密集烤房傾斜旋轉式裝煙機設計與試驗*
2022-10-27 04:02:20張小亮李生春鐘仁杰謝守勇劉軍劉凡一
中國農機化學報 2022年11期
張小亮,李生春,鐘仁杰,謝守勇,劉軍,劉凡一
(1. 西南大學工程技術學院,重慶市,400715; 2. 重慶市中煙工業有限責任公司黔江卷煙廠,重慶市,409000;3. 丘陵山區農業裝備重慶市重點實驗室,重慶市,400715)
0 引言
烤煙是我國重要的經濟作物之一,已形成模式化生產[1]。密集烤房烘烤具有裝煙量大,省工、節能,專業化烘烤程度高等特點[2-4]。在裝煙方式方面,浦秀平等[5-8]研究發現,以梳式煙夾夾持煙葉烘烤的效益較好,且編煙效率高。煙夾上炕是烤煙烘烤中一個非常重要的環節,但目前國內可用的機具很少,仍停留在人工裝煙,其勞動強度大,生產成本高,嚴重制約煙草產業機械化發展[9-13]。
國內外學者對密集烤房裝煙裝置進行了廣泛的研究,Long[14]研制出一種田間成熟鮮煙葉采收機械和與之配套的箱式裝煙設備,利用機械夾子把裝煙設備夾緊舉升并輸送進烤房,大大提高了煙葉從采摘到烘烤的機械化水平;彭才望等[15]設計了一種平行四邊形載煙裝置,煙夾位于左右兩懸臂上,液壓推桿使其一邊移動,實現煙夾傾斜并完成裝煙,但由于裝置過寬,存在與墻壁干涉的問題;謝守勇等[16]設計了一種載煙桿旋轉機構烤煙上炕裝置,采用長桿支撐煙夾,三個錐齒輪配合實現載煙桿傾倒并自轉90°,解決了烤煙上炕的問題;聶威等[17]設計發明了一種移動式煙夾舉升機,通過下立桿與中立桿的相對運動,實現煙夾的提升,但煙夾進入烤房和上過程中容易與墻面發生碰撞。董梅等[18]設計了一種煙夾抓取機構,氣缸驅動滑塊往復運動實現夾板的夾持部張開或夾持狀態,在煙夾水平方向實現裝卸,煙葉損失率低,但每次只能裝一桿煙,效率低,且容易掉煙。目前大部分裝煙機存在作業效率低,煙葉損傷嚴重,一層裝煙難等問題。
基于此,本文參照《烤煙烘烤技術規程(GB/T 23219—2008)》及鮮煙葉物理特性[19],提出了一種托舉式裝煙方法,設計了一種傾斜旋轉式裝煙機,確定了關鍵部件的結構參數,加工了物理樣機并進行裝煙試驗,以驗證設計的合理性及實現煙葉烘烤環節中“減工降本、提質增效”,為后續烤房裝煙機研制和優化提供參考。
1 整機結構與技術參數
本文研制的密集烤房傾斜旋轉式裝煙機主要由動力平臺、升降裝置、水平移動裝置、傾斜旋轉裝置組成,其中傾斜旋轉裝置由傾斜機構和旋轉機構組成,可一次性完成煙夾抓取、輸送、上炕等作業,結構如圖1所示。

圖1 裝煙機結構圖
作業時,將已編好煙的煙夾放至旋轉機構中的載煙板上,傾斜機構動作,使得右邊旋轉機構向前移動一定距離,煙夾傾斜;在裝煙機進入烤房時,水平移動裝置使得煙夾位于烤房正中,當裝煙機運動至裝煙位置,升降裝置動作,使得煙夾上升至烘烤架上方10 mm處,煙夾通過傾斜機構回移至水平位置,升降裝置下降20 mm,煙夾成功放至烘烤架上;旋轉機構動作,載煙桿繞豎直方向旋轉90°(自轉),傾斜旋轉裝置回落至動力平臺表面,載煙桿與煙葉脫離,整機退出烤房,裝煙完成。其中在第1層裝煙時,旋轉機構先驅動載煙桿自轉90°,再向水平方向傾倒90°(公轉),此時傾斜旋轉裝置位于煙葉下方,裝煙機退出時與煙葉無干涉。
2 關鍵部件設計
2.1 升降裝置
2.1.1 結構設計
升降裝置是由第一級鏈輪鏈條提升機構和第二級液壓油缸舉升機構組成,實現煙夾沿豎直方向上下移動,使其到達各層烘烤架,其主要由底座、鏈條、門架、油缸等組成,具體結構如圖2所示。
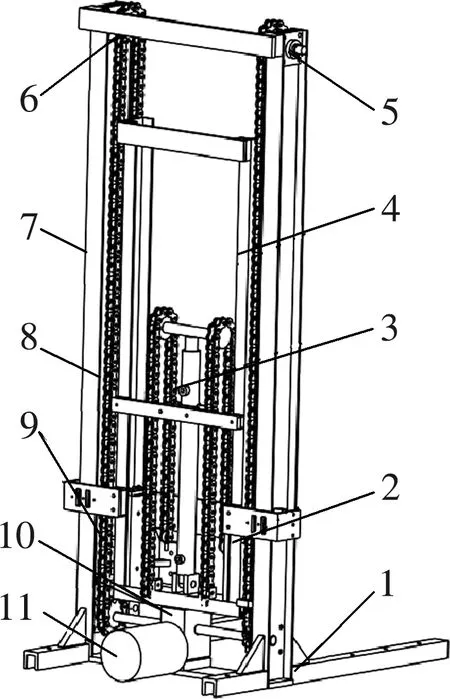
圖2 升降裝置結構示意圖
鏈輪鏈條提升機構由直流無刷電機、蝸輪蝸桿減速器、鏈輪、鏈條、門架等組成,可提升高度1.2 m,蝸輪蝸桿減速器實現鏈輪自鎖,保證煙夾穩定保持某一高度;液壓油缸舉升機構由油缸、動力單元、鏈條、U型架及滑動機構組成,舉升0.5 m,滑動機構通過滾動軸承沿U型架移動,摩擦小且定位精度高,結構如圖3所示,兩級升降裝置之間通過4個軸承限位機構連接,保證鏈輪鏈條提升機構提升作業時,油缸舉升機構保持穩定且不偏移。

圖3 滑動機構示意圖
2.1.2 機構分析及參數確定
為確定升降裝置結構參數,對升降裝置進行機構分析,其機構簡圖如圖4(a)所示,GZSM-06-02型密集烤房長為8 m,寬為2.7 m,高為3.2 m,其裝煙示意圖如圖4(b)所示,其第一層烘烤架高h1為1 300 mm,第三層高h2為2 900 mm,烤房內高h3為3 300 mm,烤房單倉寬度為1 270 mm,煙夾與煙尖之間最大距離g為780 mm,煙尖與地面之間距離為520 mm,梳式煙夾長度為1 320 mm,寬度為115 mm。
根據鮮煙葉烘烤技術要求以及裝煙機作業時與烤房無干涉,其裝煙機各桿件需滿足
(1)
裝煙高度需滿足
(2)
兩級升降裝置本身結構需滿足
(3)
式中:lAB——門架高度,mm;
lCD——U型架長度,mm;
c——載煙桿長度,mm;
e——水平移動裝置距動力平臺端面長度,mm;
i——小車高度,260 mm;
x——油缸行程,mm;
y——鏈條移動距離,mm。
其中lAB=585+y,將已知數據代入式(1)、式(2)和式(3),可得鏈條移動距離y=1 495 mm,油缸行程x=500 mm,門架高度lAB=1 858 mm,U型架長度lCD=1 330 mm,載煙桿長度c=650 mm,水平移動裝置距動力平臺端面長度e=153 mm。

(a) 升降裝置動力學分析 (b) 密集烤房裝煙示意圖
按烤煙烘烤環節效益與成本要求,舉升作業平均所需時間為10 s,鏈條移動距離y=1 495 mm,垂直方向平均移動速度v=0.19 m/s,載煙時,油缸舉升機構、水平移動機構、傾斜裝置、旋轉裝置及鮮煙葉煙夾總重150 kg,故所需拉力F1=F2=750 N,其離心力引起的拉力FC和懸垂力Ff忽略不計,故拉力F1等于緊邊拉力,鏈條許用安全系數n=4~8,即F許=0.75×8=6 kN,故選用10A鏈條,抗拉載荷為21.8 kN,節距P=15.875,滾筒最大外徑d1=10.16。
鏈的平均速度[20]
(4)
鏈輪分度圓直徑d、齒頂圓直徑da為
(5)
考慮到鏈輪鏈條傳動存在振動,故鏈輪齒數選擇大一些,z=15,將數據代入式(4)、式(5)得鏈輪轉速n=39 r/min,鏈輪分度圓直徑d=90 mm、齒頂圓直徑da=102 mm,滿足安裝尺寸。為了滿足升降裝置在舉升過程中穩定和自鎖功能,減速器選擇NRV50蝸輪蝸桿減速器,減速比為90,其電機輸入轉速為3 000 r/min,功率為1 kW。
2.2 水平移動裝置
2.2.1 結構設計
考慮到煙夾在運輸和升降過程中與墻面、門架及烘烤架的干涉,提出了一種水平移動裝置,由絲桿螺母機構、光軸滑塊機構、載物板、貨叉等組成,如圖5所示。
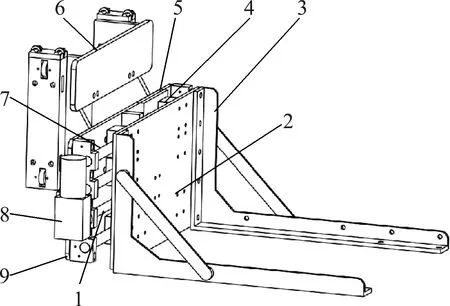
圖5 水平移動裝置示意圖
作業時,電機將動力輸出,經絲桿螺母機構,載物板和貨叉在螺母的帶動下沿光軸滑動,使得煙夾移動,保證煙夾處于烤房正中,避免與墻面等干涉,上部光軸因承受較大剪切力,采用“2+1”布置方式,即絲桿螺母機構上方布置兩根光軸、下方布置一根,避免上部因巨大剪切力而變形,選用直徑20 mm鍍鉻硬軸,光軸固定座采用整體式設計和三段式安裝,通過螺栓與水平裝置連接板連接,有效解決因懸臂載物方式引起板件變形問題。
2.2.2 參數確定
考慮到煙夾在前進方向具有一定速度,故煙夾左右移動速度不易過小,以免運動中與門架或墻面碰撞,移動速度選為100 mm/s,所選擇的絲桿直徑為16 mm,導程為10 mm,此時驅動電機為440 r/min,額定扭矩為1.2 N·s。由于貨叉采用懸臂梁式,水平段受彎矩和剪力,垂直段受彎矩和剪力,最大彎矩在懸臂根部,此截面的最大正應力[21]
(6)
叉尖的撓度
(7)
式中:P——貨叉的計算載荷,N;
DH——載荷中心距,mm;
W——抗彎截面模量,W=d2b/6,mm3;
F——貨叉垂直段截面積,F=bd,mm2;
[σ]——40Cr鋼許用應力;
Q——載物重力,N;
K1——動載荷系數,1.2;
K2——偏載系數,1.3;
E——40Cr鋼彈性模量,E=205.8×105N/cm2;
I——貨叉截面慣性距,I=a3b/12。
其中端面尺寸為d×b=6 mm×230 mm,DH為300 mm,Q為1 300 N,40Cr鋼的屈服強度σa為539 MPa,[σ]=σa/1.7=317.06,將以上數據代入式(6)和(7)中,得σmax=221.12 MPa<[σ],fE=0.6 cm<[fE],所設計貨叉滿足強度和剛度條件。
2.3 傾斜旋轉裝置
2.3.1 結構設計
針對密集烤房與煙夾結構特點,設計了由錐齒輪組、載煙桿、直線滑軌機構等組成的傾斜旋轉裝置,如圖6所示。

圖6 傾斜旋轉裝置結構示意圖
作業時,副電機驅動轉軸旋轉,使主、從動錐齒輪等構成的旋轉機構動作,如圖7所示,聯軸器帶動載煙桿繞豎直方向自轉90°,保證裝完煙后,傾斜旋轉裝置在下降過程中對煙葉無刮傷;主電機驅動空心軸旋轉,帶動槽型保持架繞錐齒輪殼體旋轉,使得載煙桿公轉90°,載煙桿傾倒處于水平,傾斜旋轉裝置位于煙葉下部,整機順利退出烤房。旋轉機構與滑塊連接,在直線導軌上移動,實現煙夾傾斜,如圖8所示。

圖7 旋轉機構結構
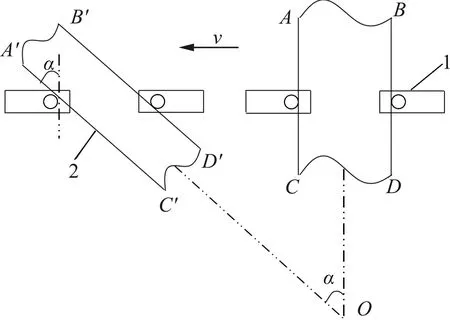
圖8 煙夾傾斜分析圖
考慮到載煙過程中,煙夾保持穩定且不脫落,采用蝸輪蝸桿減速器鎖住槽型保持架,并通過回正限位擋板進行固定,裝置初始位置均有相應接近開關確定。載煙桿采用T形和L形布置方案,將中間兩載煙桿合成T形,兩端采用L形,在載煙質量和數量(3桿煙)不變的情況下,載煙桿和旋轉機構由12個變為8個,大大減輕裝置質量和體積,載煙桿選用空心圓管,降低旋轉過程中對煙葉的損傷。主、副電機安裝靠近水平移動裝置,且副電機輸出軸中心線與蝸輪蝸桿減速器輸出軸中心線為同一直線。
2.3.2 參數確定
結合傾斜旋轉裝置工作狀態,為保證左右兩側載煙桿在傾倒和回正過程中無干涉,其聯軸器兩軸線距離d2滿足
(8)
式中:d0——煙夾之間距離,mm;
D1——載煙桿直徑,mm;
d2——載煙桿與錐齒輪連接軸兩軸線距離,mm。
已知d0取值范圍為30~60 mm,D1為固定值20 mm,代入式(8)可得d2取值范圍為10~20 mm,為避免煙桿對煙葉的損傷,d2取值13 mm,則聯軸器寬度取28 mm,長度取40 mm。
以主、從動錐齒輪總體積最小為優化目標,以錐齒輪強度、應滿足最小齒數及最小模數等條件作為約束函數,利用Matlab中的遺傳算法設計錐齒輪[22],得在從動錐齒輪轉速為25 r/min、齒數比為1、主動錐齒輪傳遞扭為0.3 N·m、軸交角為90°時的錐齒輪相關參數,此時模數為1.5,齒數z1為20,齒寬為9 mm,由此求出錐齒輪組殼體內寬為58 mm,殼體上端面到轉軸軸線距離為25 mm。
為保證煙夾能進入烤房,煙夾需傾斜一定的角度,在電動推桿的作用下,AB端以水平速度ν勻速前進,并繞O旋轉(載煙板與煙夾另一端在O點處相對固定),一段時間后運動至A′B′C′D′處,此時煙夾水平距離小于1 270 mm。
為保證烘烤架上的煙夾之間距離相等,故直線導軌長度與旋轉機構安裝板長度相等,旋轉機構安裝板與滑塊安裝位置需滿足
(9)
式中:b2——烤房內左右兩烘烤架端面之間距離,mm;
l0——煙夾長度,mm;
l1——滑塊距旋轉機構安裝板端面距離,mm;
l2——煙夾水平移動距離,mm;
d——右旋轉機構安裝板之間距離,mm;
α——煙夾傾斜角度,(°)。
將已知條件代入式(9),得α≥22.5°,為有較好的裝煙效果,α取23°,l1為326 mm。
2.4 控制系統設計
針對密集烤房可傾斜式裝煙機連續作業特點,裝煙機各驅動電機和液壓油缸根據PLC信號控制啟停,控制系統包括硬件和軟件兩部分。硬件主要由PLC控制器、限位開關、接近開關、直流電機、繼電器等組成,如圖9所示。
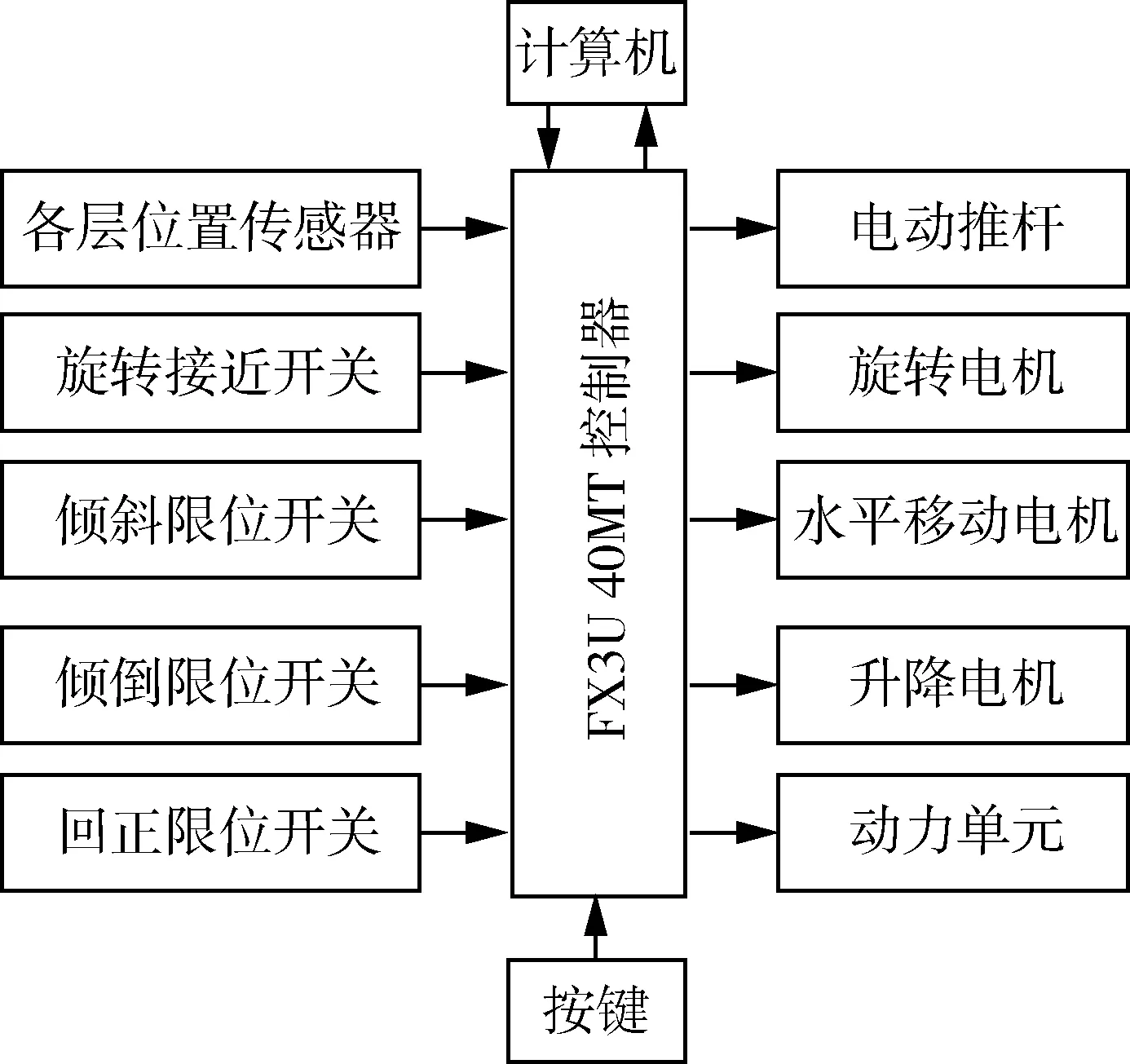
圖9 控制系統硬件組成
根據裝煙機中電機的數量結合作業需要,選用FX3U40MT型6軸PLC控制器;LJ12A3-2-Z/BX型常開接近開關,檢測距離4 mm;5840-31ZY型直流減速電機,轉速12 r/min;5D300GN-CC型直流電機,轉速1 800 r/min;BM1418ZXF型永磁直流電動機,電壓48 V;EDA60型電動推桿,速度60 mm/s。
采用編程軟件GX Works2根據裝煙機工作原理及各裝置的作業順序編寫控制系統程序,實現對裝煙過程的控制,控制程序流程如圖10所示。
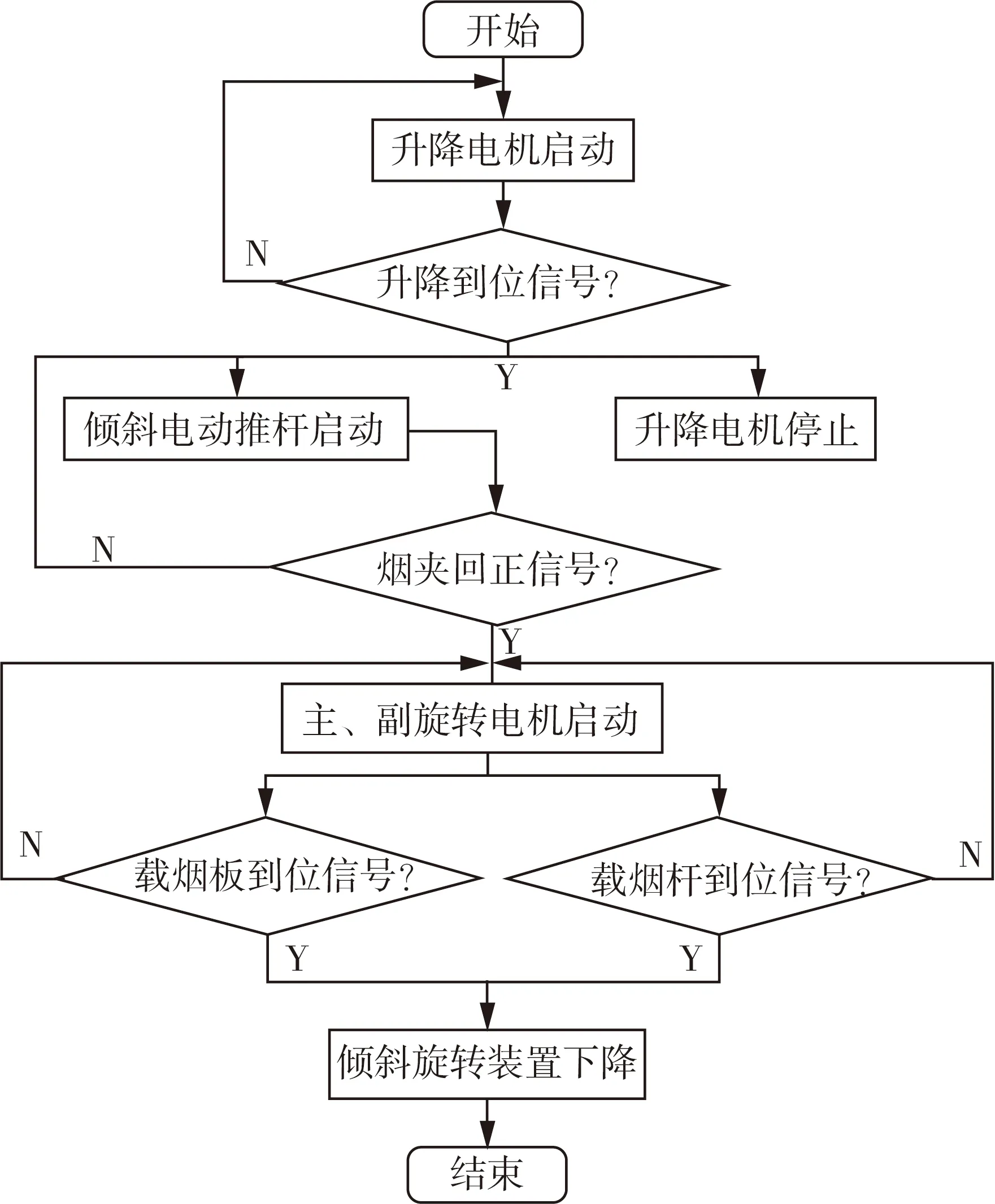
圖10 控制程序流程圖
3 裝煙試驗
2021年8月24日進行樣機烤房裝煙試驗,烤房為GZSM-06-02型臥式密集烤房,梳式煙夾規格為長1 320 mm×115 mm,試驗煙葉為云煙87,編煙后煙夾平均重量為14 kg,腰葉平均長度為780 mm,煙夾兩側煙葉寬度為254 mm。為驗證傾斜旋轉式裝煙機的作業效果,采用本課題組研制的第一代往復移動式裝煙機進行裝煙對比試驗,裝煙試驗如圖11所示。
依據密集烤房烘烤技術要求及裝煙機工作原理,以裝煙成功率Q1、煙葉損傷率Q2作為裝煙效果的評價指標,計算公式如式(10)~式(11)所示。
(10)
(11)
式中:M——煙夾總竿數,竿;
N——成功裝煙數,竿;
W——裝煙后葉片損傷數大于4的煙夾竿數。
GZSM-06-02型臥式密集烤房為3層,在每層各進行1組裝煙試驗,每組試驗10次(1次裝3竿煙),測試裝煙機在不同層的工作性能。試驗過程中記錄成功裝煙數、煙葉損傷數,并計算對應評價指標。裝煙試驗結果如表1所示。

(a) 物理樣機 (b) 傾斜旋轉裝置
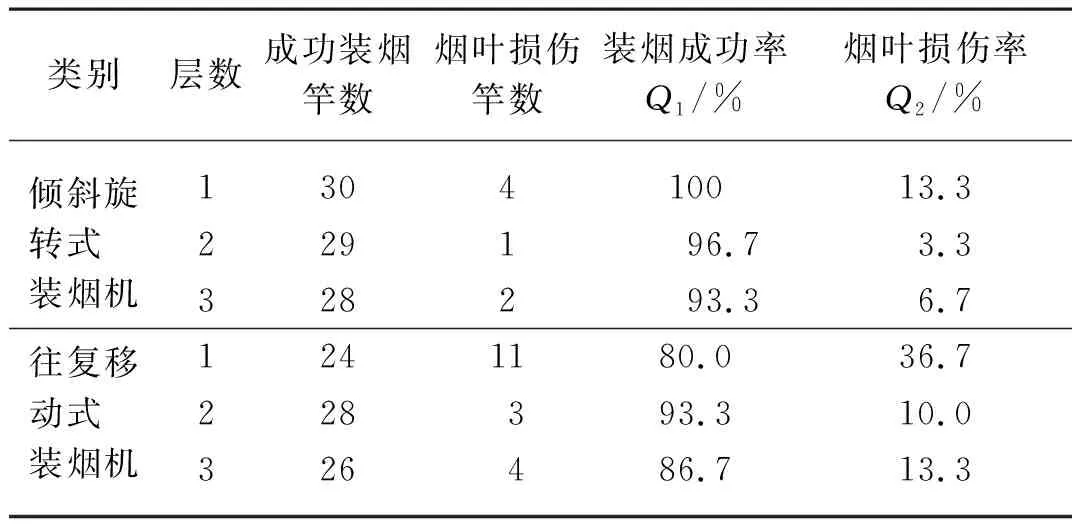
表1 裝煙試驗結果Tab. 1 Prototype test effect parameter table
分析表1可知,傾斜旋轉式裝煙機作業效果良好,傾斜旋轉裝置能夠順利完成裝煙動作,且煙葉損傷率低。裝煙機進入烤房時與墻面無碰撞,升降過程中,煙夾穩定,在傾斜機構動作時,煙夾很少有掉落的情況,裝煙完成后裝置下降過程中,載煙板對煙葉無明顯刮傷。第1層裝煙時,傾斜旋轉式裝煙機煙葉損傷率為13.3%,其主要原因為載煙桿傾倒時對煙葉的損傷,但遠低于往復移動式裝煙機煙葉損傷率,進一步驗證了傾斜旋轉裝置設計的合理性。對表1中傾斜旋轉式裝煙機3層裝煙的成功率、煙葉損傷率求平均值,分別為96.7%、7.8%。
4 結論
1) 為降低密集烤房鮮煙葉人工裝炕的勞動強度,本文根據密集烤房、梳式煙夾的結構特點和鮮煙葉的物理特性,提出了托舉式裝煙的方法,同時研制了一種傾斜旋轉式裝煙機。該裝煙機機主要由動力平臺、升降裝置、水平移動裝置、傾斜旋轉裝置及PLC控制系統組成。升降裝置采用兩級升降的方式,有效降低了整機的高度和通過性;通過采用錐齒輪旋轉機構使得載煙桿自轉同時公轉90°,從而實現下層煙葉的裝炕。
2) 進行了關鍵部件設計以及工作過程分析。分別對升降裝置、傾斜旋轉裝置和水平移動裝置進行了相關參數的計算,確定了升降裝置鏈輪轉速為39 r/min,載煙桿長度為650 mm,載煙桿與錐齒輪連接軸兩軸線距離為13 mm,錐齒輪齒數為20,煙夾傾斜角度為23°,貨叉端面尺寸為6 mm×230 mm。
3) 在密集烤房分別進行上、中、下層裝煙試驗,重復記錄30組試驗取平均值得裝煙成功率為96.7%,煙葉損傷率為7.8%,然后與往復移動式裝煙機進行實際烤房裝煙對比試驗,得往復移動式裝煙機裝煙平均成功率為86.7%,煙葉平均損傷率為20.1%,通過試驗發現,傾斜旋轉式裝煙機作業性能和裝煙效果優于往復移動式裝煙機,同時驗證了該傾斜旋轉式裝煙機理論分析與設計的準確性及合理性。
