碳纖維層合板結(jié)構(gòu)損傷區(qū)域機(jī)器人打磨去除工藝研究
2022-10-25 07:13:02梁中福
合成纖維工業(yè) 2022年5期
梁中福,靳 凱
(1.中車青島四方機(jī)車車輛股份有限公司, 山東 青島,266000;2.中國(guó)海洋大學(xué),山東 青島,266000)
碳纖維復(fù)合材料是一種先進(jìn)高強(qiáng)度復(fù)合材料,具有力學(xué)性能優(yōu)異,耐腐蝕性能好,可設(shè)計(jì)性強(qiáng)等優(yōu)點(diǎn),廣泛應(yīng)用于輕量化裝備、航空航天等領(lǐng)域[1-2],如在飛機(jī)制造領(lǐng)域,碳纖維復(fù)合材料通過(guò)真空熱壓成型或者模壓成型制成層合板可應(yīng)用于飛機(jī)的蒙皮和一些內(nèi)部結(jié)構(gòu)。但是在制造和使用碳纖維層合板的過(guò)程中,層合板難免會(huì)受到損傷,如表面劃痕、裂紋、凹坑孔洞等[3-4],這些缺陷的存在會(huì)嚴(yán)重降低層合板的承載能力,需要對(duì)其表面進(jìn)行打磨去除損傷區(qū)域再通過(guò)修復(fù)后繼續(xù)使用,因此碳纖維層合板的損傷去除工藝及性能修復(fù)成為近年來(lái)國(guó)內(nèi)外的研究熱點(diǎn)。
目前碳纖維復(fù)合材料構(gòu)件損傷部位的打磨主要采用手工打磨,打磨精度控制難度較大,易導(dǎo)致表面打磨不均勻,且勞動(dòng)強(qiáng)度大、粉塵對(duì)人體危害大[5-8]。近年來(lái),隨著工業(yè)機(jī)器人的發(fā)展,越來(lái)越多的研究人員將目光轉(zhuǎn)到由工業(yè)機(jī)器人主導(dǎo)的自動(dòng)打磨系統(tǒng)。機(jī)器人打磨代替手工打磨可使碳纖維層合板表面粗糙度得到極大的降低,在磨削過(guò)程中,設(shè)計(jì)出合適的打磨軌跡不僅可以提高加工質(zhì)量,而且可以極大地提高加工效率[9-10]。張輝等[11]研究了機(jī)器人打磨對(duì)用碳纖維復(fù)合材料構(gòu)件表面質(zhì)量的影響因素,并利用多元線性回歸方法建立了表面粗糙度與打磨正壓力、進(jìn)給速度、打磨氣壓關(guān)系的預(yù)測(cè)模型。曾國(guó)強(qiáng)等[12]通過(guò)控制單因素設(shè)計(jì)正交試驗(yàn),探究了工業(yè)機(jī)器人連接打磨頭的磨頭轉(zhuǎn)速、機(jī)器人進(jìn)給速度、打磨壓力、砂紙目數(shù)等對(duì)碳纖維層合板外表面粗糙度的影響,得到在某些情況下較為合適的打磨參數(shù)。
碳纖維層合板的表面粗糙度對(duì)膠接修復(fù)有很大影響,雖然適當(dāng)表面粗化可以提高膠接強(qiáng)度,但粗糙度若超過(guò)一定范圍,則表面不能被很好的浸潤(rùn)且碳纖維絲易損傷,凹坑殘留空氣也會(huì)影響膠接[13-14]。作者應(yīng)用工業(yè)機(jī)器人對(duì)碳纖維層合板表面進(jìn)行打磨,研究了打磨方向、磨頭轉(zhuǎn)速、打磨頭金剛砂目數(shù)對(duì)層合板表面粗糙度的影響,并探索了打磨軌跡對(duì)修復(fù)后碳纖維層合板力學(xué)性能的影響。
1 實(shí)驗(yàn)
1.1 主要材料及設(shè)備
T700單向碳纖維環(huán)氧預(yù)浸料:厚度0.125 mm,12 K,日本東麗公司產(chǎn)。
ACR-3熱補(bǔ)儀:美國(guó)BriskHeat公司制;FANUC六軸工業(yè)機(jī)器人:配置40,80,120,240目金剛砂圓柱形打磨頭,日本FANUC株式會(huì)社制;萬(wàn)能拉伸試驗(yàn)機(jī):新三思試驗(yàn)設(shè)備公司產(chǎn);VK-X250激光共聚焦顯微鏡:日本Keyence公司制。
1.2 碳纖維層合板的制備
將碳纖維層合板預(yù)浸料鋪貼尺寸剪裁成240 mm × 220 mm,選擇兩種鋪貼方式,分別為32層全0°鋪層,32層[0°/90°]16s鋪層。按照預(yù)浸料固化工藝參數(shù)選用真空熱壓法固化碳纖維層合板,如圖1所示。
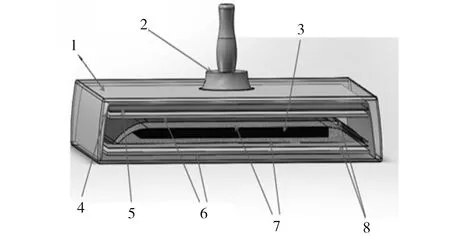
圖1 碳纖維層合板固化模型示意
將固化后碳纖維層合板按照GB/T 3354—2014《定向纖維增強(qiáng)塑料拉伸性能試驗(yàn)方法》進(jìn)行試樣尺寸設(shè)計(jì),工作段95 mm,夾持段25 mm,制得試樣總長(zhǎng)185 mm,寬度20 mm,并規(guī)定鋪層長(zhǎng)邊為0°方向,短邊為90°方向。制樣尺寸示意如圖2所示。
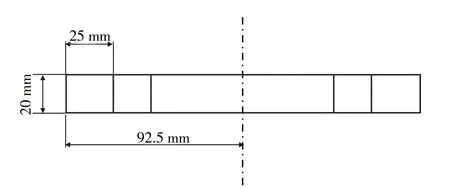
圖2 碳纖維層合板制樣尺寸示意
1.3 打磨工藝設(shè)計(jì)
工業(yè)機(jī)器人通過(guò)機(jī)械臂與金剛砂打磨頭結(jié)合,對(duì)打磨軌跡編程后進(jìn)行自動(dòng)化打磨。為探索打磨表面粗糙度與打磨頭金剛砂目數(shù)、磨頭轉(zhuǎn)速及打磨階梯數(shù)之間的關(guān)系,設(shè)計(jì)不同的打磨參數(shù),來(lái)探究工業(yè)機(jī)器人對(duì)0°鋪層的碳纖層合板進(jìn)行自動(dòng)化打磨的可行性和較佳工藝。
設(shè)計(jì)打磨頭金剛砂目數(shù)分別為40,80,120,240,主軸磨頭轉(zhuǎn)速分別為1 500,2 250,3 000,3 750 r/min,見(jiàn)表1。
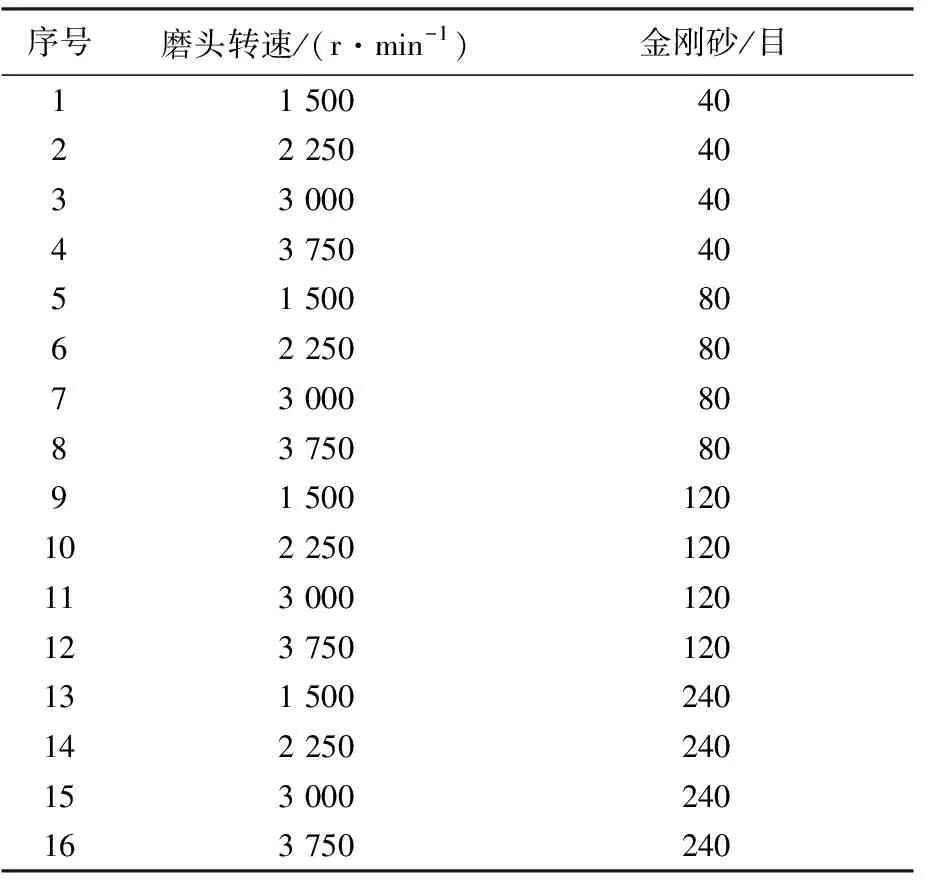
表1 打磨參數(shù)設(shè)計(jì)
打磨方向按垂直纖維方向和平行纖維方向設(shè)計(jì),見(jiàn)圖3。
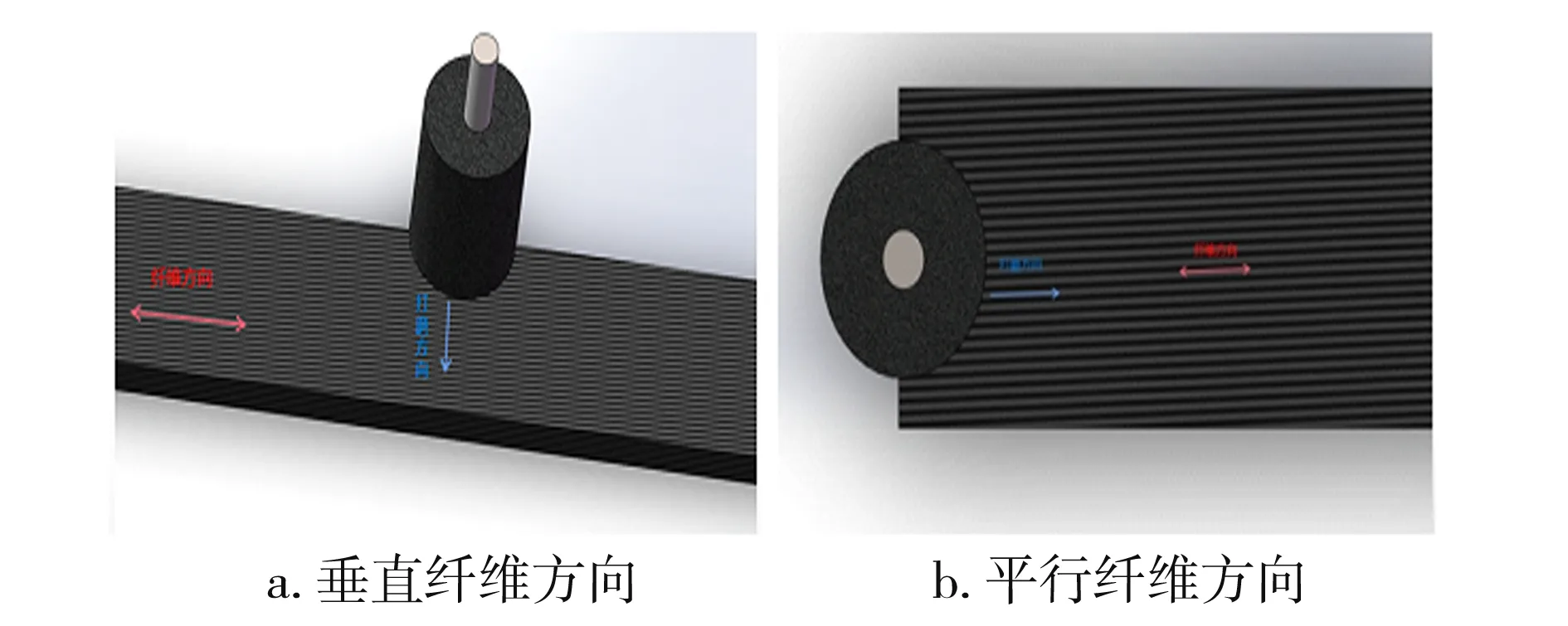
圖3 打磨方向示意
打磨階梯數(shù)設(shè)計(jì)為四階梯與八階梯。四階梯的形貌為中間部分最低,往兩側(cè)逐漸抬高呈階梯狀,試樣尺寸厚度為4 mm,中間最低處打磨至2 mm,然后以10 mm為一個(gè)階梯平臺(tái)寬度,0.5 mm為階梯高度,形成四階梯打磨形貌設(shè)計(jì)。四階梯打磨形貌及打磨軌跡見(jiàn)圖4。

圖4 四階梯打磨形貌與打磨軌跡
八階梯打磨形貌與四階梯類似,同樣是最低處打磨至2 mm,以5 mm作為一個(gè)階梯平臺(tái)寬度,階梯高度為0.25 mm。八階梯打磨形貌及打磨軌跡見(jiàn)圖5。
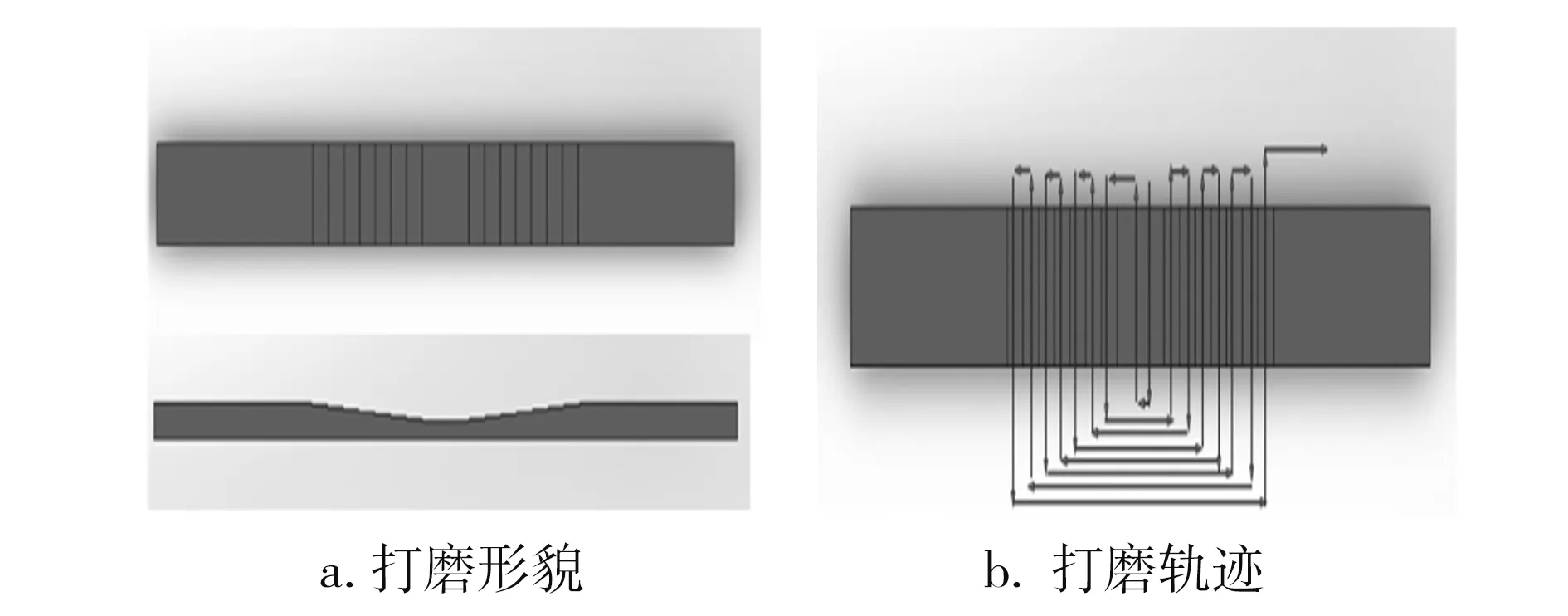
圖5 八階梯打磨形貌與打磨軌跡
1.4 分析與測(cè)試
表面粗糙度:采用激光共聚焦顯微鏡分析打磨粗糙度。從取樣處的中心點(diǎn)向外以100,200,300,400,500 μm為半徑劃同心圓,5個(gè)同心圓粗糙度的均值即為該取樣處的表面粗糙度,見(jiàn)圖6。

圖6 表面粗糙度測(cè)試取樣示意
拉伸性能:按照GB/T 3354—2014《定向纖維增強(qiáng)塑料拉伸性能試驗(yàn)方法》對(duì)試樣進(jìn)行拉伸性能測(cè)試。
2 結(jié)果與討論
2.1 打磨質(zhì)量
2.1.1 0°鋪層垂直纖維方向打磨質(zhì)量
從圖7可以看出:打磨頭金剛砂為40目或80目,磨頭轉(zhuǎn)速為2 250 r/min時(shí),碳纖維層合板的表面粗糙度最小,在1.7 μm左右,表面起伏較小;打磨頭金剛砂為120目,磨頭轉(zhuǎn)速為3 000 r/min時(shí),碳纖維層合板的表面粗糙度最小,在1.8 μm左右,表面起伏較小;打磨頭金剛砂為240目,磨頭轉(zhuǎn)速為3 000 r/min時(shí),碳纖維層合板的表面粗糙度最小,在1.3 μm左右,但磨頭轉(zhuǎn)速為1 500 r/min時(shí),該處的表面粗糙度很大,表面高低起伏嚴(yán)重,出現(xiàn)明顯缺陷,理論上磨頭金剛砂粒徑越細(xì)打磨粗糙度會(huì)越小,而此打磨條件下則出現(xiàn)明顯缺陷,其原因?yàn)榇怪庇诶w維方向打磨過(guò)程中,當(dāng)磨頭金剛砂粒徑太小,砂輪易被磨屑堵塞,所以在此轉(zhuǎn)速、進(jìn)給深度與推進(jìn)力的情況下,打磨質(zhì)量降低,行進(jìn)受阻,導(dǎo)致出現(xiàn)劃痕。
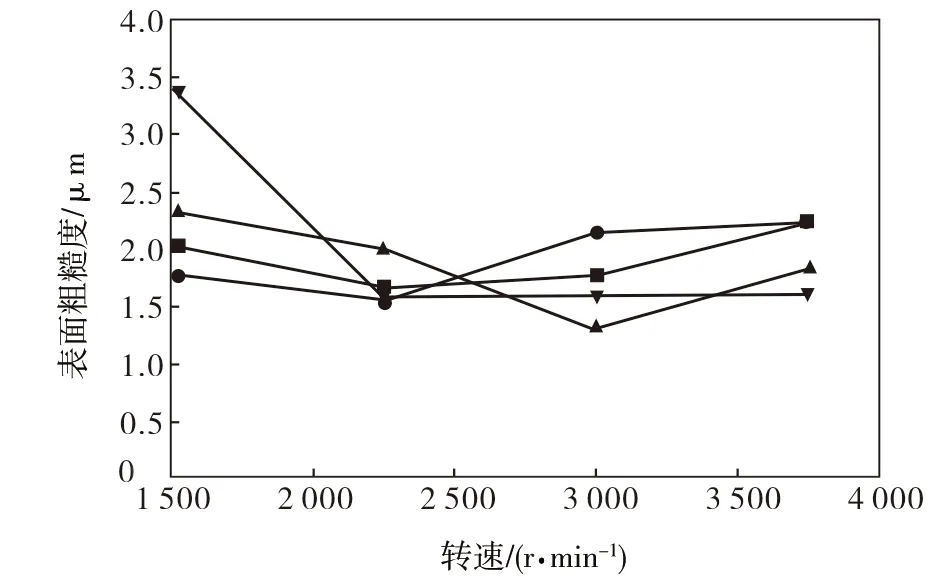
圖7 不同金剛砂及磨頭轉(zhuǎn)速下垂直纖維方向打磨時(shí)的表面粗糙度
實(shí)踐表明,打磨表面粗糙度控制在1.5~2.3 μm,層合板修復(fù)膠接強(qiáng)度更好,因此0°鋪層碳纖維層合板垂直纖維方向打磨時(shí),適宜的磨頭轉(zhuǎn)速應(yīng)控制在2 250 r/min與3 000 r/min,磨頭轉(zhuǎn)速較慢或較快都會(huì)使打磨質(zhì)量變差,這是因?yàn)榇蚰マD(zhuǎn)速低,磨頭磨削量小,會(huì)造成打磨質(zhì)量差;而磨頭轉(zhuǎn)速高,由于打磨頭與機(jī)械臂連接在一起,同時(shí)機(jī)械臂又存在一定的柔性,在打磨頭轉(zhuǎn)速很快的情況下,會(huì)引起機(jī)械臂的振動(dòng),造成磨頭打磨定位不準(zhǔn),影響打磨質(zhì)量。
2.1.2 0°鋪層平行纖維方向打磨質(zhì)量
從圖8可以看出:打磨頭金剛砂為40目或80目,磨頭轉(zhuǎn)速為2 250 r/min時(shí), 碳纖維層合板的表面粗糙度最小,在2.0 μm左右;打磨頭金剛砂為120目,磨頭轉(zhuǎn)速為3 000 r/min時(shí),碳纖維層合板的表面粗糙度最小,在2.0 μm左右;打磨頭金剛砂為240目,磨頭轉(zhuǎn)速為2 250 r/min時(shí),碳纖維層合板的表面粗糙度最小,在1.8 μm左右,未出現(xiàn)垂直纖維方向打磨、磨頭轉(zhuǎn)速為1 500 r/min時(shí),表面高低起伏嚴(yán)重,磨頭行進(jìn)不暢的情況,其原因是平行纖維方向打磨時(shí),行進(jìn)阻力較小,砂輪不易被磨屑堵塞。綜上分析,平行纖維方向打磨時(shí)的表面粗糙度變化趨勢(shì)與垂直纖維方向打磨時(shí)相似,適宜的磨頭轉(zhuǎn)速同樣為2 250 r/min和3 000 r/min,磨頭轉(zhuǎn)速較慢或較快都會(huì)使打磨質(zhì)量變差,但是可以明顯發(fā)現(xiàn)平行纖維方向打磨時(shí)的表面粗糙度更高,且表面粗糙度波動(dòng)更大,這是因?yàn)樵诖蚰ミ^(guò)程中,平行纖維方向打磨與垂直纖維方向打磨采用相同的推進(jìn)力,但平行纖維方向打磨時(shí),行進(jìn)方向所受阻力小于垂直纖維方向打磨,導(dǎo)致平行打磨行進(jìn)速度過(guò)快,磨削不充分,因而打磨質(zhì)量較低。
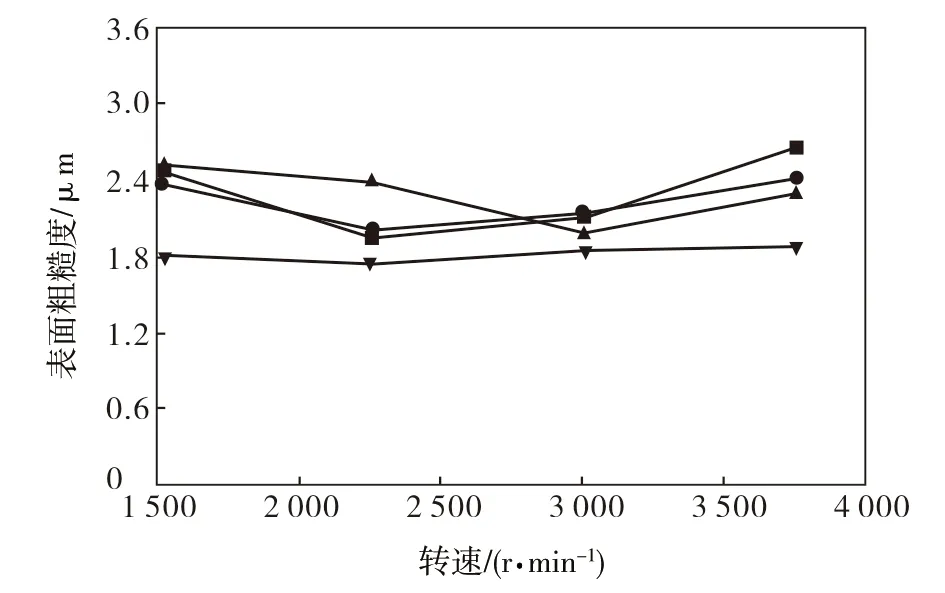
圖8 不同金剛砂及磨頭轉(zhuǎn)速下平行纖維方向打磨時(shí)的表面粗糙度
2.1.3 [0°/90°]16s鋪層打磨質(zhì)量
[0°/90°]16s鋪層碳纖維層合板打磨表面形貌及3D形貌見(jiàn)圖9所示。
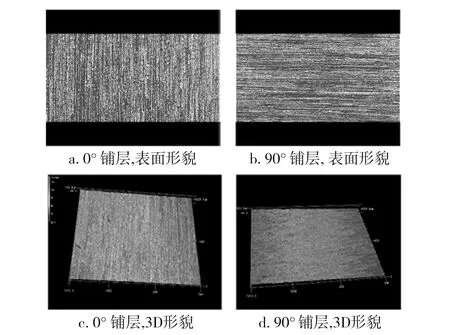
圖9 [0°/90°]16s鋪層打磨表面形貌及3D形貌
從圖9可以看出,打磨頭金剛砂為240目,磨頭轉(zhuǎn)速為2 250 r/min時(shí),0°鋪層垂直于纖維方向打磨后的表面粗糙度為1.7 μm,90°鋪層平行于纖維方向打磨后的表面粗糙度為1.8 μm,垂直纖維方向打磨略優(yōu)于平行纖維方向,且打磨質(zhì)量穩(wěn)定。因此,對(duì)于[0°/90°]16s鋪層碳纖維層合板,在了解層合板總厚度及鋪層方式、鋪層數(shù)量的情況下,通過(guò)計(jì)算出每個(gè)鋪層的深度位置,并借助于工業(yè)機(jī)器人的高精準(zhǔn)度,可控制打磨到需要的鋪層,這是工業(yè)碳纖維層合板去損的基礎(chǔ)。
2.2 力學(xué)性能
為了探究合適的打磨階梯工藝,采用與層合板相同的碳纖維預(yù)浸料固化工藝、修補(bǔ)工藝對(duì)四階梯和八階梯打磨后的0°鋪層、[0°/90°]16s鋪層碳纖維層合板進(jìn)行修補(bǔ),并對(duì)得到的層合板修補(bǔ)件進(jìn)行拉伸實(shí)驗(yàn)。
從圖10可以看出,四階梯和八階梯打磨后的0°鋪層碳纖維層合板修補(bǔ)件所能承受的最大載荷分別為35 kN、45 kN,四階梯和八階梯打磨后的[0°/90°]16s鋪層碳纖維層合板修補(bǔ)件所能承受的最大載荷分別為26 kN、31 kN。
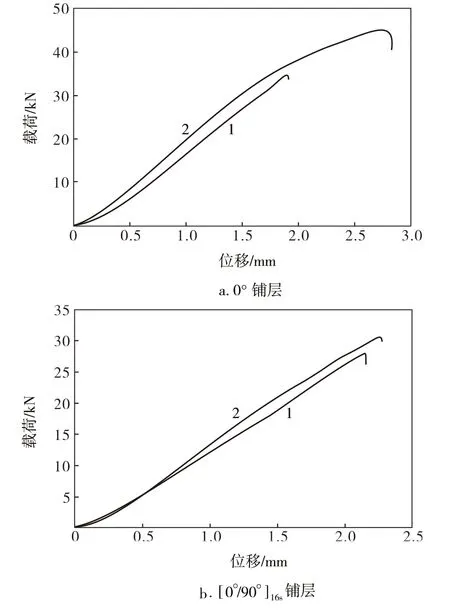
圖10 碳纖維層合板修補(bǔ)件的拉伸位移-載荷曲線
這說(shuō)明無(wú)論是0°鋪層還是[0°/90°]16s鋪層,八階梯打磨后的碳纖維層合板修補(bǔ)件的拉伸性能均比四階梯打磨更更加優(yōu)異。這是因?yàn)榘藢与A梯打磨修補(bǔ)相比于四層階梯打磨修補(bǔ),在相同搭接長(zhǎng)度時(shí),碳纖維補(bǔ)片與碳纖維基體搭接面積相同,而每個(gè)階梯碳纖維修補(bǔ)層厚度更小,碳纖維層間接觸面積有效增加;在受到拉伸載荷時(shí),八階梯修補(bǔ)能更好將各層碳纖維中受到應(yīng)力分散,直至應(yīng)力增大到碳纖維基體與補(bǔ)片發(fā)生破壞,此時(shí)補(bǔ)片與碳纖維分離,得到碳纖維修補(bǔ)試樣的最大載荷。故在碳纖維層合板的損傷去除工藝中,階梯狀打磨時(shí)可適當(dāng)增加階梯層數(shù),來(lái)提高修補(bǔ)后的構(gòu)件強(qiáng)度。
3 結(jié)論
a.在工業(yè)機(jī)器人機(jī)械臂使用相同的推進(jìn)力的情況下,0°鋪層碳纖維層合板垂直纖維方向打磨的質(zhì)量要優(yōu)于平行纖維方向打磨的質(zhì)量,適宜的磨頭轉(zhuǎn)速為2 250~3 000 r/min,此時(shí)表面粗糙度可控制在1.5~2.3 μm,修復(fù)膠接強(qiáng)度更好。
b.0°鋪層碳纖維層合板四階梯、八階梯打磨修補(bǔ)件所能承受的最大載荷分別為35 kN、45 kN;[0°/90°]16s鋪層碳纖維層合板四階梯、八階梯打磨修補(bǔ)件所能承受最大載荷分別為26 kN、31 kN。無(wú)論是0°鋪層還是[0°/90°]16s鋪層,八階梯打磨修補(bǔ)件的拉伸性能均比四階梯打磨修補(bǔ)件更加優(yōu)異,可通過(guò)適當(dāng)增加階梯數(shù)提高修補(bǔ)件力學(xué)性能。
c.對(duì)于[0°/90°]16s鋪層碳纖維層合板,在了解鋪層順序及具體厚度的情況下,使用工業(yè)機(jī)器人可精準(zhǔn)控制打磨到需要的鋪層面。
猜你喜歡
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2022年1期)2022-02-26 06:57:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年3期)2021-03-18 13:44:48
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
上海建材(2019年4期)2019-05-21 03:13:02
纖維復(fù)合材料(2018年4期)2018-04-28 08:45:28
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
纖維復(fù)合材料(2018年4期)2018-02-18 19:02:51
纖維復(fù)合材料(2018年4期)2018-02-18 19:02:51