基于ProCAST的非牛頓流體壓鑄過程模擬
2022-08-19 09:00:52陳立珂張志鵬劉宏基
河南冶金 2022年1期
陳立珂 張志鵬 劉宏基
(1. 河北工程大學(xué); 2.邯鄲鋼鐵集團(tuán)有限責(zé)任公司)
0 概述
近年來,我國經(jīng)濟(jì)飛速發(fā)展,與之相伴的是環(huán)境污染問題的日益凸顯。輕量化是解決溫室氣體排放、減少空氣污染的重要途徑。目前,鋁合金、鎂合金等有色金屬已經(jīng)在汽車零部件加工領(lǐng)域得到了廣泛的應(yīng)用。半固態(tài)加工作為一種新型的近凈成形技術(shù),相比于傳統(tǒng)的液態(tài)鑄造過程,具有加工溫度低,材料填充平穩(wěn)、無飛濺,力學(xué)性能優(yōu)良等特點(diǎn);相比于傳統(tǒng)的固態(tài)鍛造成形過程,具有流動(dòng)阻力小、可成形復(fù)雜形狀零件等優(yōu)點(diǎn),故半固態(tài)加工技術(shù)是一種具有巨大應(yīng)用潛力的加工技術(shù)。利用半固態(tài)加工技術(shù)對鋁、鎂合金零件進(jìn)行生產(chǎn)加工,具有巨大的優(yōu)勢[1]。
在半固態(tài)溫度區(qū)間,金屬漿料表現(xiàn)出非牛頓流體特征,其粘度要比液態(tài)金屬高3個(gè)數(shù)量級(jí)以上,并且在充型過程中呈現(xiàn)層流特征,而且其粘度對金屬的剪切速率非常敏感。正因?yàn)榉桥nD流體有著比較復(fù)雜的流動(dòng)行為,所以近年來受到了許多學(xué)者的廣泛關(guān)注[2-5]。
ProCAST軟件在模擬壓鑄成形過程中具有巨大的優(yōu)勢[6]。筆者采用鑄造軟件ProCAST對鋁合金的壓鑄過程進(jìn)行了數(shù)值模擬。采用其內(nèi)部自帶的Carreau-Yasuda模型對該過程建立模型并進(jìn)行數(shù)值模擬,研究其充型過程中的各個(gè)影響因素。為了方便與液態(tài)壓鑄過程進(jìn)行對比,筆者還建立了液態(tài)充型的牛頓粘度模型。
1 壓鑄模型的建立
因?yàn)橛绊懓牍虘B(tài)材料性質(zhì)的因素很多,全面考慮每個(gè)因素?zé)o疑會(huì)提升模型復(fù)雜性,所以這里對半固態(tài)材料設(shè)置如下邊界條件:(1)材料是各向同性的;(2)加工溫度較高,材料的固相率較低,故模型為近似單相模型;(3)由于充型時(shí)間較短,故忽略了時(shí)間對剪切粘度的影響;(4)材料在充型過程中變形是均勻的。
Carreau-Yasuda模型是ProCAST軟件中自帶的一種非牛頓粘度模型,其表達(dá)式為:

式中,ηa——表觀粘度,Pa·s;η0——初始粘度,Pa·s;η∞——極限粘度,Pa·s;a——Yasuda系數(shù);λ——相轉(zhuǎn)換系數(shù);n——冪律指數(shù)。
該模型的物理含義是將半固態(tài)的粘度大致劃分為三個(gè)區(qū)域。當(dāng)剪切速率很小時(shí),粘度非常高,并且近似為一常數(shù),稱為第一牛頓區(qū);當(dāng)剪切速率很高時(shí),半固態(tài)材料的粘度與液態(tài)粘度近似,也可看作一常數(shù),稱為第二牛頓區(qū);當(dāng)剪切速率位于兩個(gè)牛頓區(qū)之間時(shí),半固態(tài)材料具有剪薄特性,即粘度隨著剪切速率的增加而降低,呈現(xiàn)出假塑性,這一區(qū)域稱為假塑性區(qū)。
采用牛頓流體模型來描述液態(tài)金屬的粘度。由于牛頓流體的粘度為常數(shù),不隨剪切速率的變化而變化,因此將牛頓流體的粘度設(shè)為10-3pa·s。
為了簡化分析過程,筆者首先建立了一個(gè)簡單的鑄型,其幾何形狀與尺寸如圖1所示。

圖1 鑄型形狀及其幾何尺寸
為了減少計(jì)算時(shí)間,采用了虛擬模具。材料選用了A356鋁合金,其固相率與溫度的關(guān)系如圖2所示。

圖2 合金A356固相率與溫度的對應(yīng)關(guān)系
澆鑄溫度為583 ℃(相應(yīng)的固相率約為40%),模具預(yù)熱溫度為300 ℃,壓鑄速度為1.8 m/s。相應(yīng)的液態(tài)壓鑄溫度為620 ℃。模具材料為H13鋼,模具與鑄件之間的傳熱系數(shù)為1 300 W/(m2·K)。
2 模擬結(jié)果與分析
牛頓流體的充型過程如圖3所示。
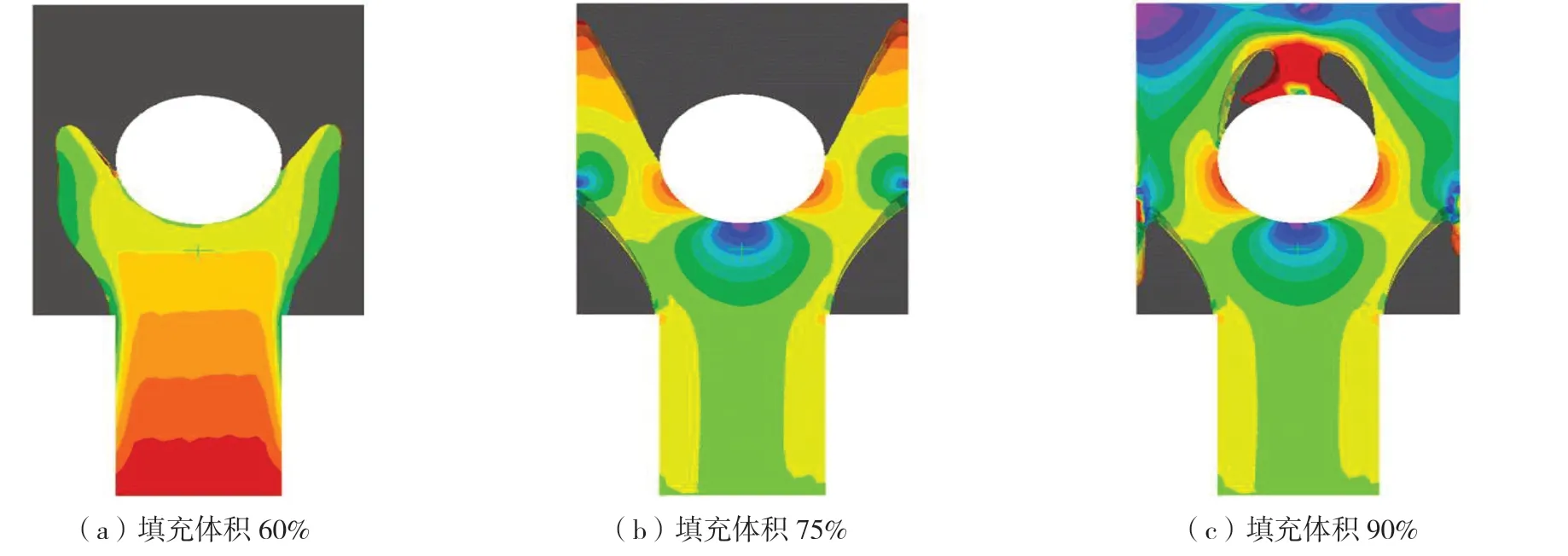
圖3 牛頓流體充型過程
從圖3可以看出,液態(tài)金屬在進(jìn)入模具后,垂直于入口平面向前流動(dòng),在遇到障礙物后,金屬的前沿部分迅速向模具邊部擴(kuò)展,在充型的最后階段,模具兩側(cè)的金屬漿料在模具端部匯聚并產(chǎn)生回流現(xiàn)象。在模具入口處,沒有金屬漿料進(jìn)行填充,從而會(huì)產(chǎn)生澆不足等缺陷;而在模具端部,金屬漿料的回流會(huì)產(chǎn)生裹氣、夾雜等缺陷。這些缺陷會(huì)降低最終成形件的質(zhì)量。
非牛頓流體的充型過程如圖4所示。

圖4 非牛頓流體充型過程
從圖4可以看出,非牛頓流體的流動(dòng)狀態(tài)與牛頓流體呈現(xiàn)出較大的差別。在充型初期,金屬在進(jìn)入模具后立即向兩側(cè)擴(kuò)展,金屬前端呈直線式前進(jìn),因此模具入口處很快被金屬漿料填滿,不會(huì)產(chǎn)生澆不足的缺陷;金屬漿料繼續(xù)向前運(yùn)動(dòng),在遇到障礙物時(shí),金屬漿料的前沿幾乎是平直的,因此不會(huì)產(chǎn)生飛濺等現(xiàn)象;在流動(dòng)的后期,障礙物兩側(cè)的金屬漿料共同向中部匯聚,不會(huì)產(chǎn)生回流現(xiàn)象。因此,采用半固態(tài)金屬漿料進(jìn)行壓鑄生產(chǎn)時(shí),可以大大降低缺陷產(chǎn)生的可能性,提高產(chǎn)品的質(zhì)量。
非牛頓流體剪切速率和粘度分布分別如圖5、圖6所示。

圖5 非牛頓流體剪切速率分布(充型體積75%)
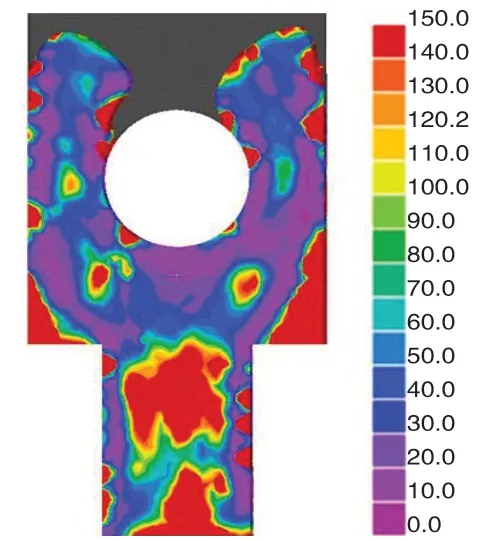
圖6 非牛頓流體粘度分布(充型體積75%)
從圖5和圖6可以看出,在剪切速率較高的地方,金屬漿料的粘度較低,這表明非牛頓流體在充型過程中表現(xiàn)出偽塑性體特征。在金屬漿料與模具壁面接觸的地方,金屬的粘度較高,這是由于此處的金屬與壁面之間存在摩擦作用,使得金屬的剪切速率升高而造成的。非牛頓流體的表觀粘度通常在1 Pa·s以上,而牛頓流體的粘度一般為10-3Pa·s左右,也就是比液態(tài)金屬的粘度大3個(gè)數(shù)量級(jí)以上,因此可以保證在充型過程中金屬的流動(dòng)是層流,而非牛頓流體的紊流。
牛頓流體和非牛頓流體的充型時(shí)間對比關(guān)系如圖7所示。
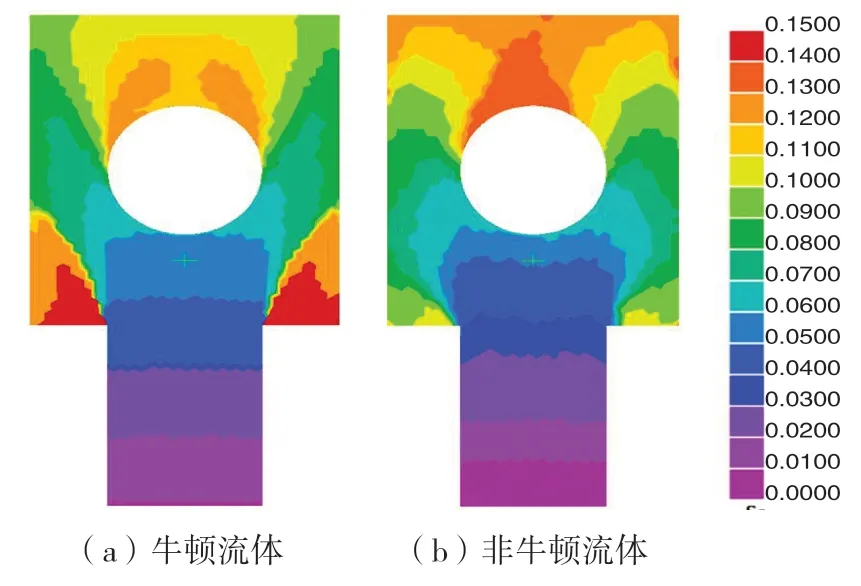
圖7 牛頓流體與非牛頓流體的充型時(shí)間對比
從圖7可以看出,非牛頓流體的充型時(shí)間與牛頓流體充型時(shí)間相差不大,因此生產(chǎn)效率并不會(huì)降低。而且牛頓流體在模具入口處產(chǎn)生無法填充的區(qū)域,而非牛頓流體在充型的過程中模具各處基本上均會(huì)被填充,因此產(chǎn)生缺陷的可能性大大降低。
3 結(jié)論
(1)半固態(tài)金屬與傳統(tǒng)的液態(tài)壓鑄過程相比,表觀粘度至少要高3個(gè)數(shù)量級(jí)以上,因此其充型過程十分平穩(wěn),不容易
發(fā)生飛濺現(xiàn)象;而在液態(tài)壓鑄過程中,金屬液的流動(dòng)屬于紊流,流動(dòng)前沿與鑄型碰撞后發(fā)生飛濺現(xiàn)象,容易造成卷氣等現(xiàn)象,而且鑄型中存在未填充區(qū)域,易造成鑄件的不完整。
(2)剪切速率和壓鑄速度都對材料的充型有影響。在金屬與模具壁面相接觸的地方,金屬的粘度較低,流動(dòng)性較好,故具有良好的充型能力。半固態(tài)材料是一種典型的減薄非牛頓流體,金屬的粘度隨著剪切速率的增加而降低。
(3)與牛頓流體相比,非牛頓流體的充型時(shí)間變化不大,因此粘度的增加并不會(huì)顯著降低鑄造過程的生產(chǎn)效率。
