激光錫球釬焊在總線板流水線中的應(yīng)用分析
2022-10-26 11:27:54劉春桂蔣維新閆繼豪唐曉明
科學(xué)技術(shù)創(chuàng)新 2022年29期
關(guān)鍵詞:檢測
劉春桂,蔣維新,閆繼豪,唐曉明
(常州博瑞電力自動(dòng)化設(shè)備有限公司,江蘇 常州 213025)
引言
總線板為雙面插裝板,經(jīng)過回流焊、波峰焊、和手工焊等主要生產(chǎn)環(huán)節(jié),工序較多且分散,各工序生產(chǎn)節(jié)拍存在較大差異,平均生產(chǎn)周期為一周。雙面插裝的設(shè)計(jì)結(jié)構(gòu)決定了34 芯端子無法通過波峰焊完成焊接,需要進(jìn)行手工焊接,效率低下,焊接質(zhì)量不穩(wěn)定,品質(zhì)管控難度大,影響產(chǎn)品整體可靠性,存在較大的質(zhì)量隱患。
針對(duì)目前存在的問題,本文先從提升34 芯端子引線焊點(diǎn)的品質(zhì)著手,通過試驗(yàn)分析,激光錫球釬焊方式填錫率較高,焊接效果較好,滿足品質(zhì)管控要求。進(jìn)而構(gòu)思出采用雙工位激光焊接34 芯端子,同時(shí)配備機(jī)械手實(shí)現(xiàn)上下料,再結(jié)合AOI 檢測,與現(xiàn)有流水線進(jìn)行無縫銜接的方案。整合分散的工序,形成了一條自動(dòng)化程度高且完整的流水線,避免了多余的周轉(zhuǎn),提升了工作效率,縮短了加工周期;雙工位激光焊接不僅可以提升34 芯端子的焊接效率,也可兼容焊接常規(guī)元器件,為后續(xù)產(chǎn)品的拓展留有一定的裕量。
1 34 芯端子焊點(diǎn)分析
1.1 手工焊點(diǎn)分析
34 芯端子屬于大熱熔元件,引線數(shù)量多,密度高,間距小。采用傳統(tǒng)的手工錫焊進(jìn)行焊接,熱功率補(bǔ)償不足,易出現(xiàn)大量焊接不良現(xiàn)象;若增加焊接時(shí)間,還容易對(duì)PCB 板和元器件本體造成熱損傷;操作過程中相鄰引線的焊點(diǎn)之間極易發(fā)生“橋連”,均增加了返修成本;整體焊接效率低、一致性差,且受人員技能與情緒等不可控因素影響。34 芯端子見圖1。

圖1 34 芯端子
1.1.1 焊接樣品
使用150 W 手工焊臺(tái)取代常規(guī)90 W 手工焊臺(tái)對(duì)34 芯端子進(jìn)行焊裝,單個(gè)耗時(shí)約160 s。B 面鍍覆孔孔壁和引線360°潤濕,鍍覆孔周圍滿足焊接要求,焊點(diǎn)表面飽滿圓潤。
1.1.2 樣品檢測
(1) 切片觀察
為了觀察34 芯端子引線焊點(diǎn)內(nèi)部焊接品質(zhì),在溫度:22.6℃、濕度:58%RH 的環(huán)境條件下,以IPC-TM-650 2.1.1F 測試標(biāo)準(zhǔn)為依據(jù),按標(biāo)準(zhǔn)方法處理樣品,經(jīng)研磨、拋光后,在金相顯微鏡Axiolab 5 下觀察并拍照。發(fā)現(xiàn)有的引線焊錫填充率較低,僅有42.2%,以及未熔合等不良現(xiàn)象[1],見圖2。
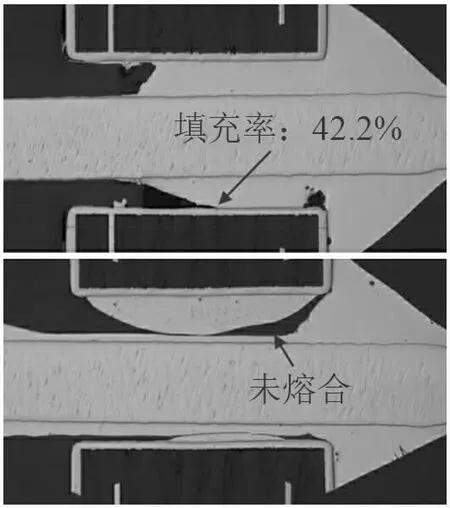
圖2 焊接不良現(xiàn)象
(2) IMC 層厚度測量
在溫度:22.6℃、濕度:58%RH 的環(huán)境條件下,以GB/T 16594-2008 標(biāo)準(zhǔn)為依據(jù),按標(biāo)準(zhǔn)方法處理樣品,經(jīng)研磨、拋光和腐蝕后,表面鍍Pt 20 s,按照標(biāo)準(zhǔn)作業(yè)流程放入場發(fā)射掃描電子顯微鏡[2]supra 55 樣品室中對(duì)測試位置進(jìn)行放大觀察和測量。隨機(jī)選取一個(gè)引線的焊點(diǎn),見表1 IMC 測試結(jié)果表。

表1 IMC測試結(jié)果表
由表1 可知,C 端IMC 層偏薄且不均勻,容易形成虛焊;P 端IMC 層偏厚且不均勻,會(huì)引起焊點(diǎn)中的微裂紋萌生,韌性和抗周期疲勞性下降。IMC 太薄或太厚都會(huì)降低焊點(diǎn)可靠性,故判定為不合格。
1.2 激光錫球釬焊焊點(diǎn)分析
激光錫球釬焊使用激光作為高效熱源,恒溫加熱錫球,高純氮?dú)庠阱a球融化的瞬間將其噴射到焊盤上,形成標(biāo)準(zhǔn)焊點(diǎn)。無錫珠飛濺、無錫渣生成、無助焊劑殘留,可免清洗;這種非接觸式加熱方式,只對(duì)局部加熱,避免了對(duì)周圍元件的熱損傷。
1.2.1 焊接樣品
選用激光波長900 nm ~1 200 nm,功率大于150 W,錫球直徑為1 500 um,焊接精度±0.05 mm,可焊接厚2.5 mm 內(nèi)的PCB 板,焊接一個(gè)34 芯端子耗時(shí)約17 s。焊接速度快,焊點(diǎn)飽滿,無氣孔,無橋連,焊接美觀,表面清潔,焊后無需處理。
1.2.2 樣品檢測
(1) X-RAY 檢查
X-RAY 透視成像技術(shù)已成為PCBA 檢測的重要手段之一,使得電子器件生產(chǎn)制造品質(zhì)檢測方式更加豐富。依據(jù)IPC-A-610H:2020 標(biāo)準(zhǔn),對(duì)樣品焊點(diǎn)進(jìn)行X-RAY 檢查,激光錫球釬焊焊點(diǎn)填錫率高,未發(fā)現(xiàn)明顯缺陷及不良,見圖3。

圖3 X-RAY 代表性照片
(2) 切片觀察
為了進(jìn)一步確認(rèn)激光錫球釬焊填錫率,參考IPC-TM-650 2.1.1F 測試標(biāo)準(zhǔn),取樣、固封、研磨、拋光、觀察。在金相顯微鏡下觀察并拍照,隨機(jī)選取34芯端子第18 和32 號(hào)的引線焊點(diǎn)進(jìn)行觀察,見圖4。插裝通孔填錫率大于90%,滿足透錫率超過75%的標(biāo)準(zhǔn)要求;焊點(diǎn)良品率大于98%,焊點(diǎn)內(nèi)部無氣孔,無未熔合現(xiàn)象,焊接質(zhì)量高。

圖4 第18、32 號(hào)引線焊點(diǎn)
(3) IMC 層厚度測量
參照GB/T 16594-2008 標(biāo)準(zhǔn),對(duì)樣品第18 和32號(hào)的引線焊點(diǎn)進(jìn)行IMC 層厚度測量。見表2 IMC 測試結(jié)果表。

表2 IMC 測試結(jié)果表
由表2 可知,激光錫球釬焊后有連續(xù)的IMC 層形成,厚度在0.7 nm~1.6 μm 之間,整體均勻,無太薄或太厚現(xiàn)象,焊接良好,良好的IMC 對(duì)焊接可靠性至關(guān)重要。
1.3 激光錫球釬焊小結(jié)
綜上所述,激光錫球釬焊相比于手工焊,在潤濕性、爬錫等有均顯著提升,焊接質(zhì)量高;定位精度高,可精確控制焊點(diǎn),相鄰焊點(diǎn)之間無橋連現(xiàn)象;熱影響區(qū)小,PCB 板變形小,也不會(huì)損傷周邊元件;微米級(jí)的焊接精度,可實(shí)現(xiàn)高精度點(diǎn)焊,極大地提高了焊點(diǎn)的疲勞壽命;通孔填錫率高,焊點(diǎn)可靠性高[3];IMC 層連續(xù)且均勻,厚度值滿足品控要求;無需助焊劑,焊點(diǎn)清潔度高,免二次清洗;焊接速度快,效率高,一致性好,擺脫了人員技能與情緒等不可控因素的影響,可有效縮短生產(chǎn)周期。
2 總線板流水線改造
2.1 目前總線板流水線介紹
現(xiàn)有總線板流水線僅能生產(chǎn)總線板半成品,收板后周轉(zhuǎn)至手工焊接區(qū),手工完成34 芯端子引線的焊接,再周轉(zhuǎn)至ICT 在線測試。其中,AOI 檢測位于波峰焊接爐之前,僅能對(duì)大部分元件進(jìn)行檢測,不能實(shí)現(xiàn)對(duì)整個(gè)總線板元件的檢測。目前該流水線不具備實(shí)現(xiàn)整個(gè)總線板的生產(chǎn)和測試,工序分散,自動(dòng)化集成度不高,效率低,不利于精益生產(chǎn),有較大的優(yōu)化空間。
2.2 總線板流水線優(yōu)化構(gòu)思
采用激光錫球釬焊取代手工焊接34 芯端子引線,使用6 軸機(jī)械臂抓取34 芯端子并插裝到總線板板上,通過激光釬焊雙工位完成焊接,取消原設(shè)置在波峰焊爐前的AOI 檢測,將AOI 檢測[4]集成到激光釬焊模組2 之后,可實(shí)現(xiàn)對(duì)整個(gè)總線板上所有元件進(jìn)行檢測,形成機(jī)械臂插裝+雙工位激光釬焊+AOI 檢測的非標(biāo)設(shè)計(jì)自動(dòng)化方案,見圖5。

圖5 34 芯端子自動(dòng)化焊接示意
2.3 優(yōu)化后總線板流水線介紹
將機(jī)械臂插裝+雙工位激光釬焊+AOI 檢測的非標(biāo)設(shè)計(jì)自動(dòng)化設(shè)備與現(xiàn)有總線板流水線進(jìn)行無縫銜接,可實(shí)現(xiàn)激光釬焊質(zhì)量在線監(jiān)測[5];再配合現(xiàn)有的ICT 在線測試設(shè)備[6],取消原設(shè)置在波峰焊爐前多余的AOI 檢測環(huán)節(jié),形成一個(gè)自動(dòng)化水平高且工序完整的總線板流水線,見圖6。裝焊完成后的總線板流經(jīng)AOI檢測和ICT 在線測試合格即可直接入庫,無需二次周轉(zhuǎn),生產(chǎn)效率高,加工周期明顯縮短。機(jī)械臂插裝+雙工位激光釬焊+AOI 檢測的非標(biāo)設(shè)計(jì)自動(dòng)化設(shè)備長x寬x 高約為2 500x1 500x2 000 (mm),設(shè)備尺寸緊湊,不占用過多生產(chǎn)區(qū)域,設(shè)備通用性強(qiáng),安裝靈活。

圖6 優(yōu)化后總線板生產(chǎn)流程示意
3 結(jié)論
(1) 本文使用激光錫球釬焊焊接總線板上的34芯端子引線,通過對(duì)焊點(diǎn)進(jìn)行外觀觀察、X-RAY 透視檢查、切片觀察以及IMC 層厚度測量,發(fā)現(xiàn)焊點(diǎn)表面飽滿美觀,焊點(diǎn)內(nèi)部無未熔合現(xiàn)象,焊點(diǎn)填錫率較高,IMC 層厚度適宜且整體均勻。可顯著提升34 芯端子引線焊點(diǎn)的品質(zhì),總線板的整體可靠性也隨之提高。
(2) 提出激光錫球釬焊自動(dòng)化與檢測系統(tǒng)配合的構(gòu)思,形成機(jī)械臂插裝+雙工位激光釬焊+AOI 檢測的非標(biāo)設(shè)計(jì)自動(dòng)化方案,以實(shí)現(xiàn)34 芯端子自動(dòng)化插裝、焊接和整個(gè)總線板元件的檢查。其中,設(shè)計(jì)雙工位激光釬焊,不僅可滿足目前總線板34 芯端子焊接需求,還留有充分的裕量,可滿足后期產(chǎn)品多樣化生產(chǎn)需求,通用性好,拓展性強(qiáng)。
(3) 將激光釬焊非標(biāo)設(shè)計(jì)自動(dòng)化設(shè)備和ICT 在線測試設(shè)備與目前總線板流水線進(jìn)行無縫銜接,升級(jí)成一條生產(chǎn)自動(dòng)化程度高的總線板流水線。實(shí)現(xiàn)了插裝、波峰焊、激光釬焊、AOI 檢測和ICT 在線測試一體化,生產(chǎn)效率提升明顯,有效縮短了生產(chǎn)周期,提升了總線板的整體品質(zhì),節(jié)能減排效果顯著,具備一定的社會(huì)經(jīng)濟(jì)應(yīng)用價(jià)值。
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
