補焊修復12Cr12Mo鋼葉片表層復合噴丸后的殘余應力
2022-08-03 08:37:42朱文龍姜傳海
機械工程材料 2022年6期
關鍵詞:影響
朱文龍,姜傳海
(上海交通大學材料科學與工程學院,上海 200240)
0 引 言
12Cr12Mo鋼屬于馬氏體不銹鋼,經調質處理后能夠獲得較高的強度和良好的塑韌性,是燃氣輪機葉片的主要原材料[1]。作為G50燃氣輪機中的關鍵零部件,12Cr12Mo鋼葉片在使用過程中長期受到強沖擊和循環應力作用而極易產生裂紋等缺陷,進而發生破損。在破損不嚴重的情況下,可以通過對破損區域進行補焊修復來延長葉片的使用壽命,但補焊修復過程中容易產生殘余應力[2-3]。焊接殘余應力主要由于焊接過程中熔池金屬和周圍基體熱脹冷縮變形不同而產生。焊縫熔合區域主要表現為殘余拉應力,高水平殘余拉應力不僅明顯影響到零部件的疲勞強度和抗應力腐蝕能力,還會導致零部件發生變形和開裂失效,是補焊修復過程中產生的不利因素,必須加以控制與消除,這也一直是機械制造行業中高度關注的問題。
噴丸處理即通過高速運動的彈丸流反復擊打零件表面,使零件表層發生明顯的塑性變形并形成一定深度的強化層。噴丸引起的材料表層變化主要表現在3個方面[4],即引入殘余壓應力場、細化組織結構以及改變表面粗糙度,其中殘余壓應力場的引入和組織結構的細化分別視為力學強化因素和組織結構強化因素,通過優化噴丸工藝參數還可以避免表面粗糙度過大帶來的不利影響。噴丸引入的殘余壓應力對于材料疲勞性能、耐腐蝕性能的提升均可起到明顯效果[5-8]。噴丸設備、彈丸介質及噴丸工藝參數為噴丸強化三要素,通過三者的合理搭配可以實現最佳強化效果。目前噴丸強化技術在歐美發達國家已經得到比較廣泛的應用,在國內制造領域中,噴丸強化通用性研究較多,但有關具體零部件較為細致的研究較少,導致噴丸強化的應用相對受限。隨著我國機械制造行業與國際接軌,噴丸強化技術在越來越多的零部件表面處理中得到[9-10],并呈現出良好的發展前景。但是目前未見有關噴丸強化處理對12Cr12Mo鋼補焊修復葉片殘余應力影響的報道。為此,作者對12Cr12Mo馬氏體不銹鋼補焊修復葉片進行復合噴丸處理,研究了葉片表面和截面的殘余應力、噴丸形變組織以及截面顯微硬度,以期為提高補焊修補葉片的綜合性能、延長其使用壽命提供一定的試驗參考。
1 試樣制備與試驗方法
試驗材料為G50燃氣輪機第17級靜葉柵葉片,葉片基體和補焊材料均為12Cr12Mo鋼,化學成分(質量分數/%)為11.50~13.00Cr,0.30~0.60Ni,0.30~0.60Mo,0.30~0.50Mn,0.10~0.15C,余Fe。燃氣輪機葉片的主要制造加工過程為設計定型、鍛造、冷加工、調質熱處理、表面噴丸處理,補焊區采用氬弧焊,葉片的外觀如圖1所示,受切應力影響,主要補焊區域位于葉片邊緣位置,葉片表面存在大量銹蝕、磨損區和劃痕。噴丸強度[11-12]和噴丸覆蓋率[13-14]是噴丸工藝的2個最重要的參數。采用氣動式噴丸機對該葉片進行復合噴丸處理:第一道工藝采用陶瓷丸,噴丸強度為0.18 mm(A氏試片),彈丸直徑為0.2 mm;第二道工藝采用玻璃丸,噴丸強度為0.18 mm(N氏試片),彈丸直徑為0.1 mm。兩道工藝的噴丸覆蓋率均高于120%。其中,陶瓷丸噴丸處理可以在葉片表面產生一定深度的強化層,玻璃丸噴丸處理則可以進一步優化噴丸表面殘余壓應力分布,并盡可能地降低噴丸表面粗糙度[15-16]。

圖1 復合噴丸前12Cr12Mo鋼葉片的外觀Fig.1 Appearance of 12Cr12Mo steel blade before shot peening
按照ASTM E915-2010、EN15305-2008以及GB/T 7704-2017,利用Proto-LXRD型X射線應力分析儀測試噴丸前后葉片的殘余應力,測試點位置見圖1,其中1~4點位于補焊區(焊縫),5~8點位于熱影響區,9~10點位于葉片母材。采用同傾固定ψ法測試Fe(211)衍射晶面,管電壓為30 kV,管電流為20 mA,采用鉻靶,Kα射線,V濾波片,準直管直徑為1 mm,雙512通道位敏探測器,對應衍射角2θ范圍均為20°,ψ角為±45°,用Pearson函數定峰。利用X射線應力分析儀結合電化學剝層技術測試葉片不同部位殘余應力隨深度的變化和噴丸層的X射線衍射半高寬沿深度的分布,使用Proto-8818型電解拋光機和電解液(飽和NaCl溶液)進行電化學腐蝕,工作電壓為15 V,工作電流為2 A,用數顯千分尺確定腐蝕深度(距表面的距離)。采用DHV-1000型顯微硬度計測定葉片不同部位的顯微硬度,載荷為0.5 N,保載時間為15 s,在同一位置測量3點取平均值。
2 試驗結果與討論
2.1 表面形貌及殘余應力
由圖2可知,經復合噴丸處理后葉片表面光亮整潔,銹蝕、磨損、劃痕形貌消失,表面質量大幅提升。由表1可知:噴丸前葉片補焊區表面存在殘余拉應力,應力分布范圍在35~224 MPa,符合典型焊接殘余應力特征;遠離補焊區葉片表面,即母材表面的殘余應力為壓應力,應力分布范圍在-476~-405 MPa,由于葉片最后一道加工工藝為表面噴丸處理,該殘余壓應力分布范圍處于噴丸殘余應力水平,說明補焊過程對遠離補焊區母材的殘余應力影響不大;熱影響區殘余應力在-388~-307 MPa范圍,其殘余壓應力明顯低于母材,說明在補焊修復過程中,該區域的噴丸殘余壓應力因焊接溫度升高而發生了明顯的松弛現象。經復合噴丸處理后,葉片表面整體表現為高水平的殘余壓應力。補焊區噴丸表面的殘余應力分布范圍為-937~-884 MPa,葉片遠離補焊區母材噴丸表面的殘余應力分布范圍為-768~-716 MPa,熱影響區噴丸表面的殘余應力分布范圍為-716~-648 MPa。與噴丸前相比,葉片補焊區表面殘余拉應力消失,出現了較高水平的殘余壓應力場,且母材和熱影響區殘余壓應力水平均得到大幅提高,能夠對葉片表面起到良好的強化效果。

圖2 復合噴丸后12Cr12Mo鋼葉片的外觀Fig.2 Appearance of 12Cr12Mo steel blade after shot peening

表1 復合噴丸前后葉片表面不同位置的殘余應力
由圖3可以看出,復合噴丸后葉片表面補焊區殘余壓應力最大,熱影響區次之,母材最小。3個區域殘余壓應力的作用深度均在200 μm左右,隨距表面距離的增加,殘余壓應力均先增大后減小,其中補焊區殘余壓應力的減小速率最大,母材殘余壓應力的減小速率最小,熱影響區介于二者之間。補焊使得原噴丸表面的應力場完全破壞,而母材原噴丸表面的應力場仍然存在,復合噴丸處理相當于在原有噴丸處理的基礎上再次進行了噴丸強化,因此殘余壓應力的減小速率最小。
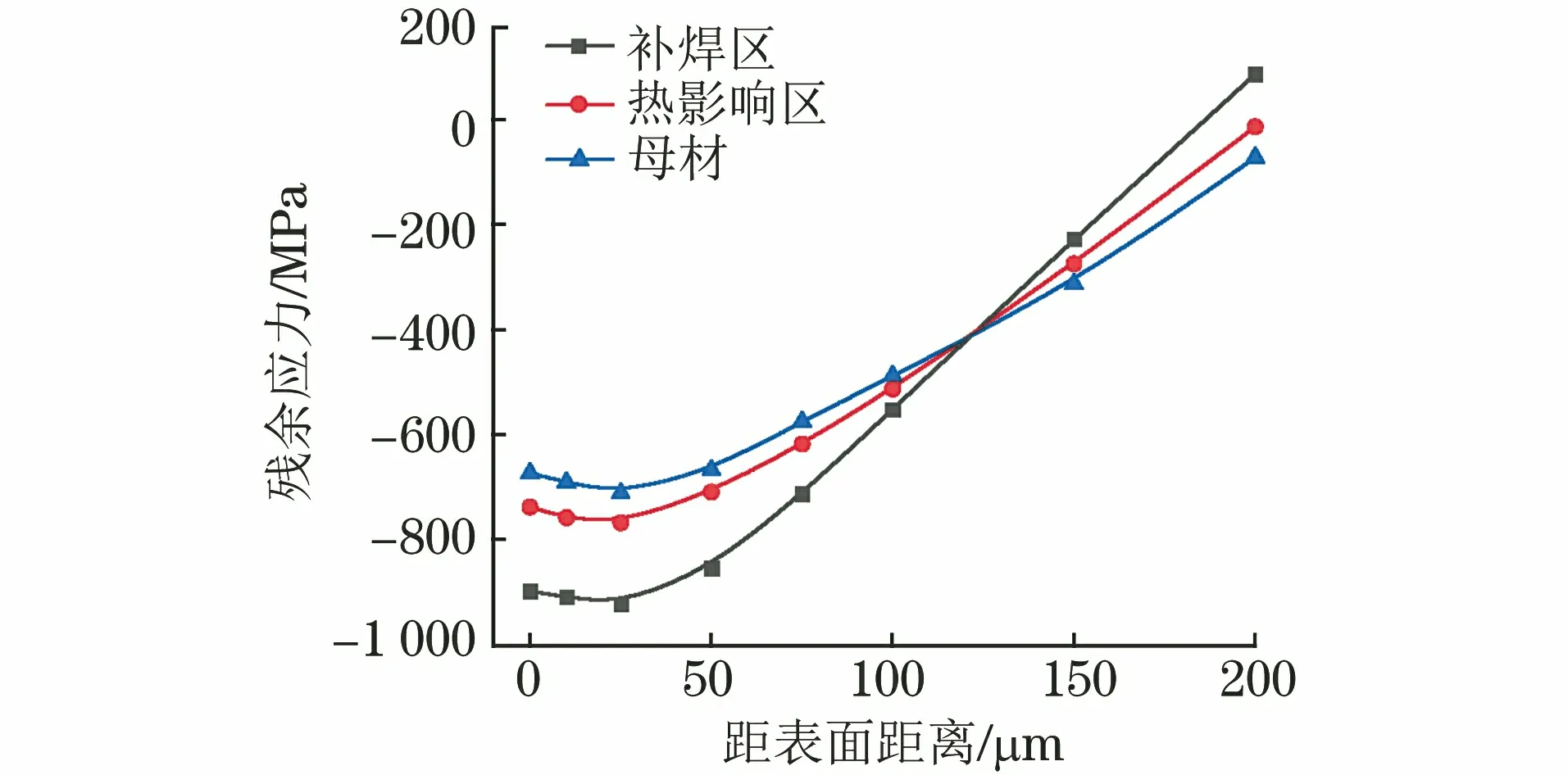
圖3 復合噴丸后葉片不同區域殘余應力的截面分布曲線Fig.3 Residual stress section distribution curves of differentareas of blade after composite shot peening
2.2 顯微組織變形程度
X射線衍射半高寬可以間接表征材料的噴丸變形組織,衍射半高寬越大,噴丸后組織的變形越明顯,晶粒越細小。由圖4可知:復合噴丸后葉片各個區域的X射線衍射半高寬都隨距表面距離的增加而減小,說明噴丸后組織變形程度隨距離表面距離增加而減小,當距表面距離達100 μm后減小速率變緩,說明此時組織已經接近基體未變形組織;補焊區表面衍射半高寬最大,為5.04°,距表面200 μm處為3.84°,明顯高于熱影響區(表面為4.09°,距表面200 μm處為2.53°)和基體(表面為3.66°,距表面200 μm處為2.29°),說明補焊區的噴丸組織變形最明顯,組織最細小,這主要是因為補焊時焊縫較小,焊接環境溫度較低,焊縫處冷卻速率快,補焊區出現淬火現象,晶粒得到細化,經噴丸處理后其組織更加細小。

圖4 復合噴丸后葉片不同區域的X射線衍射半高寬的截面分布曲線Fig.4 X-ray half-height width section distribution curves ofdifferent areas of blade after composite shot peening
2.3 顯微硬度
由圖5可知,復合噴丸后葉片表層各個區域的顯微硬度均隨距表面距離的增加而降低,葉片表面各區域顯微硬度相對葉片內部均有很大的提升,且顯微硬度的提高能覆蓋到距葉片表面100 μm的區域。顯微硬度的變化趨勢與X射線衍射半高寬的變化趨勢相一致。葉片表面補焊區的顯微硬度高于母材和熱影響區。材料硬度是一個綜合性指標,受多種因素的影響,復合噴丸處理后的殘余壓應力和形變細化組織等會直接影響材料表層的顯微硬度,通常噴丸殘余壓應力越大,組織細化越明顯,噴丸表層的顯微硬度越高。

圖5 復合噴丸后葉片不同區域顯微硬度的截面分布曲線Fig.5 Microhardness section distribution curves of differentareas of blade after composite shot peening
3 結 論
(1) 復合噴丸后12Cr12Mo鋼葉片表面引入較高水平的殘余壓應力場,其中補焊區殘余應力的變化最明顯,引入殘余壓應力最大,由復合噴丸前的35~224 MPa范圍拉應力變為-937~-884 MPa范圍壓應力。葉片表層補焊區、熱影響區和母材的殘余壓應力的影響深度均在200 μm左右,且隨距表面距離的增加,殘余壓應力均先增大后減小,其中補焊區殘余壓應力的減小速率最大。
(2) 復合噴丸后,葉片表層的X射線衍射半高寬隨距表面距離的增加而減小,補焊區表層的X射線衍射半高寬均高于熱影響區和母材,說明隨距表面距離的增加組織變形程度減小,且補焊區組織變形最明顯,組織最細小。葉片表層的顯微硬度隨距表面距離的增加而降低,補焊區表面的顯微硬度為621 HV,高于熱影響區的482 HV和母材的431 HV。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
