鋼軌閃光焊焊縫常見缺陷分析及探傷方法研究
2022-07-27 07:17:44凌文舉中國(guó)鐵路上海局集團(tuán)有限公司上海工務(wù)段
上海鐵道增刊 2022年1期
凌文舉 中國(guó)鐵路上海局集團(tuán)有限公司上海工務(wù)段
閃光焊是電阻焊的一種,它將兩個(gè)待焊接的鋼軌端固定在焊機(jī)夾具上,利用低電壓大電流加在被焊鋼軌上產(chǎn)生的電阻熱,使軌端加熱至表面融化狀態(tài),然后立即斷電并加壓,在壓力下使兩鋼軌端面互相結(jié)晶,使兩節(jié)鋼軌焊接在一起。隨著科技發(fā)展,目前已經(jīng)生產(chǎn)出適合現(xiàn)場(chǎng)焊接的移動(dòng)式接觸焊,不僅能夠完成聯(lián)合接頭焊接、單元焊接,而且能夠完成鋼軌與道岔的閉合焊接。
1 閃光焊焊縫缺陷的種類及產(chǎn)生的原因
焊接設(shè)備、焊接材料、氣溫條件和操作工藝等因素都會(huì)影響焊接質(zhì)量,在焊縫內(nèi)產(chǎn)生缺陷(見表1)。
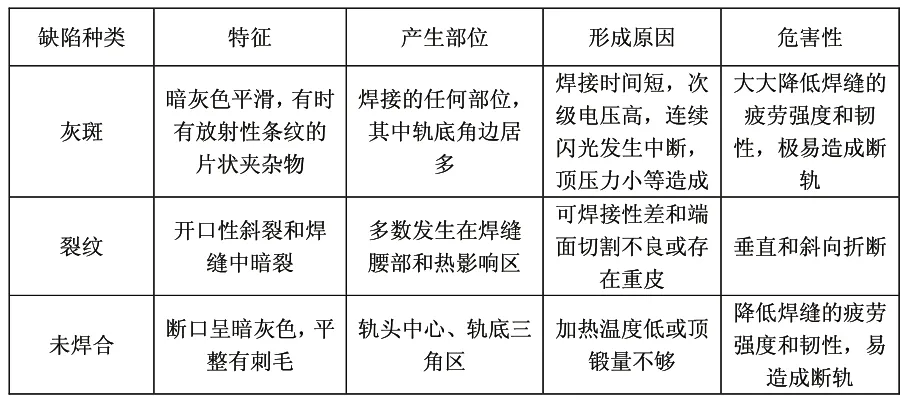
表1 鋼軌閃光焊焊縫缺陷
2 閃光焊焊縫缺陷分析
目前,評(píng)判焊接工藝參數(shù)的好壞,多是以落錘試驗(yàn)結(jié)果作為質(zhì)量評(píng)判方法。我們?cè)趨⑴c滬寧城際、京滬高鐵和滬蘇通高鐵等線路的閃光焊焊縫落錘試驗(yàn)中,發(fā)現(xiàn)閃光焊焊縫的微觀缺陷主要為灰斑引起的裂紋、其他裂紋和未焊合。
(1)灰斑引起的裂紋(見圖1)。

圖1 灰斑引起的裂紋
常見的裂紋就是軌腳端部焊縫裂紋。鋼軌閃光焊軌腳端部焊縫比較容易出現(xiàn)灰斑,軌腳邊緣裂紋位于焊縫中心,裂紋從表面沿焊縫中心一直延伸至內(nèi)部,并且,裂紋兩邊并不是完全對(duì)應(yīng),局部較寬,這說(shuō)明,裂紋是在焊接時(shí)形成的。這種裂紋的長(zhǎng)度一般較長(zhǎng),超過(guò)一定時(shí),有時(shí)會(huì)沿著整個(gè)端面開裂。由于裂紋的長(zhǎng)度較長(zhǎng),危害性較大,有時(shí)焊接接頭水平方向的矯直過(guò)程中,就會(huì)引起鋼軌焊接接頭斷裂。
(2)其他裂紋
第一種:垂直焊縫的熱影響區(qū)裂紋(見圖2)。對(duì)推凸余量磨平后,回波峰值下降的鋼軌表面進(jìn)行研磨,發(fā)現(xiàn)右側(cè)較白處為焊縫,左側(cè)為熱影響區(qū)。裂紋不在焊縫中心,而是位于熱影響區(qū)的過(guò)熱區(qū)。該裂紋的特點(diǎn)是裂紋沿焊縫邊緣的熱影響區(qū)的過(guò)熱區(qū)分布,并且位于焊縫一側(cè)(左邊),由此判斷,裂紋的產(chǎn)生與焊接推凸有一定關(guān)系。高溫下的過(guò)熱區(qū)是焊接接頭較為薄弱的區(qū)域,強(qiáng)度比其他區(qū)域低,隨著推凸進(jìn)行,表面和表面近區(qū)金屬大角度彎曲變形,當(dāng)超過(guò)極限值后,該區(qū)域就會(huì)產(chǎn)生裂紋。
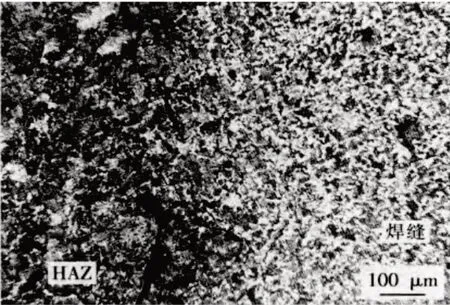
圖2 垂直焊縫的熱影響區(qū)裂紋
第二種:與焊縫呈一定角度的熱影響區(qū)裂紋(見圖3)。從現(xiàn)場(chǎng)做落錘試驗(yàn)發(fā)現(xiàn)裂紋沿著50°左右的方向擴(kuò)展,裂紋也在過(guò)熱區(qū)。從裂紋方向可以看出,此裂紋與推凸方向正好相反,裂紋開裂方向和鋼軌內(nèi)部的帶狀組織的方向一致。帶狀組織由于頂鍛變形,使得熱影響區(qū)金屬發(fā)生大角度的彎曲變形,而裂紋處的變形最大。在隨后的推凸過(guò)程中,裂紋處再次發(fā)生變形(靠近表面部位發(fā)生向右方向的彎曲)。在頂鍛和推凸雙重變形的作用下,該處產(chǎn)生微觀裂紋。
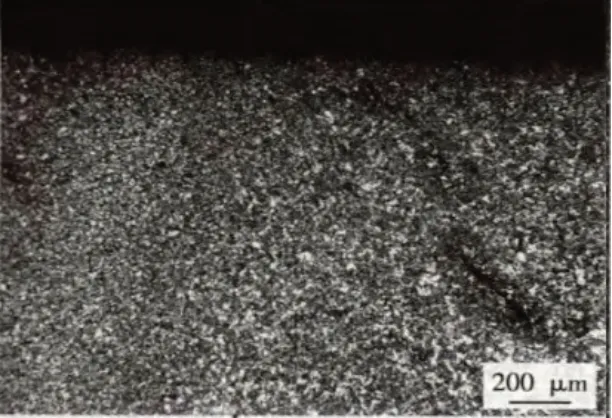
圖3 與焊縫呈一定角度的熱影響區(qū)裂紋
(3)未焊合缺陷(見圖4)

圖4 未焊合缺陷
未焊合缺陷的產(chǎn)生是由于焊接工藝方法使用不當(dāng),焊接參數(shù)使用不合適,燒化過(guò)程太弱或不穩(wěn)定,燒化過(guò)程結(jié)束到頂鍛開始之間的過(guò)渡不夠急速或有停頓,空氣侵入焊口,頂鍛速度太慢或帶電頂鍛不足,頂鍛留量過(guò)大,頂鍛壓力不足,使焊口封閉太慢或未能真正密合。缺陷多位于軌頭中心、軌底三角區(qū)。
3 探傷方法
3.1 儀器設(shè)備要求
(1)儀器
性能符合JB/T10061-1999 A 型脈沖反射式超聲波探傷儀通用技術(shù)條件并達(dá)到以下技術(shù)要求:
衰減器總量≥80 dB;
放大器帶寬不小于1 MHz~8 MHz;
靈敏度余量≥55 dB(2.5 MHz縱波);
分辨率≥26 dB(2.5 MHz縱波);
垂直線性誤差≤4%;
水平線性誤差≤2%;
阻塞范圍≤10 mm;
數(shù)字探傷儀采樣頻率≥100 MHz。
(2)探頭
2.5 MHz K2.5 探頭;2.5 MHz K1 探頭;2.5 MHz 直探頭;雙探頭(2.5 MHz K0.75~K1)。新焊閃光焊宜使用4 MHz 探頭。
上述超聲波探頭應(yīng)符合如下要求:
①無(wú)雙峰和波形抖動(dòng)現(xiàn)象,探頭前沿長(zhǎng)度應(yīng)滿足探傷掃查范圍的需要。
②回波頻率及其誤差:回波頻率誤差≤10%。
③折射角誤差:K1探頭≤1.5°;K2.5探頭≤2°
④橫波探頭分辨率:4 MHz探頭≥22 dB;2.5 MHz≥20 dB。
⑤橫波單探頭始脈沖寬度(R100 圓弧面增益40 dB):4 MHz探頭≤20 mm;2.5 MHz探頭≤25 mm。
⑥相對(duì)靈敏度:縱波直探頭≥55 dB;2.5 MHz 橫波探頭≥65 dB;4 MHz橫波探頭≥60 dB。
(3)試塊
CSK-1A 標(biāo)準(zhǔn)試塊、CS-1-5 試塊、GHT-1、GHT-5 對(duì)比試塊。
3.2 探傷靈敏度調(diào)節(jié)
(1)K2.5探頭軌頭部位
將GHT-5試塊上B區(qū)5號(hào)(深60 mm)Φ3 mm橫孔反射波高調(diào)整到滿幅度的80%,作為K2.5探頭軌頭部位的探傷靈敏度基準(zhǔn)。
(2)K2.5探頭軌底部位
將GHT-5 試塊上C 區(qū)2 號(hào)Φ4 mm 豎孔上棱角的二次反射波調(diào)整到滿幅度的80%,作為K2.5探頭軌底部位的探傷靈敏度基準(zhǔn)。
(3)K1探頭
將GHT-5 試塊上B 區(qū)8 號(hào)(深160 mm)Φ3 mm 橫孔反射波高調(diào)整到滿幅度的80%作為K1探頭探傷靈敏度基準(zhǔn)。
(4)0°探頭
將GHT-5 試塊上7 號(hào)(深160 mm)Φ5 mm 橫孔反射波幅度調(diào)整到滿幅度的80%作為0°探頭的探傷靈敏度基準(zhǔn)。
(5)雙探頭串列式掃查
雙探頭串列式掃查探測(cè)GHT-1a 試塊4 號(hào)(距軌底面40 mm)φ3 mm 平底孔,調(diào)節(jié)平底孔波幅到80%作為探傷靈敏度基準(zhǔn)。
(6)雙探頭軌頭部位K型掃查
探測(cè)GHT-1b 試塊上2 號(hào)φ3 mm 平底孔,調(diào)節(jié)波幅到80%作為探傷靈敏度基準(zhǔn)。
3.3 探傷作業(yè)
(1)軌頭探傷(在焊后質(zhì)量檢驗(yàn)中,應(yīng)增加軌頭兩側(cè)雙K1對(duì)軌頭進(jìn)行K型掃查)
用K2.5 單斜探頭在軌頭踏面上作鋸齒形掃查(見圖5),掃查范圍要保證軌頭探測(cè)面全覆蓋。
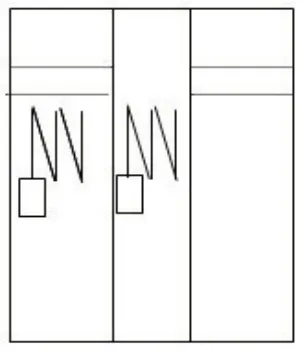
圖5 鋸齒形掃查
根據(jù)缺陷存在的部位,鋼軌受力狀態(tài)和始波占寬影響必須運(yùn)用偏20°角的二次波探測(cè)軌頭兩側(cè)上方缺陷。
用偏角掃查方式加強(qiáng)對(duì)頭腰結(jié)合部焊筋邊緣缺陷的探測(cè)(見圖6)。在焊后推瘤過(guò)程中往往由于推刀不夠鋒利形成下顎臺(tái)階,探傷檢驗(yàn)中產(chǎn)生單一方向輪廓回波,可以通過(guò)打磨使之平順,探測(cè)回波消失,同時(shí)注重本側(cè)下顎部位的檢測(cè),提高微裂紋的檢測(cè)能力。

圖6 軌頭軌腳偏角掃查
(2)軌腰探傷
用雙K0.8 串列式掃查架0 刻度對(duì)準(zhǔn)焊縫中心進(jìn)行正反向掃查,以檢測(cè)軌腰面積型缺陷和粗晶缺陷。
軌腰面積型缺陷可采用K2.5 單探頭在軌腰側(cè)面進(jìn)行鋸齒形掃查,甄別缺陷是否存在。
要重視直探頭對(duì)焊縫的探測(cè),靈敏度不可太高,以提高儀器發(fā)現(xiàn)焊縫粗晶等缺陷的能力。串列式掃查發(fā)現(xiàn)焊縫疑似粗晶,可以對(duì)焊縫進(jìn)行二次正火使之晶粒細(xì)化。
(3)軌底探傷
K2.5 探頭檢測(cè)鋼軌軌底時(shí),需按照探頭的掃查位置和掃查方向(軌底內(nèi)側(cè)正向、軌底內(nèi)側(cè)反向、軌底外側(cè)正向、軌底外側(cè)反向)對(duì)檢測(cè)過(guò)程進(jìn)行區(qū)分。
要特別注意對(duì)焊縫軌底一、二檔部位焊縫缺陷的檢測(cè)。軌腳一、二檔應(yīng)保證三、四次波探測(cè),掃查距離不少于150 mm,以減少探測(cè)盲區(qū)。必須要重視對(duì)軌底熱影響區(qū)的探測(cè)。
要特別注意對(duì)焊縫軌底三、四檔部位焊縫缺陷的檢測(cè)。在焊縫本側(cè)軌底對(duì)側(cè)用偏角二次波掃查方式加強(qiáng)對(duì)底腰結(jié)合部焊筋邊緣上缺陷的探測(cè)(見圖7)。
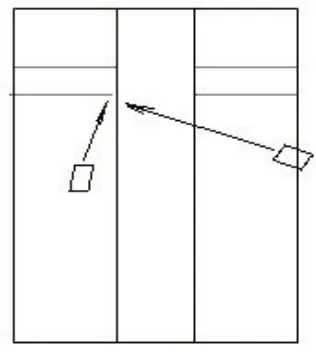
圖7 本側(cè)和對(duì)側(cè)掃查
焊縫軌底角是灰斑多發(fā)區(qū),探傷一側(cè)有一次波顯示另一側(cè)必然有二次波顯示,要仔細(xì)甄別。若一側(cè)有回波顯示往往是焊筋打磨不平順或咬角不平順引起的,可以通過(guò)打磨復(fù)探消除以提高缺陷的檢測(cè)能力。
4 結(jié)束語(yǔ)
本文通過(guò)對(duì)閃光焊焊縫缺陷的分析和現(xiàn)場(chǎng)實(shí)踐,初步掌握了閃光焊焊縫的探傷方法,可以為同類型的焊縫探傷提供一定的借鑒經(jīng)驗(yàn)。同時(shí),在實(shí)際應(yīng)用中也發(fā)現(xiàn)一些灰斑厚度極薄而形狀也無(wú)規(guī)則,當(dāng)超聲波入射到該缺陷面時(shí),有一部分聲波能量透過(guò)缺陷繼續(xù)向前傳播,一部分被反射回來(lái),反射回來(lái)的能量往往很弱。因此,對(duì)于鋼軌閃光焊中的灰斑缺陷探測(cè)較有難度,還需要進(jìn)行深入研究。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24