安鋼鐵前生產物流管理系統的設計與實現
2022-08-19 09:01:04韓志海張柳豐鄭一暢張楊冰
河南冶金 2022年1期
谷 莉 韓志海 張柳豐 鄭一暢 張楊冰
(1.安陽鋼鐵股份有限公司; 2. 安陽鋼鐵集團有限責任公司)
0 引言
鋼鐵生產是一個多工序的連續作業過程,物流、動力介質、設備保障共同形成了鋼鐵生產的三大保供體系。而物流活動的絕大部分則集中在燒結、球團、煉焦、煉鐵等鐵前工序中,因此,鐵前生產中的物流管理對鋼鐵企業的生產組織是至關重要的。安鋼集團為了推進“綠色、高效、高質量”發展,以5 000 m3級高爐為核心新增了500 m2燒結機、9 m干熄焦等許多產線,生產規模擴大了許多倍,物料系統也經過了多次改造。產能的提高和物料品種的增多,使得鐵前系統生產工藝線路繁雜而無序,原料供應鏈的生產節奏更加緊湊。為了更好地組織生產,使生產系統的物料走向更加明晰,實現鐵前降本增效,安鋼鐵前生產物流管理系統項目的建設勢在必行。該項目可實時監視鐵前焦炭、礦石等原料的物流流程,可進行鐵前各產線生產工藝報表數據的實時采集和導出,完成了鐵前物料崗位整合,最終實現了鐵前物流生產和調度的信息化管理。
1 存在的問題及分析
鐵前物流生產現有管理模式由于缺少網絡技術及信息化手段強有力的支撐,資源的配置方式和數據的采集處理不具備科學合理的受控條件,存在的問題主要表現在以下幾個方面:
(1)工作效率低,實時性不強。鋼鐵企業的生產就是大量大宗原燃料消耗的過程,每年的大宗原燃料消耗均以千萬噸級計量,正常的原燃料庫存也在百萬噸以上。傳統的調度方式需要操作人員依靠通訊系統進行調度,工作效率低,實時性不強,同時,由于沒有有效的監控手段,調度人員對現場運行情況不能實時掌握,嚴重影響工作效率,直接導致物流效率下降。
(2)不能有效杜絕人為誤操作、誤報現象。采用傳統的人工調度方式,分廠及生產車間需要從產量、質量、成本、環保等多方面進行統籌考慮,在沒有信息化系統支撐和其他技術干預的前提下,極易產生誤操作、誤報現象,直接造成物料供給混亂,生產產量、質量、成本等無法真實核算,從而給生產管理造成嚴重影響。由于原料種類繁多,供給線路復雜,易造成基礎管理薄弱。一旦出現人為誤操作事件,由于沒有及時可靠的數據支撐,很難對事件進行追溯和調查,從而對企業的資源造成極大浪費。
(3)從原料場到皮帶運輸,再到原料消耗,缺少統一信息管理平臺。在鐵前生產中,原料供應鏈較長,生產場地和運輸皮帶分屬不同車間和部門管理,導致各系統信息不能共享和及時傳遞。一方面,由于缺少實時生產信息,在當下快速生產節奏下不能實現精細化的管理;另一方面,沒有數據記錄可以對指令的下達、接收是否正常,生產操作的及時、規范與否等問題進行有效的判斷,導致生產效率的降低。一旦發生生產事故,無法還原故障時各生產參數,難以判斷事故的原因和責任方。
(4)不能全面監視鐵前物流的實時生產情況。目前,鐵前生產物流信息的數據分布在公司20多套工控系統和相關信息化系統中,上下游崗位和管理崗位不能及時、全面了解生產實時運行情況,難以根據生產情況及時調整生產模式。同時,不能及時發現和處理生產鏈上的突發故障和潛在故障,會導致問題惡化,造成更嚴重的生產事故。
2 系統概述
安鋼鐵前生產物流管理系統能夠很好的解決鐵前原料生產管理現存的諸多問題。首先,建立一級基礎自動化網絡,打通各個PLC系統之間的通訊,實現互聯互通,實現控制設備之間的聯鎖與應答,實現信息共享。其次,通過已有的信息化網絡建立二級計算機系統,讀取物料生產、輸送、消耗等各環節的生產數據,基于PI實時數據庫和oracle關系數據庫完成關鍵生產工藝數據的自動采集、存儲和報表的自動生成,實現生產數據、管理指令的傳遞和信息的網絡化共享、無紙化辦公,為鐵前原料生產管理水平的整體提高提供先進的技術支撐,保證企業鐵前生產管理工作能夠規范、高效地執行。
有了實時生產數據的支持,管理部門和生產崗位就可以掌握原料的進廠、庫存、皮帶運輸、消耗等信息的實時變化情況。利用這些數據畫面和相關主題報表,企業生產領導、調度管理人員可以全面實時監視物料的移動過程,生產技術部門可以分析生產狀況,設備管理人員分析設備的運行情況。系統的實施能真正為企業創造效益,實現工廠生產管理的最終目標和企業效益最大化。
3 系統功能
為滿足物料輸送環節中信息傳遞和數據共享要求,需要在完成實時數據采集的基礎上開發相應信息管理系統。系統采用B/S架構,基于關系型數據庫實現,通過瀏覽器實現監視數據畫面的發布,管理信息的傳遞、數據報表的查詢和導出。
3.1 實時監控
實現了整個物料系統各個料線的運行過程的顯示,可以在線實時監控上料的物料種類、上料的運輸路線以及現場設備的運行情況。
3.2 全區域管控
系統投運后,不但可以在集中操作室實時顯示料線運行情況,也可以在各個分廠調度、總調、廠長以及經理辦公室實時顯示料線運行情況,為操作人員清晰展示了物料路徑,避免了誤操作,使管理人員能夠精準的把控好現場情況并做出正確的決策。
3.3 故障報警
系統實現了設備運行過程中故障的報警、發布功能,加快了設備故障的處理過程,避免了故障的進一步擴大。
3.4 事件可追溯
系統實現了操作命令的權限管理、日志記錄、歷史數據查詢等功能,加強了事件的可追溯性,便于查找問題原因并總結經驗教訓,防止舞弊,堵塞管理漏洞,節省企業生產成本。
3.5 數據報表
系統實現實時的上料統計功能,可以分別按照不同料種或不同高爐進行上料統計,形成班產、日產、月產數據報表,并能以EXCEL格式或PDF格式導出報表。
3.6 數據管理
加強數據管理,系統實時提供上料的真實數據,保證了數據的真實性、準確性和實時性,避免了人為作弊行為。
3.7 優化配比
系統實現了各種配料的優化配置,提高了配料精確比,提升了焦炭、燒結、生鐵的產品質量。
3.8 管理效益提升
系統實現了自動化與信息化的高度融合,提高了管理效益,提升了企業形象。
4 實施難點
4.1 數據采集
(1)現有設備種類繁雜,數據接口和通訊方式差異較大,為設備的數據采集增加了難度。同時,現場分布區域較廣,現場環境復雜,對設備安裝和網絡敷設造成了一定影響。
(2)生產實時運行,不能影響生產的正常進行,實施難度較大,周期較長。
4.2 PI實時數據庫
公司PI實時數據庫08年上線,服務器性能已不能支持系統功能的擴充。同時,PI系統采集組件和發布控件版本過低,和公司主流計算機系統和瀏覽器不兼容,影響使用。目前,PI實時數據庫最新版本功能和結構上有了較大的改變,一旦實現升級,需要重新學習維護和開發技能。
4.3 數據安全性
系統的安全管理為每一個使用者分配不同的管理職責和管理權限。鐵前生產物流管理系統內包含大量安鋼的生產工藝信息,需對系統數據安全性進行嚴格管理和權限分配。
4.4 業務流程與管理理念相結合
安鋼鐵前生產物流管理系統是一個與現場生產密切結合的綜合性系統,是對現有工作模式的規范與統一,需要依據設定好的工作流程進行運轉。系統的實現與運行需要現場工藝、管理人員的密切配合。系統的功能最終是服務于生產管理的,系統運行后仍需要結合管理需求不斷調整、優化,這個過程應該是長期的、連續的。
5 系統設計與實現
安鋼鐵前生產物流管理系統把“以物流為導向”、“以物料為中心”、“以集中管控為抓手”作為系統設計理念,實現物料從原料場到高爐的整個生命周期的實時動態物料跟蹤管理,通過優化生產計劃、提升配料精確比、加強數據管控等各種功能,為企業根據生產情況及時調整生產節奏、平衡物流、減少余料、提高生產效率、降低制造成本提供管理平臺和決策支持。
該系統的實施運用了面向對象的設計思想,依次進行了系統架構設計、硬件平臺設計和軟件平臺設計,將業務流程與管理理念相結合,為鐵前物料運輸打造了一個集信息化、自動化為一體的數字化平臺。
5.1 組建一級基礎自動化網絡架構
各單位各生產區域的控制系統相對獨立,類型各不相同,在盡量確保原生產控制系統不變的情況下,構建一級基礎自動化網絡系統。宗旨是重新敷設各控制系統之間的光纜,組建一個新的網絡系統,采用環網結構,網絡節點要求接入各區域的調度、各分廠的部分管理科室以及各區域控制系統的操作崗位。網絡系統節點設置盡量合理,確保今后可能新增的控制系統接入,并保有一定的余量。基本網絡架構如圖1所示。
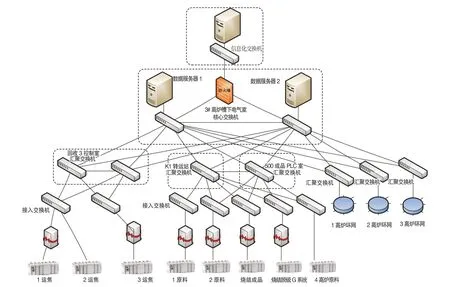
圖1 系統網絡架構
5.2 重新整理、修改原生產網絡地址
因為原生產控制系統相對獨立,且僅為一個生產單點服務,所以其網絡地址可能設置重復。因此,需要根據生產網絡的實現,重新合理規劃網絡地址,設置路由或網關,進行修改和確認,在進行地址修改時,必須在檢修時段完成,確保修改后的系統能夠迅速投入生產,以免影響正常的生產過程進行。網絡地址的設置應考慮今后的擴展余量。
5.3 特殊生產網絡系統改造
原生產控制系統的PLC類型各異,在鐵前的物料系統PLC中,主要有DP通訊、MODBUS通訊、工業以太網通訊等方式。根據項目的網絡架構,采用工業以太網方式進行,因此,需要將原控制系統網絡進行相應的通訊轉換,并進行必要的程序編制、改造等工作,以最終實現各PLC系統能夠接入此網絡系統,并為相關生產數據的存取打下基礎。但因西門子、施耐德PLC設備的工業以太網通訊協議不同,所以該系統采用施耐德的modbus TCP協議進行上層的通訊,針對不同的通訊協議,增加相應的協議轉換器。
5.4 逐步接入各個生產控制系統
網絡硬件基礎架構搭接完成后,進行網絡各層路由器及網關設備的配置,對網絡進行安全性配置,同時逐步接入各個生產控制系統。生產控制系統PLC接入,需要按照底層交換機的區域,按照交換機聯接區域逐個接入。同時,接入一個系統后,便進行上層管理PLC系統的通訊實驗,確保數據通訊正常,輸入輸出設備傳輸正常,然后再進行下一個區域的控制系統的接入,接入不能影響正常的生產進行,確保安全可靠。
5.5 平臺搭建
依托公司現有信息化網絡配置覆蓋鐵區原料區域的數據采集網絡。在鐵前區域分區域設立采集站,設置采集接口機。各站點分別新增一臺信息化交換機,根據現場網絡情況敷設線纜與信息化主干網絡連接,實時采集現場數據及設備工藝狀態。整個網絡擴容施工主要以室內布線為主,軟、硬件平臺搭建主要包括:
(1)設備通過串口、并口、RJ45網口、USB等數據接口連接至數據采集計算機;(2)架設數據采集、服務應用和PI實時數據庫服務器,PI數據服務器采取雙機熱備策略;(3)數據采集計算機根據物理位置的不同接入不同的數據采集接口機,根據現場情況架設交換機、網線等設備;(4)服務器采用Windows Server 2012操作系統,數據庫采用ORACLE 11G;(5)對公司現有PI實時數據庫進行版本升級。
5.6 數據采集系統
質量處實驗室需要對煤、焦炭、焦化產品、粉、金屬礦石合金及產成品等進行多項質檢,涉及多種不同型號設備的數據采集,建設工作具有較高的復雜性。
5.6.1 采集范圍
目前,安陽鋼鐵集團公司的生產用含鐵物料分類主要為球團、塊礦、勻礦及各單品種礦等。這些生產物料均來自第一、第二原料場的翻車機系統。來自翻車機的球團、塊礦,經過各級皮帶運輸至高爐系統;各單品種礦經過一次料場堆放,二次料場混勻,或直接經二次料場堆放,取至八大罐混料,再經過各級皮帶運輸至各臺燒結機系統,燒結機產出燒結礦后經過皮帶運輸至各高爐系統。
在以上的生產工藝過程中,涉及到的生產設備種類有上千種幾萬臺套,涉及到運輸部及煉鐵兩個分廠三個區域,而且各生產部門的生產基礎自動化程度不同,涉及的設備有手動控制、半自動控制、全自動控制,涉及到的生產控制系統種類有西門子系統、施耐德系統、其他專有小系統。
5.6.2 通訊方式
根據設備類型,采用OPC或MODBUS實現采集不同設備實時數據并上傳數據庫服務器功能。設備通訊架構如圖2所示。

圖2 設備通訊架構
5.7 PI實時數據庫系統開發
鐵前生產物流管理系統的實時數據庫系統開發基于實時數據庫平臺和關系數據庫平臺。實時數據庫系統在生產控制系統和管理信息系統之間起著一個數據橋梁的作用。該系統具備很強的數據實時性和完整性能力,同時支持歷史數據處理分析、過程優化、先進控制、專家系統和其它復雜的計算功能。
由于生產過程實時信息系統與生產控制系統相連,項目在設計、實施和投用的各個階段都將確保生產系統的安全運行。因此,該系統具有很高的運行安全性、數據安全性、技術先進性、運行經濟性、可擴充性、開放性和平滑升級性等特點。
5.8 PI實時畫面開發
根據管理需求,基于PI實時數據庫開發鐵前物料生產流程畫面和報表。總監控畫面可按品種或按高爐進行劃分,包含從原料配料、輸送和消耗所有工序流程的畫面和報表。畫面的繪制參考現場工藝畫面,兼顧管理崗位和生產崗位的不同需求,重點突出。畫面展示了配料信息、皮帶運行狀態信號、皮帶走向、皮帶秤數據、下料信息和設備工藝參數。
5.8.1 畫面開發流程
PI實時畫面的開發步驟如下:
(1)需求分析,收集料線走向和畫面需要顯示的變量。
(2)按照品種和高爐的不同劃分,進行料線的匯總和確認。
(3)核對設備點號和皮帶秤信息。
(4)按照工藝流程和料線匯總走向,使用PI ProcessBook軟件制作靜態畫面。
(5)數據冗余服務器上制作Citect工控畫面,配置冗余通訊,采集13套PLC中的現場數據。
(6)PI接口機進行配置,采集數據服務器上Citect工控畫面中的數據到PI服務器。
(7)根據PI服務器采集的數據,定義畫面變量。
(8)畫面連接PI服務器中設備狀態和故障顯示的相應變量。
5.8.2 主要監控畫面
(1)按高爐劃分。登錄安鋼鐵前生產物流管理系統,點擊系統界面左側導航欄的按高爐劃分,分為1#高爐系統、2#高爐系統、3#高爐系統。其中3#高爐系統的礦石焦炭上料系統畫面如圖3所示。
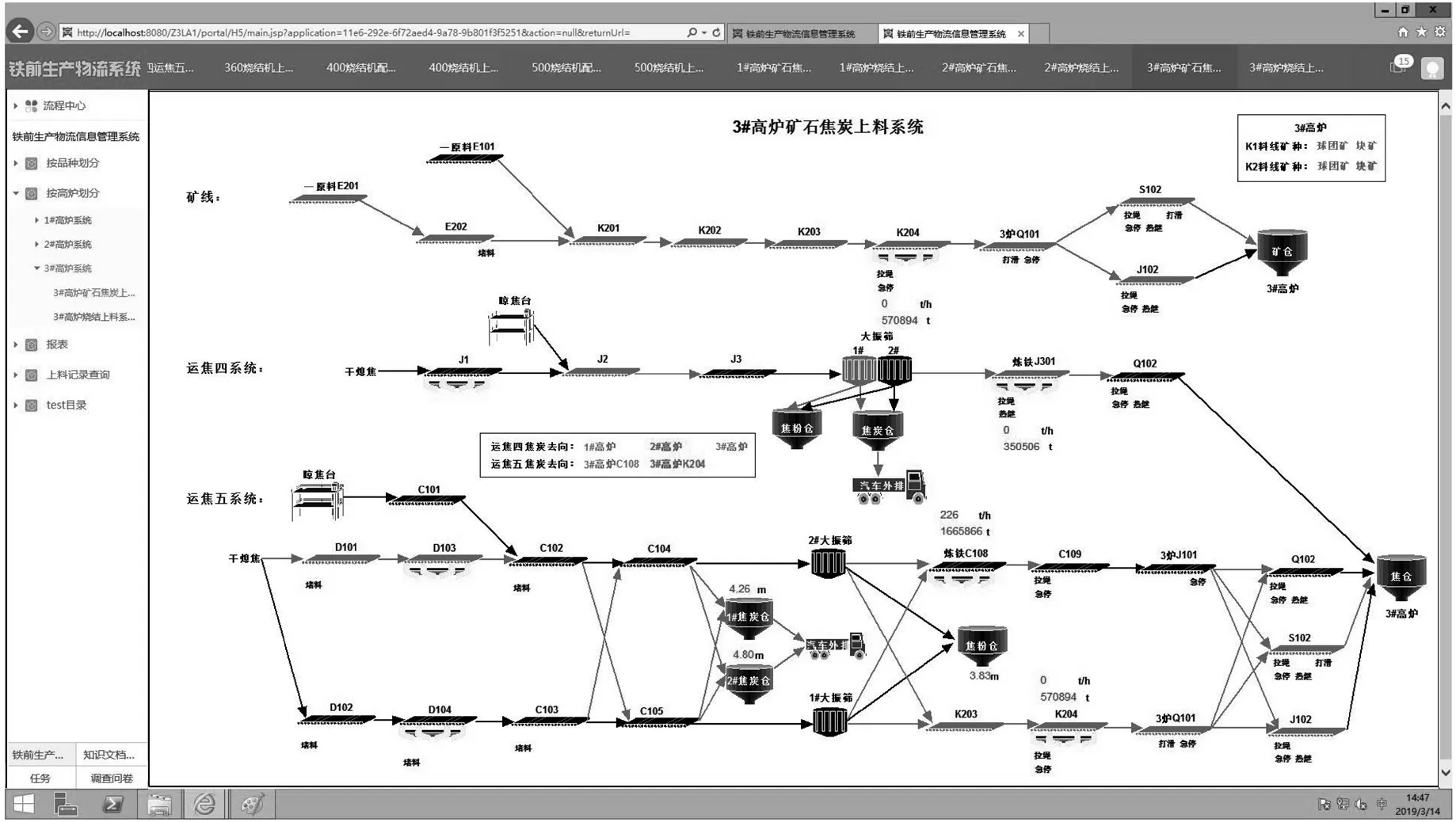
圖3 3#高爐礦石焦炭上料系統畫面
(2)按品種劃分。登錄安鋼鐵前生產物流管理系統,點擊系統界面左側導航欄的按品種劃分,分為礦石系統、焦炭系統、燒結系統。
5.9 數據發布
實時畫面和生產數據,生產工藝日報表的生成和打印,根據業務需求,均可以進行網絡數據發布。采用BS架構,通過瀏覽器實現數據的查詢、指令錄入和畫面查看等功能。
系統采用基于Silverlight 5.0的開發技術,使用C#作為開發語言,Visual Studio 2010作為開發平臺,采用B/S結構,具有軟件部署快捷、便于維護等優點。
6 應用效果
安鋼鐵前生產物流管理系統已穩定投運三年,該系統將信息化、自動化技術相結合,實現了崗位集中操作和物料信息、重量信息的實時采集記錄,有效地增強了原燃料物流的可控性,報表系統的自動生成杜絕了人工操作的弊端。通過信息化手段達到實時數據準確共享,改變現有的工作模式和管理方式,使整個供料過程可追溯,實現了減員增效,改善了工作環境,提升了工作效率和管理水平,為公司創效做出了積極的貢獻。
7 結語
安鋼鐵前生產物流管理系統投運以來,技術先進,信息共享,操作簡便,運行穩定可靠,為公司“兩化”融合起到了極大的推動作用,帶來了巨大的經濟效益和社會效益,在同行業中處于領先水平,具有廣闊的市場推廣前景。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
物流技術與應用(2019年8期)2019-09-04 03:29:56
汽車觀察(2018年12期)2018-12-26 01:05:44
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
工業設計(2016年12期)2016-04-16 02:52:00
現代企業(2015年2期)2015-02-28 18:45:09
消費者報道(2014年7期)2014-07-31 11:23:57
