采用數值仿真實驗的“透光”鏡制造原理
2023-01-12 01:15:06李卓姜峰王福增路冬吳賢黃國欽黃輝
華僑大學學報(自然科學版) 2023年1期
關鍵詞:變形
李卓,姜峰,王福增,路冬,吳賢,黃國欽,黃輝
(1.華僑大學 制造工程研究院,福建 廈門 361021;2.華僑大學 機電及自動化學院,福建 廈門 361021;3.南方科技大學 機械與能源工程系,廣東 深圳 518055)
中華民族在4 000多年前就能制造青銅器,西漢時出現一種“透光”鏡(“透光”青銅鏡),當光源照射“透光”鏡的鏡面時,在與鏡面相對的屏幕上會映出一個與其背面花紋形狀一致的映像,看起來好像是光透射過來[1-4].古人對“透光”鏡的研究主要有兩種觀點,其中一種以北宋的沈括和清朝的鄭光復為代表人物,認為透光現象與鏡體鑄造過程的冷卻收縮有關[5-8];另外一種觀點以元代的吾衍為代表人物,吾衍將鏡面刻成與背面花紋一致的形狀,再用濁銅進行填補削平,最后將鉛涂在上面,這樣鏡面在陽光的照射下就會顯示出明暗不同的圖像,這種制鏡方法被稱作“補鑄法”[9].這兩種觀點都認為“透光”現象與鏡體制造過程密切相關.
文獻[10-11]對鏡體進行測試分析,認為“透光”現象是由于鏡體各部分的材質不同產生的.Brewster等[12]指出,在刮磨過程中,鏡體各部分由于受壓不同,其密度產生了差異,從而造成鏡體的“透光”.Riesz[13]指出,在制造過程中,鏡背花紋因應力差異造成鏡面的微觀變形.Seregin等[14]采用先進的Zygo白光干涉儀,發現“透光”的鏡面存在凹凸不平的微觀織構.Sawa等[15]指出,鏡面研磨拋光時,厚壁部分的彈性變形小于薄壁部分的彈性變形,因此,厚壁處研磨量增加,最終成鏡鏡面上厚壁處略微下凹、薄壁處略微凸起.Berry等[16]認為,鏡背花紋處對應的鏡面會產生細微凸起,無花紋處則沒有.文獻[17]提出“鑄造成形,研磨透光”的制鏡方法.毛增滇[18]通過激光干涉法測量鏡面,發現鏡面曲率在不同部位確實有微觀起伏.本文提出采用數值仿真技術實驗的“透光”鏡制造原理.

(a) “透光”鏡 (b) “透光”現象圖1 西漢“透光”鏡及其“透光”現象Fig.1 “light-transparent”mirror from Western Han Dynasty and its “light-transparent”phenomenon
1 鏡面幾何形貌測量
1.1 宏觀與微觀形貌檢測分析
西漢透光鏡及其透光現象,如圖1所示.“透光”現象是由明暗相間的鏡面反射光產生的,鏡面上的特殊造型應是產生“透光”現象的關鍵所在.日本也有通過刮磨制成的“透光”魔鏡[19],透光原理是0.6~1.5 μm鏡面的光滑凹凸形狀使反射光發生了斂散[20].日本的“魔鏡”只能在固定處才能反射出清晰的圖像,且反射圖像多為空心,且只在圖像邊緣有清晰明亮的線,而我國西漢“透光”鏡反射的圖像隨著成像距離的增加,亮度雖有所減弱,但花紋輪廓清晰、明亮且為實心的,更顯得生動逼真[21].
Zygo白光干涉儀[22],如圖2所示.圖2中:CCD相機為電荷耦合器件相機;PZT為鋯鈦酸鉛壓電陶瓷.由圖2可知:光源發出的光經擴束后,再被分光鏡分為兩束,兩束光分別被物體和參考面反射,最終因光程差而發生匯聚干涉;樣品表面的形貌信息轉化為干涉條紋信號,干涉信號經過CCD相機,最終轉化為可視化圖像[22].鏡面微觀幾何形貌測量結果,如圖3所示.由圖3可知:鏡面粗糙度為0.254 μm;鏡面平面度為86.22 μm(弧形結構);光滑明亮的鏡面存在鏡背花紋形狀一致的紅色凸起部分.
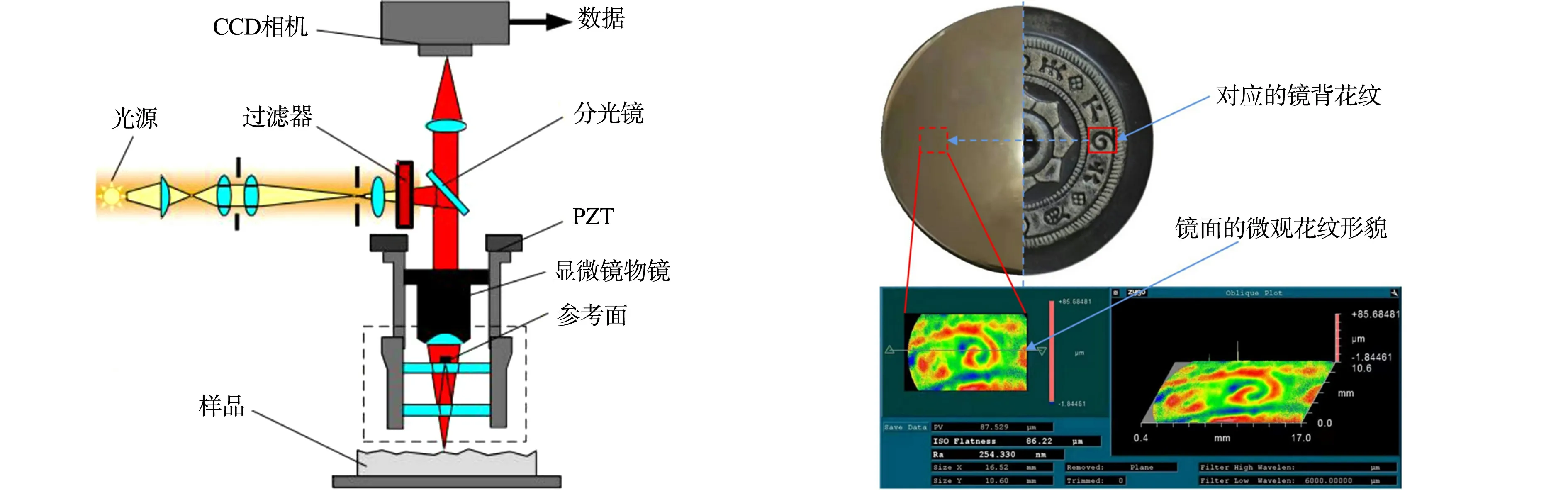
圖2 Zygo白光干涉儀[22] 圖3 鏡面微觀幾何形貌測量結果 Fig.2 Zygo white light interferometer[22] Fig.3 Measurement results of mirror surface morphology
1.2 鏡面反射光路分析

圖4 “透光”鏡的鏡面光路反射原理Fig.4 Reflection principle of “light-parent”mirror surface light path
“透光”鏡的鏡面光路反射原理,如圖4所示.由圖4可知:當光束照射在鏡面時,鏡背花紋處對應的鏡面凸起地方反射光散度較大,圖像較暗,鏡背無花紋處對應鏡面下凹的地方反射光散度較小,反射的光線較集中,圖像明亮[23].西漢以后的許多銅鏡背部也有同心狀的花紋,造型上幾乎與西漢“透光”鏡一致,但沒有“透光”效果.對這些銅鏡進行白光干涉測量,在鏡面未發現與背部花紋處對應的鏡面小凸起,鏡緣處厚度也明顯小于透光鏡.通過對比分析可知,造成“透光”現象的關鍵原因為鏡面整體上凸,鏡面存在微觀結構.古人沒有精密機床,微觀結構應是鏡體組織在研磨過程中受到了與相鄰組織不同的內部應力造成的.
2 鏡體內部的殘余應力
2.1 殘余應力的產生原理
拉曼光譜檢測技術為分析物質的成分提供了便利[24].采用拉曼光譜檢測技術分析“透光”鏡的結果如下:“透光”鏡中Sn,Pb,Zn,P和的Cu質量分數分別為18.0%~20.0%,4.0%~6.0%,1.0%~2.0%,0.5%~1.0%,72.0%~75.0%.現代工業常用的青銅中Sn的質量分數一般為3%~14%,當Sn的質量分數為10%以上時,青銅屬于高錫青銅;當Sn的質量分數達到15%以上時,青銅在冷凝過程中會產生嚴重的枝晶偏析,且在熔煉過程中也容易因吸入空氣而產生氣孔,從而造成強度和塑性顯著下降.古人通常加入適量的鉛滿足鑄造要求[25],但枝晶偏析和氣孔最終使青銅組織不均,造成青銅冷凝時更容易產生內部殘余應力[26].
厚薄不一的“透光”鏡結構會使“透光”鏡在冷凝時因收縮程度不同產生平行于鏡面的內應力.在冷凝前期,鏡體薄處冷卻速度快,受到拉伸作用,內部產生拉應力,鏡體厚處冷卻速度慢,受到壓縮作用,內部產生壓應力;在冷凝后期,鏡體薄處已基本冷凝完成,鏡體厚處仍在繼續冷凝,從而鏡體薄處受到壓應力,鏡體厚處受到拉應力[27-28].鏡緣部分是整個鏡體最厚的部分,當其還在冷卻收縮時,鏡體已凝固完成且已具備了一定剛度.同時,鏡緣靠近鏡背一側存在的凸出部分會使鏡體內部產生向上拱起變形的趨勢[29].鑄態毛坯鏡體的殘余應力分布,如圖5所示.圖5中:M為力矩.

(a) 整體彎矩 (b) 殘余應力分布圖5 鑄態毛坯鏡體的殘余應力分布Fig.5 Distribution of residual stress on as-cast mirror body
“透光”鏡材質的力學性能如下:彈性模量為108 GPa;硬度為272 kg·mm-2;泊松比為0.33;屈服強度為193 MPa;密度為8.8 g·cm-3.
2.2 鏡面硬度的檢測
硬度與殘余應力之間有著密切的聯系[30-31],Kim等[32]采用壓痕實驗評估了奧氏體不銹鋼表面的殘余應力變化.薛河等[33]指出,在一定屈服強度范圍內,拉伸殘余應力會使硬度降低,壓縮殘余應力會使硬度增大.因此,可以通過測量“透光”鏡的鏡緣到鏡中心的硬度變化來反應殘余應力變化情況,從而證實鏡體確實存在殘余應力變化.
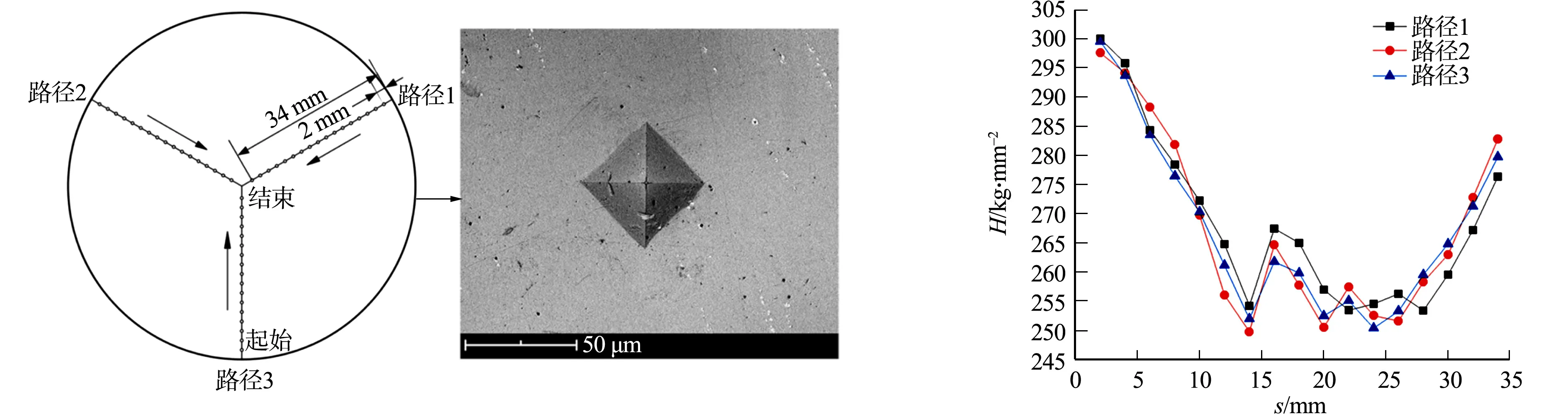
(a) 測量方案和壓痕圖 (b) 測量結果圖6 鏡面維氏硬度Fig.6 Vickers hardness of mirror surface
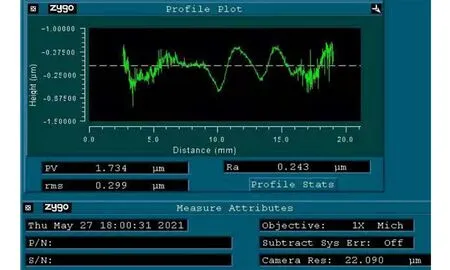
圖7 鏡面微觀花紋凸起截面形貌Fig.7 Cross-sectional topography of micro-pattern convex of mirror surface
鏡面維氏硬度,如圖6所示.圖6(a)中:3條路徑上均有17個測量點,2個測量點間隔為2 mm.圖6(b)中:H為維氏硬度;s為測量點距鏡體邊緣距離.由圖6(b)可知:從鏡緣至鏡中心維氏硬度先減后增,鏡緣和鏡中心處維氏硬度較大,因此,鏡緣和鏡中心處存在殘余壓應力,而鏡背花紋處對應的鏡面則存在殘余拉應力.造成這種現象的原因應是鏡面仍殘留有微小殘余應力,該殘余應力使鏡體受擠壓,鏡背花紋處對應的較薄鏡體易受擠壓而產生上凸,而鏡緣和鏡中心因剛度較大(較厚)而能抵抗變形,因此,鏡背花紋處對應的鏡面受到了拉伸作用,鏡緣和鏡中心處則受到了壓縮作用.
2.3 殘余應力的計算
對凸起高度和鏡體厚度進行測量,再利用應變與彈性模量的關系準確計算鏡面微觀結構需要的殘余應力.鏡面微觀花紋凸起截面形貌,如圖7所示.由圖7可知:截面波峰和截面波谷的差值為1.734 μm,表面粗糙度為0.243 μm;由截面波峰和截面波谷的差值減去粗糙度,得到凸起高度為1.491 μm,鏡背花紋處對應鏡面去除厚度(D)為3.542 mm,彈性模量(E)為108 GPa.
由法向應變(ε)公式ε=ΔD/D,得到ε為4.006×10-4;再由法向殘余應力(σ)公式σ=E·ε,得到σ近似為43.26 MPa.
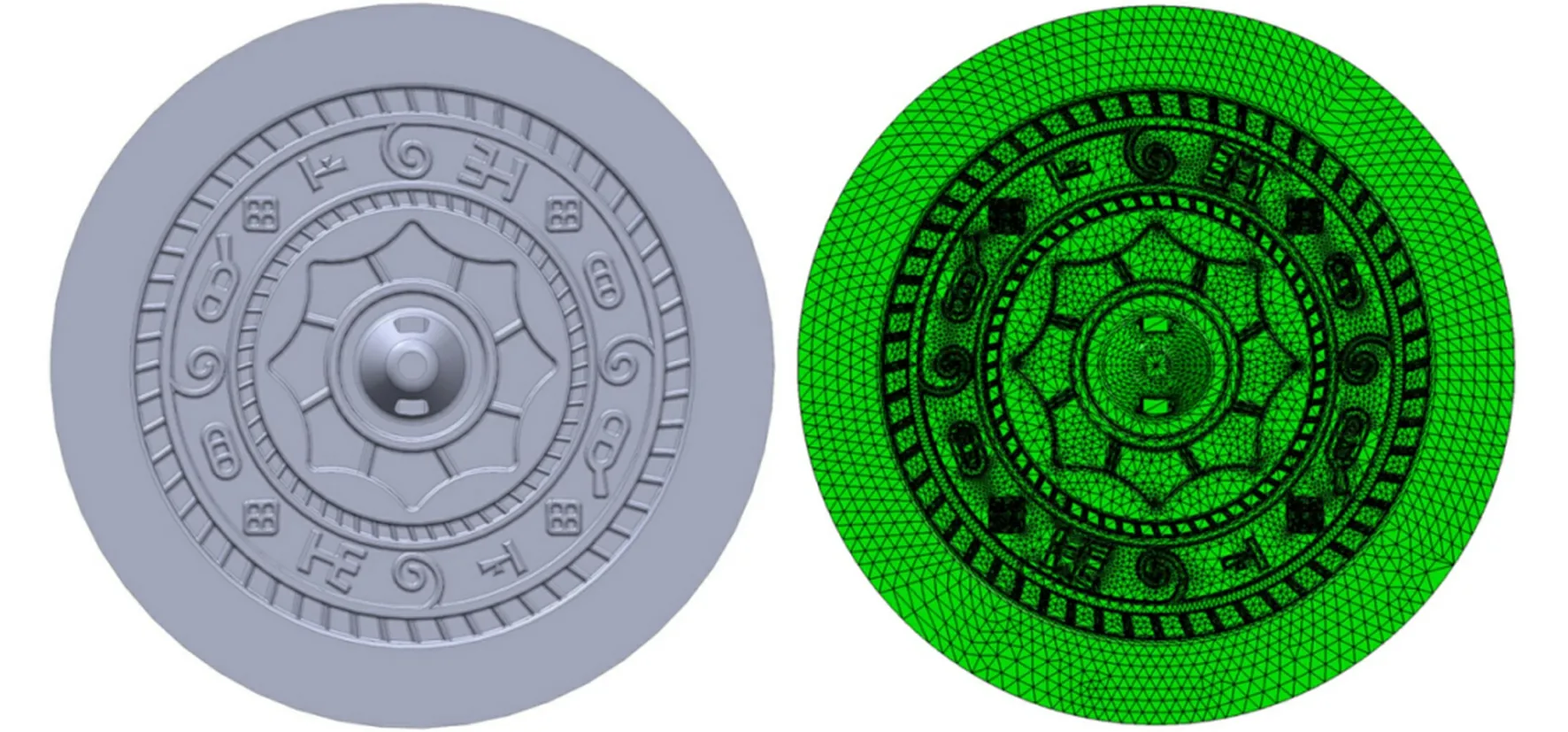
(a) 幾何模型 (b) 網格劃分圖8 鏡體三維幾何模型及網格劃分Fig.8 3D geometric model of mirror body and corresponding mesh division
3 數值仿真試驗
3.1 仿真模型建立
首先,建立與鑄態毛坯鏡體形狀尺寸相近的三維模型.鏡體三維幾何模型及網格劃分,如圖8所示.圖8中:鏡體直徑為73 mm;鏡緣厚度為6.5 mm;鏡中心最厚處10.7 mm.其次,將三維幾何模型導入ABAQUS軟件中劃分網格,四面體自由網格類型為C3D10(雖然六面體網格的計算精度高于四面體網格,但“透光”鏡三維模型中有大量尺寸細小的曲面花紋結構,六面體網格在這些結構處難以生成).在細小的背部花紋處及采用生死單元去除的鏡體部分,通過布局網格種子提高網格密度,使得計算結果更加可靠.則網格的最小尺寸為0.10 mm,最大尺寸為1.30 mm,節點數為7.06×105,網格總數為4.79×105;縱橫比大于10的網格數比例不超過6.54%.
“透光”鏡中的殘余應力是因鑄造冷凝時鏡體收縮不均勻引起的,是鏡體尚未承受外力前的一種自平衡力,當自平衡力被打破時,殘余應力引起變形(均為彈性變形).采用生死單元法,一次性建立整體單元,激活和刪除相應單元,達到添加和去除材料的目的,可極大簡化仿真模型分析[34-35],提高分析效率.
3.2 初始條件和邊界條件
在初始分析步中,對鏡體施加位移約束,約束位置為鏡背中心處的孔,約束方式為約束孔內表面所有的位移和旋轉自由度.除初始分析步外,再增設12個分析步,用于鏡體殘余應力的施加和鏡體材質的剝離.在鏡面研磨過程中,鑄造殘余應力在釋放之前大小不變,當鏡面研磨至一定厚度,鏡體剛度下降到一定程度時,鑄造殘余應力的釋放使鏡面發生彈性變形.
在分析步1中,為施加鏡體初始殘余應力場,施加的初始殘余應力類型為平行于鏡面的拉應力和壓應力,初始殘余應力沿鏡緣,從鏡面向下每隔0.5 mm(一層)逐層變化.根據節2.3算出的法向殘余應力,并施加一個大致的殘余應力范圍,然后,觀察殘余應力在鏡面形成的壓應力分布和微觀凸起高度.通過調整所施加的殘余應力,使鏡面的壓應力分布和微觀凸起高度不斷接近實際測量值,直至找出最合適的殘余應力分布.初始殘余應力場的施加,如圖9所示.圖9中:σ0為初始殘余應力;d為施加初始殘余應力的位置距離鏡面的深度;p為鏡面壓應力.由圖9可知:初始殘余應力已經釋放的微觀凸起處與初始殘余應力還未釋放的兩凸起處之間區域的壓應力相差約40 MPa,該數值與節2.3中算出的法向殘余應力有較好的一致性.
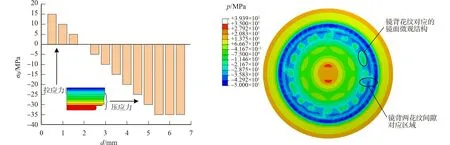
(a) 初始殘余應力分布 (b) 剝離去除后鏡面的壓應力分布圖9 初始殘余應力場的施加Fig.9 Application of initial residual stress field
3.3 參數設置
“透光”鏡的鏡面高點比低點高出0.5~1.5 mm,殘余應力的釋放不可能使鏡體產生如此明顯的彈性變形,應是在研磨拋光時,將鏡面直接磨出了弧面形態.青銅鏡(Sn的質量分數為15%以上)在結晶凝固的過程中會產生晶界線,但在眾多的古代青銅鏡斷面上幾乎找不到這條線,說明古人在鏡面加工中將鏡體刮磨掉了將近一半的厚度[36].西漢“透光”鏡的鏡體薄處僅1.5 mm,背部花紋處對應鏡體和鏡緣厚度基本為2.0~4.0 mm,研磨過程至少將鏡面部分磨掉了2.0~3.0 mm.由節2.1可知,研磨后的鏡面仍存在微觀結構,這種微觀的變形應是鏡面研磨后鏡體內部殘余應力釋放造成的.如果鏡面研磨的去除厚度不夠,鏡體剛度仍會阻止殘余應力釋放,鏡面自然不會出現“透光”現象.
在分析步2~7中,每隔0.5 mm(一層)逐層去除鏡體.逐層等厚去除圖,如圖10(a)所示.該過程主要模擬鏡面的平面研磨過程,共去除3.0 mm厚的鏡體(鏡體初始厚度6.5 mm).在分析步8~12中,模擬曲面研磨,每隔0.000 3 mm-1(一層)逐層去除,逐層曲面去除圖,如圖10(b)所示.圖10(b)中:k為去除曲率.仿真流程圖,如圖11所示.

(a) 逐層等厚去除

(b) 逐層曲面去除 圖10 鏡面研磨去除圖Fig.10 Diagram of mirror grinding removal

圖11 仿真流程圖Fig.11 Diagram of simulation process
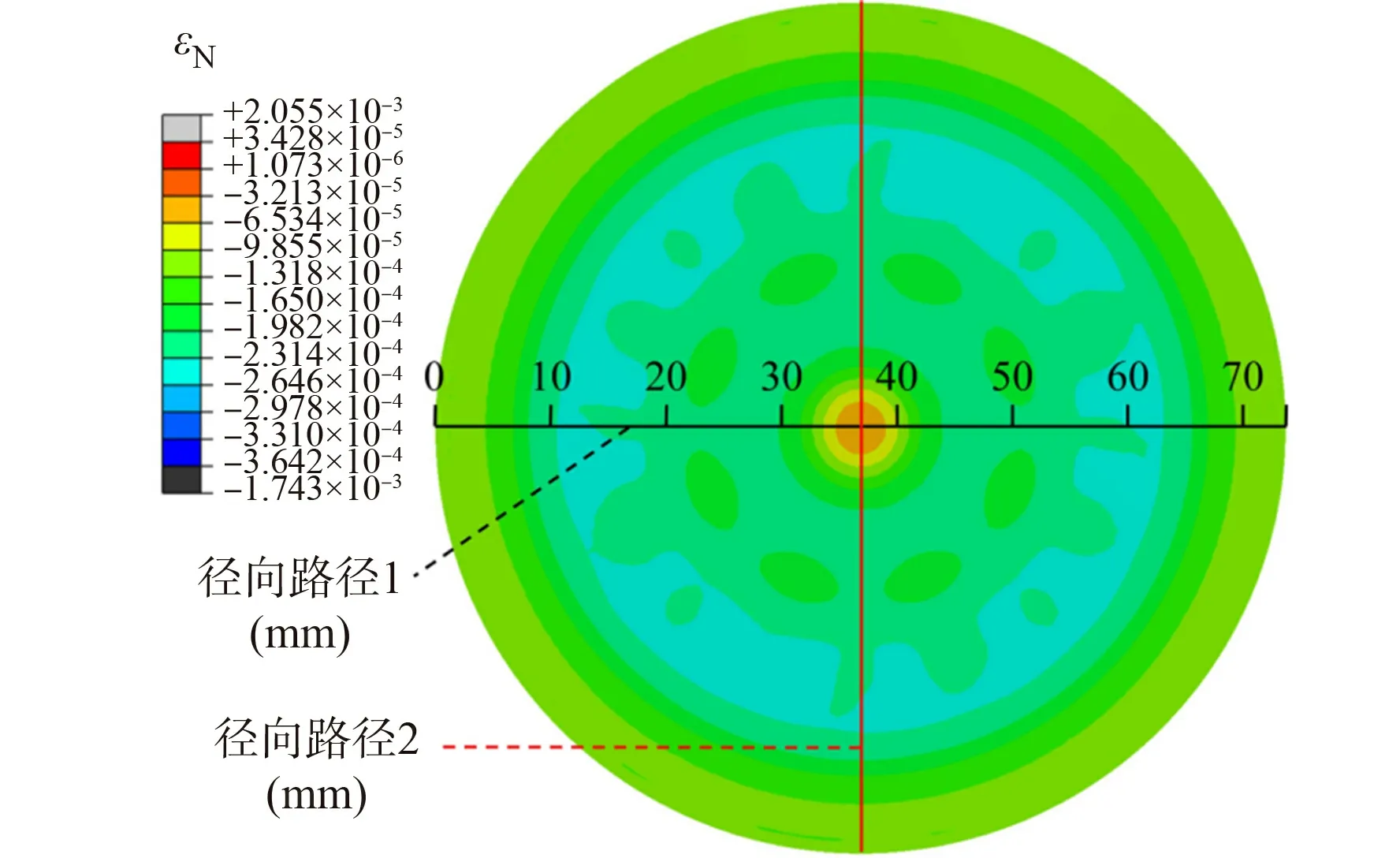
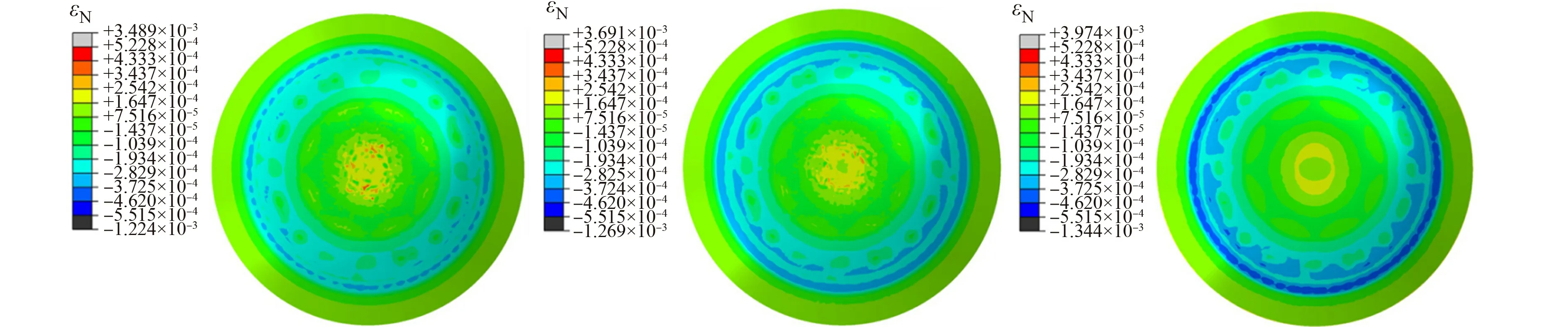
(a) 鏡面法向應變

(b) 鏡面法向位移變形 (c) 徑向路徑上的法向位移變形圖12 初始殘余應力場造成的鏡體變形Fig.12 Mirror body deformation caused by initial residual stress field
4 分析與討論
4.1 鏡體變形效果
初始殘余應力場造成的鏡體變形,如圖12所示.圖12中:εN為鏡面法向應變;UN為鏡面法向位移變形;Lr為徑向路徑長度.由圖12(a)可知:初始殘余應力場在鑄態毛坯鏡面產生了和背部花紋一致的法向應變差異,鑄態毛坯鏡面主要受平行于鏡面的拉伸作用,法向位移變形主要為收縮變形,法向應變主要為負值;鏡緣、鏡中心及背部花紋處對應鏡體產生的法向應變較小,背部無花紋處對應鏡體產生的法向應變較大,說明鑄造殘余應力場確實使鑄態毛坯鏡體薄處產生比厚處更大的法向收縮變形,這種變形差異最終會使鏡面產生凹凸不平的微觀結構(圖12(b)),初始殘余應力引起的鏡面法向位移變形宏觀上呈現中心對稱分布,不同直徑上的法向位移變形基本一致.
圖12(c)是圖12(a)的兩條直徑路徑的法向位移變形.由圖12(c)可知:鏡體產生的最大法向位移變形為0.007 5 mm,說明鑄造殘余應力僅能使鏡體產生極小的彈性變形,鏡面明顯的弧形凸起應是在研磨拋光過程中形成的.
鏡面壓應力分布情況,如圖13所示.圖13(a)中:鏡面曲率為0.001 5 mm-1.由圖13(a)可知:壓應力分布與鏡背花紋具有一致性.由圖13(b)可知:壓應力從鏡緣向鏡中心先減后增;鏡緣與鏡中心壓應力為正;中間的鏡背花紋處對應的鏡體為負.這與節2.2中得出的鏡面上的應力分布結果具有良好的一致性.
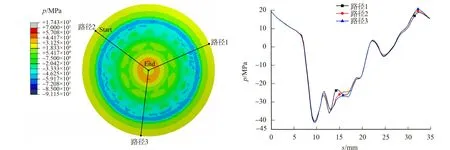
(a) 壓應力分布云圖 (b) 不同路徑上的壓應力變化圖13 鏡面壓應力分布情況Fig.13 Distribution of compressive stress
不同去除厚度下鏡面法向應變圖(變形放大50倍),如圖14所示.圖14中:D為去除厚度.
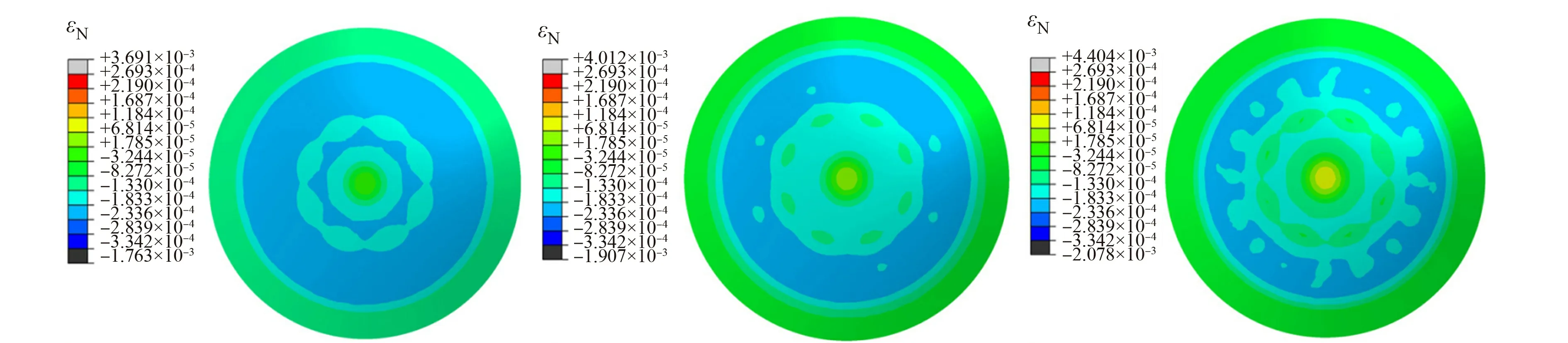
(a) D=0.5 mm (b) D=1.0 mm (c) D=1.5 mm
(d) D=2.0 mm (e) D=2.5 mm (f) D=3.0 mm 圖14 不同去除厚度下鏡面法向應變圖(變形放大50倍)Fig.14 Normal strain diagrams of mirror surface under different removal thicknesses (deformation is magnified by 50 times)
由圖14可知:隨著去除厚度的逐漸增大,鏡背花紋處對應的鏡面逐漸產生正的法向應變,鏡背無花紋處對應的鏡面逐漸產生負的法向應變,正的法向應變說明鏡面發生了法向拉伸,負的法向應變說明鏡面發生了法向收縮,鏡面法向應變差異逐漸明顯,并在鏡面上產生高低不一的微觀起伏.
4.2 殘余應力的釋放
不同去除厚度下鏡面同一直徑法向位移變形,如圖15所示.圖15中:路徑1為圖12中的徑向路徑1.由圖15可知:隨著去除厚度從0.5 mm增至3.0 mm,同一直徑的法向位移變形逐漸增大.整體而言,鏡面彎曲程度也隨著去除厚度的增大逐漸增大,說明隨著鏡面研磨去除厚度的增大,鏡體剛度逐漸減小,殘余應力更容易克服鏡體剛度使鏡面發生彈性變形.
不同去除厚度下鏡面同一圓周法向位移變形,如圖16所示.圖16中:Lc為鏡面為同一圓周法向位移;鏡背花紋處對應的鏡面.由圖16可知:每一條線均存在16個凸起,數目與鏡背的16個花紋剛好一致,說明該殘余應力場確實使鏡面產生了和鏡背花紋分布一致的微觀結構;隨著去除厚度的增大,除了整體法向位移增大外,線上的波峰和波谷的差值也在逐漸增大,去除厚度為0.5 mm對應的差值為0.3 μm,去除厚度為3.0 mm對應的差值為1.0 μm,說明隨著研磨的進行,鏡面上的微觀結構會逐漸增大,當鏡體剛度下降到一定程度時,鏡背花紋對應的鏡面由于鏡體薄,在鏡體內部壓應力的作用下更易向上凸起,而仿真實驗約束的是中心鏡柄位置,鏡體的法向位移變形主要是沿z軸負方向,當鏡體組織發生上凸時,其法向位移變形自然會減小.

圖15 不同去除厚度下鏡面同一圓周法向位移變形 圖16 不同去除厚度下鏡面同一直徑法向位移變形 Fig.15 Normal displacement and deformation of mirror surface with same diameter under different removal thicknesses Fig.16 Normal displacement and deformation of mirror surface along same circumference under different removal thicknesses
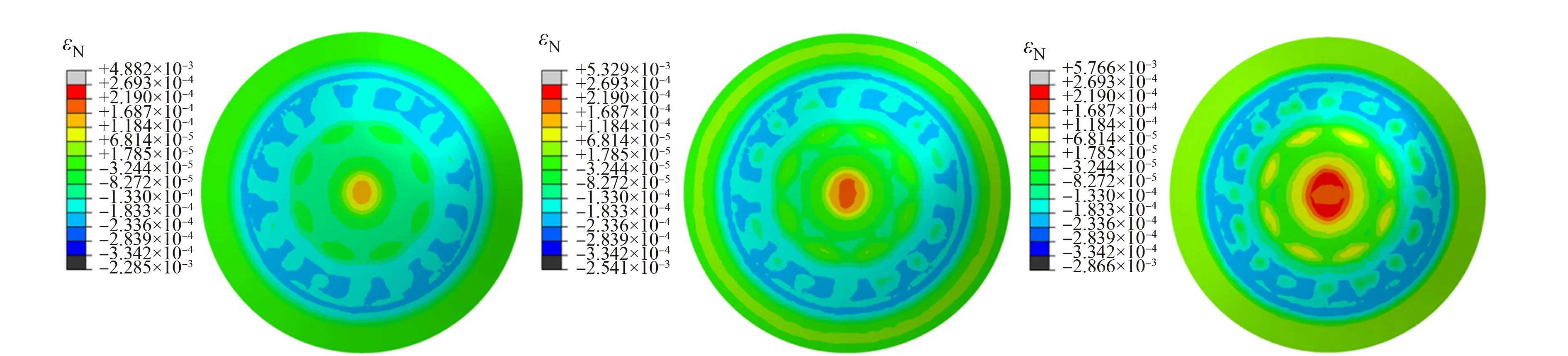
不同去除曲率下鏡面法向應變圖(變形放大50倍),如圖17所示.
(a) k=0 mm-1 (b) k=0.000 3 mm-1 (c) k=0.000 6 mm-1
(d) k=0.000 9 mm-1 (e) k=0.001 2 mm-1 (f) k=0.001 5 mm-1圖17 不同去除曲率下鏡面法向應變圖(變形放大50倍)Fig.17 Normal stress diagrams of mirror surface under different curvature (deformation is magnified by 50 times)
由圖17可知:隨著去除曲率的增大,鏡面法向應變差異也逐漸增大.
不同去除曲率下鏡面同一直徑上法向位移變形,如圖18所示.圖18中:路徑為圖12中徑向路徑1;去除曲率為0 mm-1的變形即為平面研磨3 mm的變形.由圖18可知:去除曲率為0 mm-1的對應的鏡緣最大位移變形為0.155 0 mm,而去除曲率0.001 5 mm-1對應的最大變形達到了0.199 7 mm,說明在曲面研磨過程中,鏡體法向位移變形隨著鏡面去除曲率的增大逐漸增大.整體而言,在曲面研磨過程中,鏡面變形程度也是隨著去除曲率的增大逐漸增加,說明弧形鏡面更有利于鏡體內部殘余應力的釋放,鏡體的變形也將更加明顯;隨著去除曲率的增大,鏡緣和鏡背花紋處對應的鏡體產生了和鏡緣相反的位移變形,該區域位移變形逐漸減小,說明鏡背花紋處對應的鏡面會隨著去除曲率的增大逐漸上凸.
不同去除曲率下鏡面同一圓周法向位移變形,如圖19所示.圖19中:鏡面為鏡背花紋處對應的鏡面.由圖19可知:圖中曲線的波峰與波谷差值隨著去除曲率的增大明顯增大,直接證實了“透光”鏡的鏡面研磨過程中隨著去除曲率的增大,鏡面上與鏡背花紋分布一致的微觀結構會逐漸顯著;當去除曲率為0.001 5 mm-1時,微觀結構的高度差為1.5 μm,該值與節2.3中測得的1.491 μm凸起高度具有良好的一致性,再次證實了該仿真實驗的可信性.
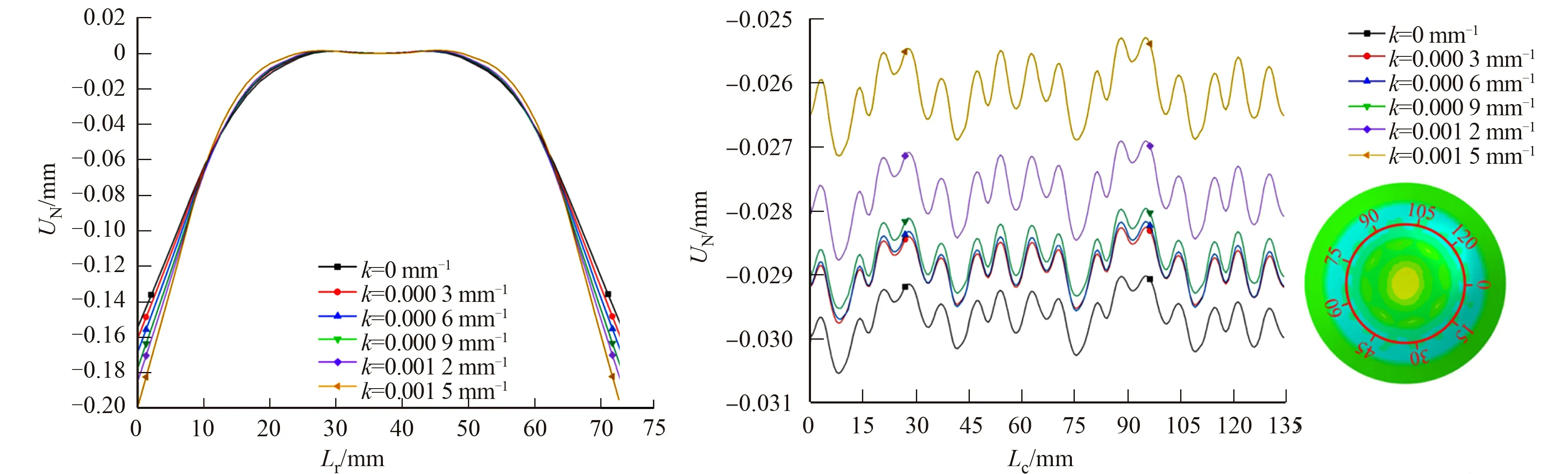
圖18 不同去除曲率下鏡面同一直徑法向位移變形 圖19 不同去除曲率下鏡面同一圓周法向位移變形 Fig.18 Normal displacement deformation of mirror surface with same diameter under different removal curvature Fig.19 Normal displacement and deformation of mirror surface with same circle under different removal curvature
雖然通過生死單元法逐層去除鏡體的仿真模擬與鏡面實際的研磨加工存在一定的差異,但仿真模擬和研磨加工都是通過去除鏡體材質使殘余應力逐漸釋放,從而在鏡面上形成與鏡背花紋一致的微觀結構.仿真中施加的初始殘余應力場,通過生死單元剝離完成后的鏡面上形成的壓應力分布和微觀凸起的高度與實際檢測的結果有較好的一致性,說明通過仿真實驗研究“透光”鏡的鏡體變形是合理的.
鏡面應先采用等厚研磨方式磨平面,再采用弧面研磨方式精磨鏡面.在等厚研磨過程中,采用平面研磨盤對磨鏡面,隨著鏡面材料逐層去除,鏡體剛度逐漸下降,鑄造殘余應力逐漸克服鏡體剛度使鏡面發生彈性變形,由于鏡體厚薄不同,在鏡背花紋處對應鏡面彈性變形會大于鏡背無花紋處對應鏡面,鏡面上會產生凹凸不平的微觀起伏.在弧面研磨過程中,采用弧面曲率依次增大的弧面研磨拋光盤對磨鏡面,隨著研磨的進行,鏡面彎曲程度逐漸增大,鏡體內部殘余應力更容易使鏡體產生上凸變形,鏡體花紋區凸起變形也將更加明顯,因此,鏡面的微觀結構將在此過程中逐漸增大,最終使鏡面產生透光效果.
普通銅鏡的成鏡鏡面幾乎都是平面狀,不能產生透光的原因主要有以下兩點:1) 普通銅鏡鏡緣較薄,鑄造過程中產生的殘余應力較小,難以為研磨過程中微觀結構的形成提供能量基礎;2) 普通銅鏡的鏡面研磨過程只有平面研磨階段,該過程中雖然鏡體剛度減小了,但平面狀的鏡面無法使本就較小的殘余應力有效釋放,鏡面上也就不能產生具備“透光”效果的微觀結構.由于無弧度的加工操作簡單,因此,歷史上“透光”鏡數量稀少.
5 結論
1) 光滑明亮的鏡面上存在著與鏡背花紋形狀一致的微觀結構分布,背部有花紋處對應鏡面有微觀結構,背部無花紋處在鏡面上呈現下凹形態.背部有花紋處對應鏡體厚,鏡面上對應的微觀結構反射光散度大,圖像暗淡,背部無花紋處對應鏡體薄,鏡面對應的微觀下凹反射光線時散度小,能匯聚光線,圖像明亮,明暗相間共同構成了鏡背花紋圖像,出現了“透光”現象.
2) 鏡體在鑄造過程中,因鏡體厚薄不同處冷卻速度和收縮率的不同,鏡緣會對鏡中心產生緊箍作用,由于鏡緣處厚度大且向鏡背凸出,該緊箍作用最終會在鏡體內部形成使鏡體具有向上拱起趨勢的殘余應力.殘余應力表現為鏡體靠鏡背一側的大部分組織受到平行于鏡體的壓應力,靠鏡面一側的少部分組織受到平行于鏡體的拉應力.
3) 鏡面研磨過程由平面研磨和曲面精磨構成.平面研磨過程中,鏡體剛度逐漸下降,鑄造殘余應力克服鏡體剛度使鏡面產生拱起變形和應變差異,鏡面上與鏡背花紋分布一致的微觀結構也隨之產生;曲面精磨過程中,隨著鏡面彎曲曲率的增大,鏡體內部殘余應力更易釋放,造成鏡面上的微觀結構也更加明顯,最終形成鏡面“透光”現象.
4) 探明了“透光鏡”的具體制造工藝,揭示了“透光”現象的具體形成原理.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36