基于ProCAST的澆注工藝對(duì)鑄件質(zhì)量影響的數(shù)值模擬
2022-07-25 03:02:44謝穎
承德石油高等專科學(xué)校學(xué)報(bào) 2022年3期
關(guān)鍵詞:工藝
謝 穎
(河北石油職業(yè)技術(shù)大學(xué) 機(jī)械工程系,河北 承德 067000)
葉輪在航空發(fā)動(dòng)機(jī)、燃?xì)廨啓C(jī)和蒸汽輪機(jī)、汽車、船舶渦輪增壓器等機(jī)械中應(yīng)用普遍,是一種將流動(dòng)工質(zhì)的能量轉(zhuǎn)換為機(jī)械功的旋轉(zhuǎn)式動(dòng)力機(jī)械。葉輪結(jié)構(gòu)特征復(fù)雜,制造工藝要求高,因此關(guān)于葉輪生產(chǎn)制造工藝的優(yōu)化是機(jī)械制造領(lǐng)域的研究方向及熱點(diǎn)。本文采用 ProCAST鑄造模擬軟件對(duì)工藝方案進(jìn)行模擬優(yōu)化,降低葉輪的鑄造缺陷,并預(yù)測(cè)鑄件鑄造缺陷的分布[1]。
1 葉輪三維建模
應(yīng)用SolidWORKS完成葉輪的三維實(shí)體造型,考慮到葉輪結(jié)構(gòu)的復(fù)雜性,三維實(shí)體包括了工藝凸臺(tái)、葉片和葉輪體底部通孔等結(jié)構(gòu),與零件實(shí)體結(jié)構(gòu)完全一致,如圖1所示[2]。

2 葉輪毛坯熔模鑄造的過(guò)程仿真
2.1 數(shù)學(xué)方程
鑄造的過(guò)程中,假設(shè)液態(tài)金屬為不可壓縮的牛頓流體,流體運(yùn)動(dòng)控制采用連續(xù)性方程[3]:
式中,D為散度;u,v,w為速度矢量在坐標(biāo)中X,Y,Z方向上的分量。
根據(jù)動(dòng)量守恒定律,以牛頓第二定律為基礎(chǔ)得出粘性流體運(yùn)動(dòng)微分方程:


2.2 澆注工藝仿真模型
澆注系統(tǒng)結(jié)構(gòu)主要由澆口、直澆道、橫澆道、內(nèi)澆道和冒口組成。本文設(shè)計(jì)三種不同的澆注工藝,應(yīng)用SolidWORKS三維造型軟件建立立體模型。
2.3 前處理
借助鑄造工藝仿真軟件ProCAST進(jìn)行澆鑄過(guò)程模擬與數(shù)據(jù)分析,分析澆注系統(tǒng)特性。
1)劃分網(wǎng)格
將SolidWORKS文件導(dǎo)入ProCAST中進(jìn)行網(wǎng)格劃分,保證網(wǎng)格縱橫比在參考值7以下,選擇葉輪處的縱橫比為3,澆道的縱橫比為5。然后進(jìn)行圖形質(zhì)量分析和修整,不能存在負(fù)雅各比單元,如果存在則重新劃分網(wǎng)格。
2)邊界條件以及熱物性參數(shù)設(shè)置
設(shè)置材料參數(shù)和創(chuàng)建界面等。鑄件和型殼之間的換熱系數(shù)為1 000 W/m2·K,型殼與空氣的換熱系數(shù)為50 W/m2·K,重力方向?yàn)?Y方向,重力值為9.8 m/s2;采用1層面層、4層背層和1層封閉層工藝,型殼厚度為6~10 mm;型殼預(yù)熱溫度為1 000 ℃;澆注溫度為1 430 ℃。
2.4 熔模鑄造過(guò)程仿真結(jié)果
運(yùn)行ProCAST模塊開始模擬計(jì)算過(guò)程,在軟件模擬過(guò)程中,用戶可以在“Status”模塊中實(shí)時(shí)查看計(jì)算進(jìn)度,在“ViewCAST”中查看計(jì)算結(jié)果[4]。三種工藝方案不同時(shí)刻的凝固狀態(tài)如圖2、圖3、圖4所示。
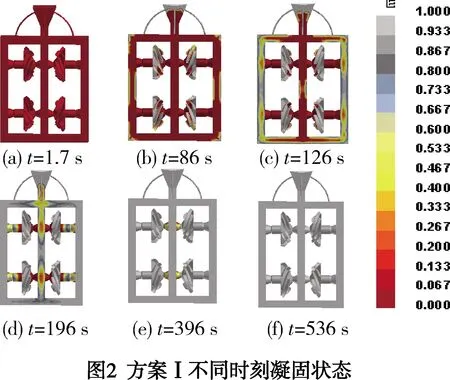


如圖2所示,方案Ⅰ從196 s開始,直澆道和橫澆道大部分已經(jīng)凝固,而葉輪底部和工藝凸臺(tái)還未凝固,這就導(dǎo)致當(dāng)葉輪底部和工藝凸臺(tái)凝固時(shí)的收縮無(wú)法得到補(bǔ)償而容易產(chǎn)生縮孔,會(huì)影響工件的質(zhì)量。如圖3所示,方案Ⅱ在117 s時(shí)整個(gè)葉片已經(jīng)完全凝固,此時(shí)葉輪底部和澆道開始凝固,而澆道則是從四周向中間凝聚式凝固。工件的凝固速度大于澆道的凝固速度。如圖4所示,方案Ⅲ中可以清楚的看到澆注系統(tǒng)的凝固是從葉片頂部開始的,以發(fā)散式的凝固方式由葉片向葉輪逐步蔓延,同時(shí)澆口處也開始從上往下凝固。在116 s時(shí),葉輪的工藝凸臺(tái)和內(nèi)澆道幾乎同時(shí)凝固。模擬結(jié)果顯示,方案Ⅰ容易產(chǎn)生縮孔,方案Ⅱ是從四周向中間凝聚式凝固,方案Ⅲ凝固方式是從澆道的兩端向澆道中心聚集式凝固。
4 結(jié)論
通過(guò)對(duì)凝固過(guò)程的比較分析,方案Ⅰ的澆注系統(tǒng)在凝固過(guò)程中最容易產(chǎn)生縮孔現(xiàn)象,會(huì)嚴(yán)重影響工件的質(zhì)量,方案Ⅱ和方案Ⅲ的澆注系統(tǒng)產(chǎn)生縮孔缺陷的可能性要低于方案Ⅰ,從凝固過(guò)程來(lái)分析,方案Ⅱ和方案Ⅲ比方案Ⅰ產(chǎn)生的缺陷少,產(chǎn)品質(zhì)量更好。因此,方案Ⅱ和方案Ⅲ優(yōu)于方案Ⅰ。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52