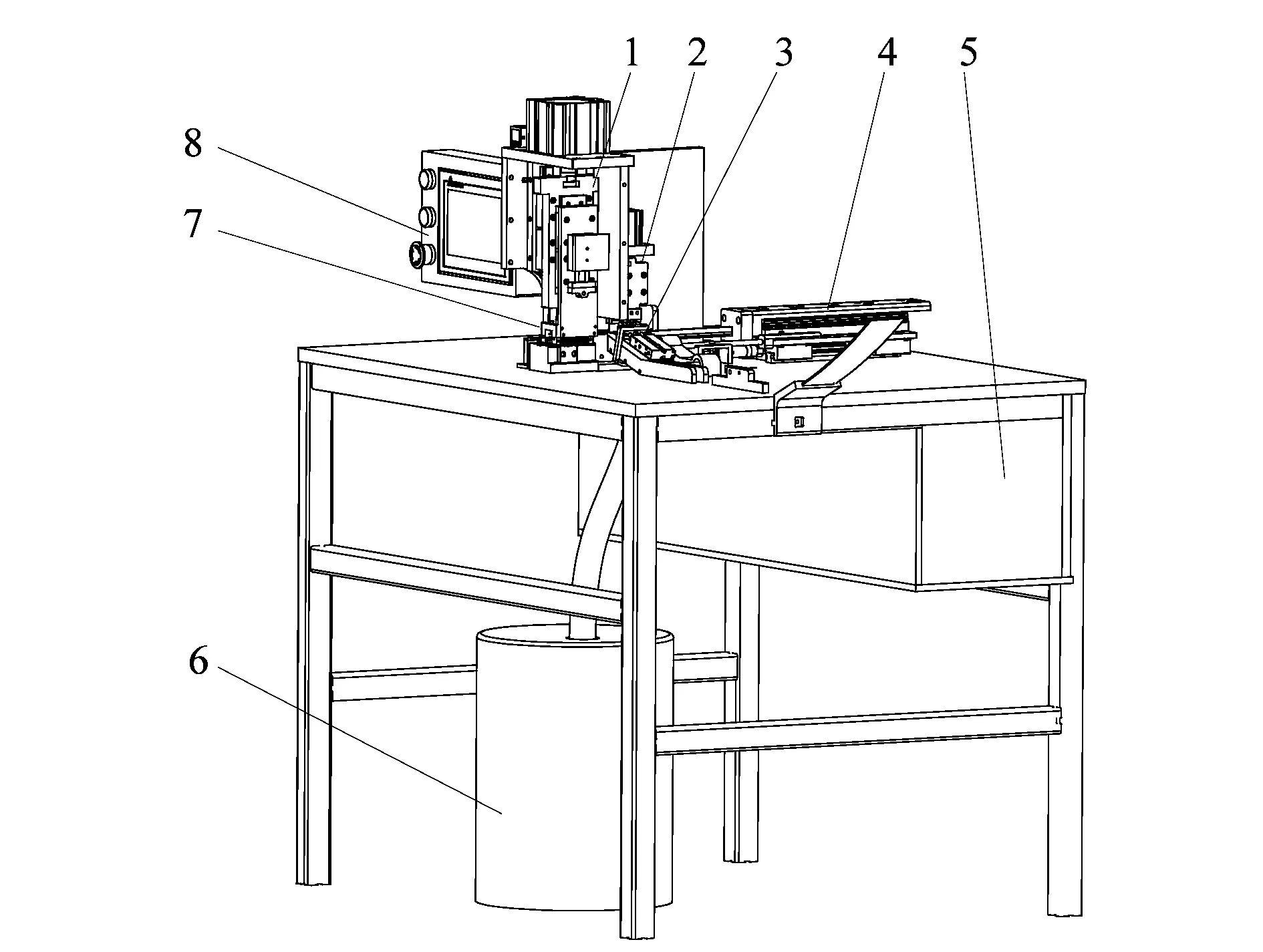
1─連接器壓接模塊;2─連接器分離模塊;3─物料輸送模塊;4─連接料帶切除模塊;5─控制電箱;6─廢料帶收集桶;7─插線機構;8─觸摸屏。圖5 貫穿線束壓接設備結構Figure 5 Structure of through-wire harness crimping equipment
2.1 物料輸送機構
送料機構結構如圖6所示。缺料檢測模塊采用了光纖傳感器檢測料槽中連接器剩余情況,當設備中連接器不足時傳遞缺料信號至控制器。連接器料條的輸送通過物料輸送模塊完成,氣缸推動推料爪做往復的間歇運動,推料爪在推程推動連接器向前移動一個連接器間隔距離,回程推料爪恢復初始的位置狀態等待下次推料指令。料槽由左右擋料板組成,其中右側擋料板固定,左側擋料板固定于帶有直線軸承的基座可以做水平移動,RAST2.5系列的不同線孔數的連接器寬度不同,孔位調節板的設計可以實現對料槽寬度的調整。課題組將料槽右側板與連接料帶切斷平臺相連接,通過一次機構調節實現2個模組的調整,提高了設備調節效率。
1─缺料檢測;2─推料棘爪機構;3─頂料氣缸4─孔位調節板;5─料帶切斷平臺。圖6 物料輸送機構Figure 6 Material handling mechanism
2.2 連接料帶切除機構
自動化切除連接料帶有助于提升設備加工效率,改善線束產品外觀質量;切除料帶的收集功能避免了人工清理廢料作業,有助于保持作業現場的整潔。連接器連接料帶去除機構如圖7所示。連接器料帶的分離:連接器料條輸送到位后,移動刀臺伸出,固定并給料條首個連接器提供支撐,連接器分離刀片向下快速移動切斷連接料帶。為了保證切割刀片動作的水平一致性,實現高精度的直線運動,刀片安裝連接件通過2條線性導軌與機體連接。控制器從氣缸上安裝的磁性開關采集檢測信號,實現對刀片切除動作的控制。連接料帶的切除與收集機構:推料桿推動軌道槽中的連接器向前移動,在軌道右側安裝切除刀片,連接器在軌道中移動過程中連接器外側的料帶被切刀逐個切除,切除后的料帶飛濺到儲料室中,當連接器全部越過刀頭后推料桿與儲料室形成“閉室”,真空發生器產生氣流壓差[ 4 ],高速流動氣體帶動料帶進入料帶回收箱中。
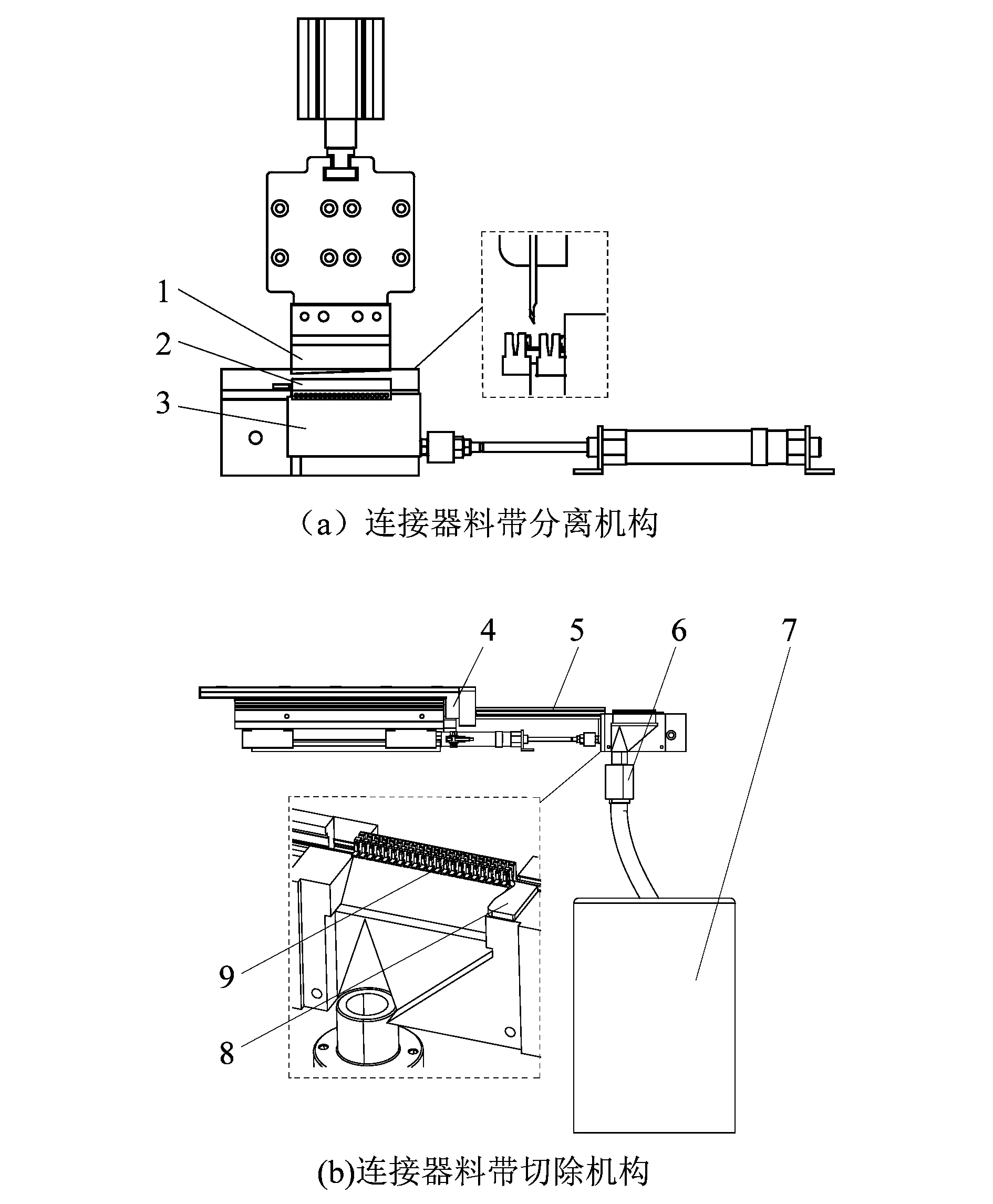
1─分離刀頭;2─攔料刀臺;3─刺破式連接器;4─滑臺氣缸;5─推料桿;6─真空發生器;7─料帶回收桶;8─切料帶刀頭;9─連接器。圖7 連接料帶分離和切除機構Figure 7 Connector strip removal and excision mechanism
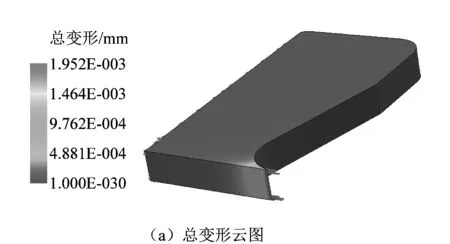
由于用于料帶切除的刀頭需要長期切割料帶,為確保刀頭的可靠性,利用Simulation對刀頭進行有限元靜力學分析。刀頭材料為工具鋼4CrW2si[5],具體參數如表1所示。在有限元分析中,網格劃分的精度決定了結果的精度[6]。刀頭的主要受力區域在刀尖部分,對刀頭進行劃分網格越小,分析結果精度越高,最小網格大小設置為0.15 mm,網格大小以1.5倍的線性關系擴張,自動進行網格的劃分。刀背處施加約束條件,刀頭處施加20 N的力。運行算例,按照已有條件對有限元模型進行求解,得到刀頭的總位移變形云圖和等效應力云圖如圖8所示。圖中可以看出,出現最大變形的地方是刀頭的刀刃處,最大變形為1.95 μm;刀頭的最大應力為74.45 MPa,發生在刀刃外側,小于材料的最大屈服強度185.00 MPa,可以確保刀頭在長期切除料帶的作業過程中的穩定性和安全性。
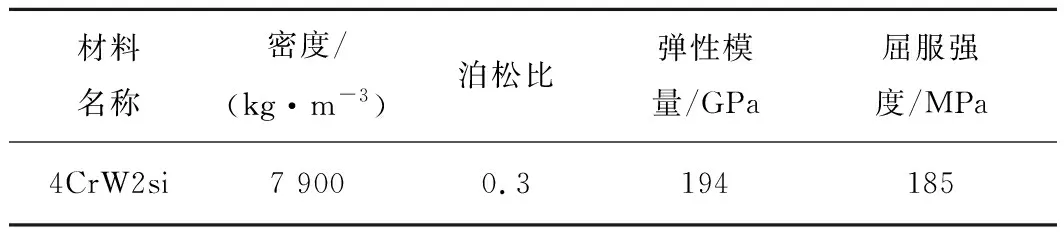
表1 4CrW2si工具鋼性能參數
2.3 連接器壓接機構
連接器切除連接料帶后移動至壓接工位,依據線束產品SOP流程中插線要求,手工將不同色號、不同長度的電線依次插入對應的連接器線孔內,之后壓接模塊進行最后的壓接作業。手工壓接作業,依靠的是人工壓迫壓桿帶動刀片插入連接器,壓迫連接器中端子向下移動的過程中刺破插入在連接器的電線外皮,實現連接器接線端子與電線內部銅絲的連接。此過程無法保證刀片的壓接行程完全一致,很容易由于壓接動作不到位造成不良品的產生。課題組設計的壓接模塊,由氣缸帶動刀片壓接插入電線連接器,刀片安裝于壓接連接板上,通過雙滑塊的線性滑軌與基座相連接,保證了刀片垂直運動的水平一致性,壓接組件如圖9(a)所示。插線機構含有提升模塊用于糾正插錯線孔的電線,當線孔模具被提升時插線單元的插線防倒退齒件失去對電線的逆向阻攔作用,電線可以輕松從連接器線孔中取出,降下線孔模具即可繼續進行連接器的插線作業。為了便于貫穿線束的連接器左右兩側插線作業,設定連接器線孔方向與工人視線垂直,但是這種設定不方便對模具上插線孔位置的觀察。課題組設計磁吸插線指引塊安裝在軌道臺左右兩側,工人不再需要數線孔,只需依據插線指引塊上各孔位的電線顏色插線,即可以更快速地將電線插入連接器線孔內。插線組件如圖9(b)所示。
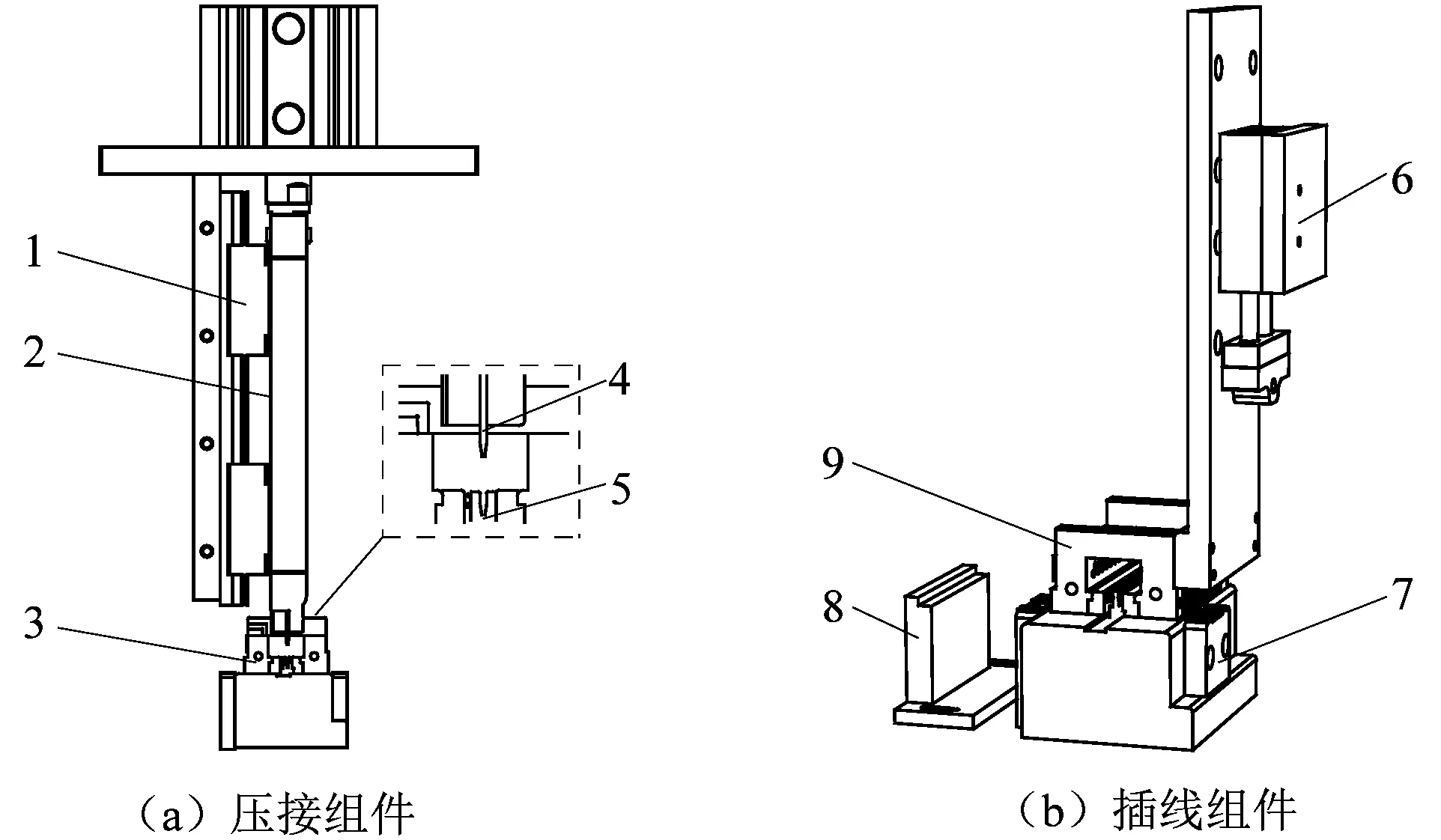
1─線軌模塊;2─壓接連接件;3─插線模組;4─壓接刀頭;5─連接器;6─提升機構;7─插線指引塊;8─貫穿電線限位滑塊;9─插線模具。圖9 壓接與插線組件Figure 9 Assembly of patching and crimping
插線防倒退機構如圖10所示,主要由線孔模具、插線防倒退齒件、單元控制插銷和截止孔位板等零件構成。其中:40片插線防倒退齒件通過連接軸固定在模具的單元槽中;截止孔位板安裝于模具連接放置區的兩側;單元控制插銷按需插入單元槽中控制插線防倒退齒件。插線模具采用對稱式設計,可以兼容貫穿電線、左側非貫穿電線和右側非貫穿電線3種位置的電線插入連接器;模具兩側面具有共40個插線單元,可以滿足隆堡RAST2.5系列不同規格的貫穿連接器,從2孔到20孔皆可使用。此外任一單元插線孔皆具有調節性,簡單調整即可滿足不同線束產品的插線需求。
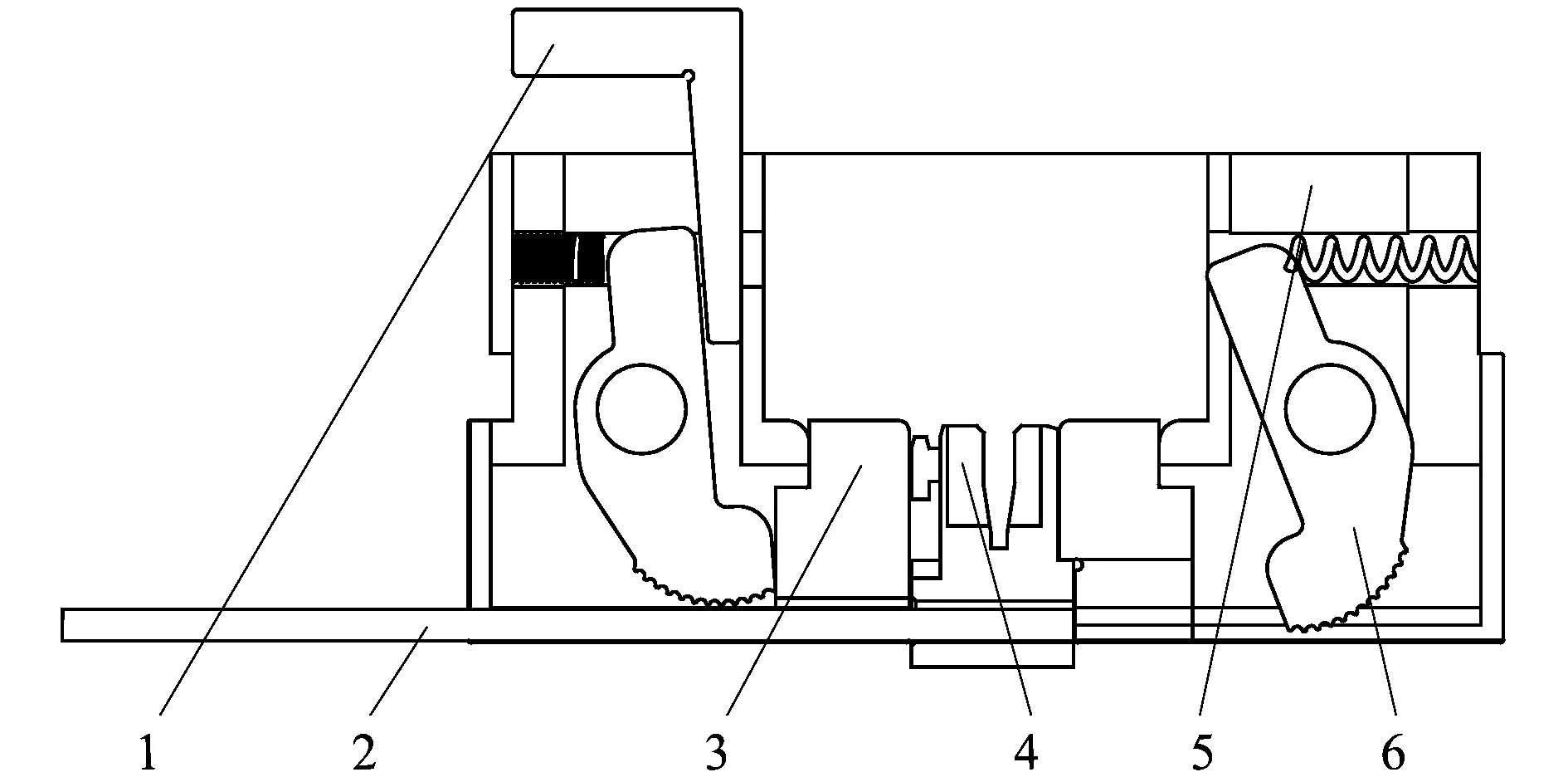
1─單元控制插銷;2─電線;3─截止孔位板;4─連接器;5─線孔模具;6─插線防止倒退齒件。圖10 插線模具Figure 10 Insertion mould
3 控制系統
基于PLC具有良好的抗干擾能力、故障率低和易維護的特點[7],綜合考慮后控制系統選用了臺達DVP48EH00R3型號的PLC。控制系統通過電磁閥控制驅動氣缸,進而實現對物料輸送機構、連接料帶分離機構和壓接機構的控制。磁性開關傳感器安裝在驅動氣缸上,可以檢測每個機構動作的執行情況;連接器料槽中安裝漫反射型光纖傳感器,通過壓料塊對光纖的遮擋情況判斷當前物料狀態;氣壓傳感器用于檢測設備內部氣壓,保證設備在安全氣壓下運行。觸摸屏實現了人機交互,可以完成采集數據、下發控制指令和處理報警信息[8]。控制系統結構框架如圖11所示。
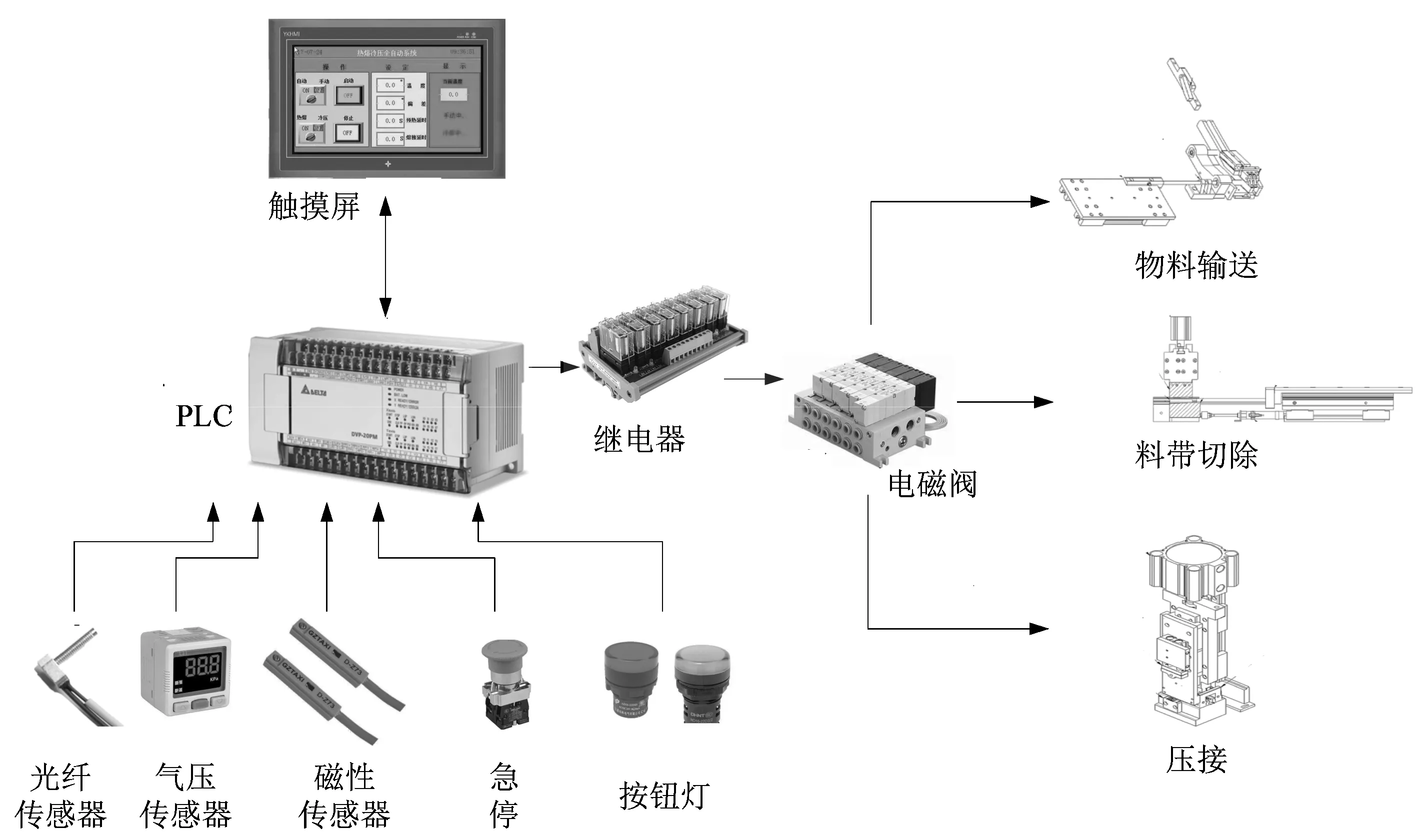
圖11 控制系統結構框架Figure 11 Control system structure frame
壓接設備的控制系統提供了基于觸摸屏的人機交互模塊,將控制、監測和報警等功能集成到觸摸屏中,方便使用和調試。人機交互軟件界面功能如圖12所示。
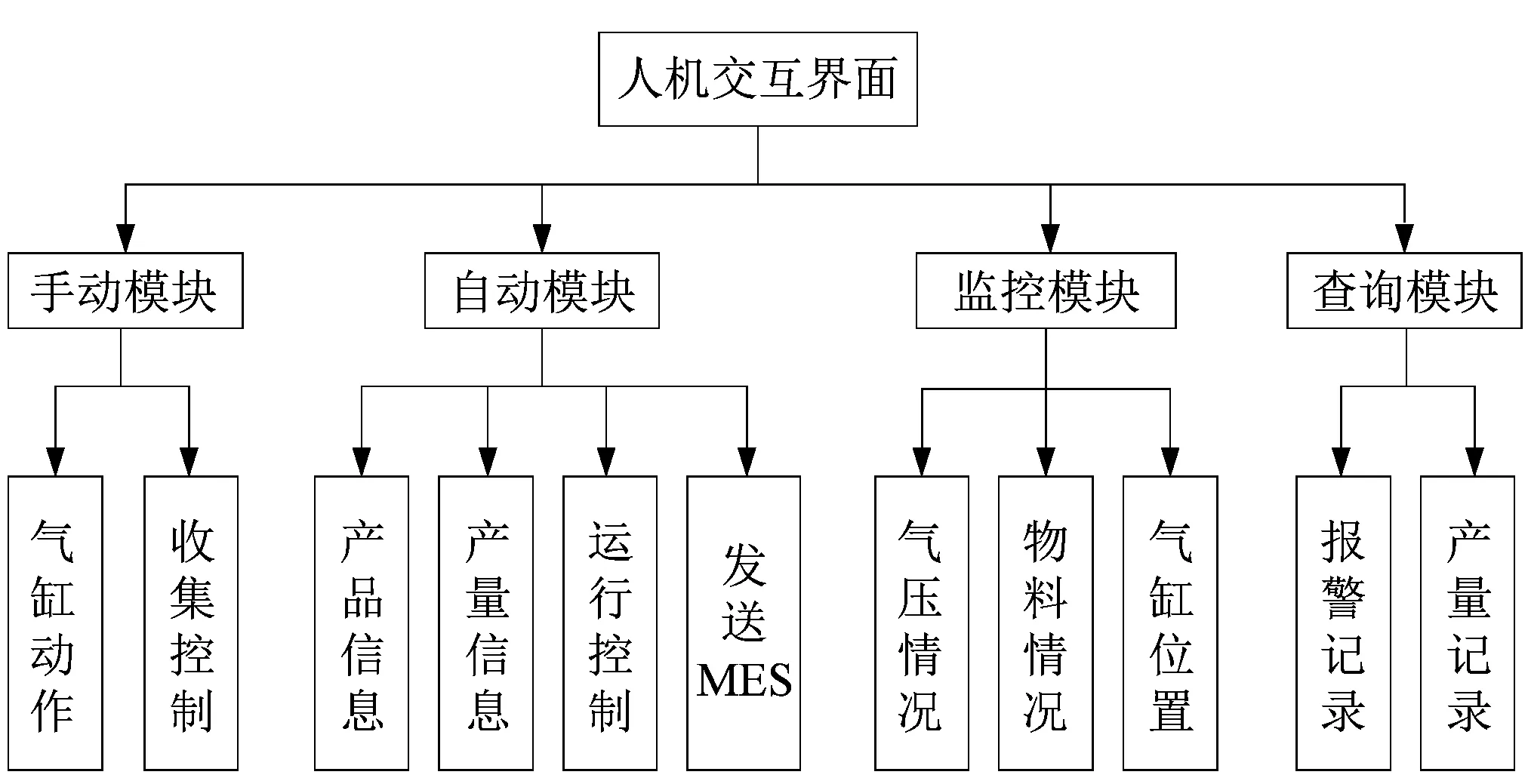
圖12 人機交互功能邏輯圖Figure 12 Human-computer interaction function logic diagram
設備控制主程序工作流程如圖13所示, 運行程序分為自動模式與手動模式,其中自動模式是控制系統主要的運行方式,可以有效提高壓接裝置的運行效率[9]。貫穿線束壓接設備的物料輸送與連接器分離過程如下:自動運行模式下,光纖傳感器進行物料檢測,如果物料不足人機界面發出警報,提示人工補充物料;物料充足后,物料輸送機構推動連接器料條向前移動,分離連接器料條上的第1個連接器,去除連接器上附著的連接料帶,并收集廢棄的料帶,等待人工將電線插入連接器線孔。連接器插線、壓接流程如下:人工按照線束產品SOP要求,依次將貫穿電線與常規電線插入對應的連接器插線孔內,如果出現電線插錯線孔的情況,由于插線防倒退保護機構的存在,無法直接從線孔內抽取出電線,需要通過觸摸屏控制提升防倒退組件,手工取出插錯線孔的電線;人工插線結束后,按按鈕發送完成指令至PLC,壓接模塊自動進行產品的壓接。
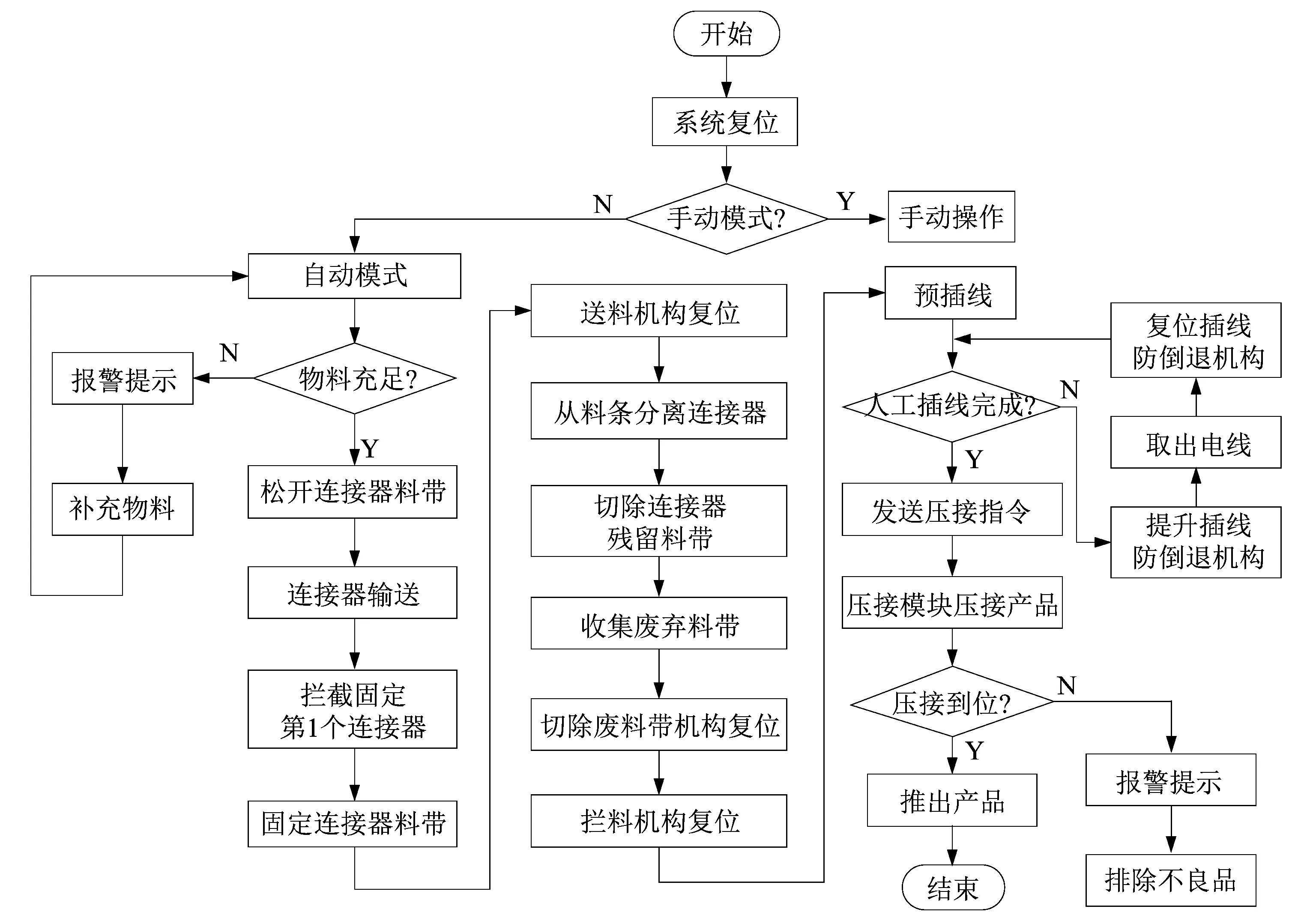
圖13 控制流程圖Figure 13 Control flow chart
4 樣機試制與測試
為了驗證設計的合理性與可靠性,依據設備設計方案,制作完成貫穿線束壓接作業加工的設備并投入生產使用,實驗樣機如圖14所示。
實驗結果表明,貫穿線束自動壓接設備可以滿足貫穿線束產品的壓接功能需求,具備料槽有物料情況下自動輸送物料的功能,并且設備可以自動完成連接器的分離、料帶的平整去除,插線防倒退機構具有良好的調節性,設備可以流暢的完成送料、切料、插線和壓接作業。不同規格的貫穿線束產品在手工插線環節耗時不同,其單個產品的生產用時有所差異,選取了幾款線束產品用于測試,自動壓接作業與手動壓接作業1個小時的加工產量如表2所示。由表2可知自動壓接設備相比傳統的手工壓接設備效率上提升了3倍以上,每臺設備可為企業節省人力3人左右,大幅降低了企業的生產成本。
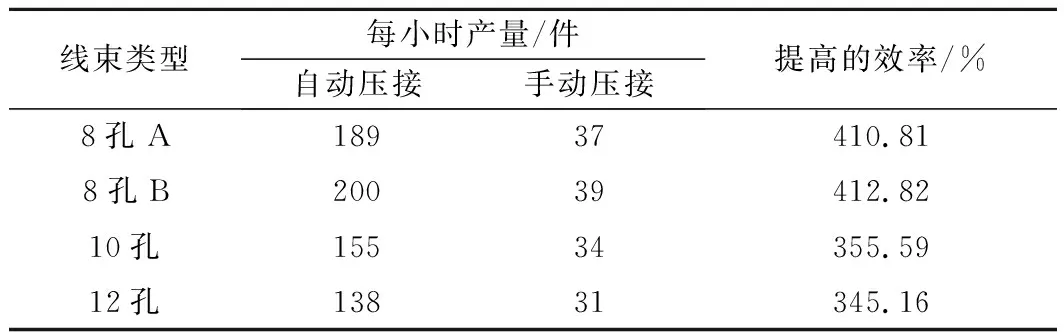
表2 樣機自動壓接與手動設備壓接產品1小時產量對比
5 結語
課題組設計了一種刺破式連接器貫穿線束自動壓接設備,實現了貫穿線束壓接作業的物料輸送、料帶去除、壓接環節的自動化和插線模具的標準化,對部分機構簡單調節即可滿足不同規格線束加工需求。基于PLC進行控制系統設計,提升了設備執行效率、可靠性及信息化程度。制作了樣機進行試產,設備的穩定性得到了驗證,實驗結果表明其效率相比純手工作業提升了3倍以上。課題組的研究成果可為其他連接器的貫穿線束壓接設備的設計提供借鑒;后續可進一步研究電線自動插入連接器線孔,以實現設備貫穿線束的全自動壓接作業,進一步提升加工效率。
