連紋陶瓷大板及生產過程控制*
2023-02-03 08:52:40劉忠良
陶瓷 2023年1期
關鍵詞:效果
劉忠良
(蒙娜麗莎集團股份有限公司 廣東 佛山 528211)
1 陶瓷大板的應用及連紋陶瓷大板的裝飾特點
陶瓷行業發展至今,經歷了四次浪潮,分別以彩釉磚、拋光磚、仿古磚、拋釉磚為標志,到2020年陶瓷行業興起的巖板、大板,標志以其為代表的第五次浪潮已經形成[1]。隨著行業的發展,先進設備的推出,工藝的更新,各種規格、工藝的陶瓷巖板、大板產品推入市場,成為市場新興的主流產品。
隨著巖板、大板的興起,其用途被大力開發,相較傳統建筑陶瓷使用領域更廣泛,不僅可以用于墻地面裝飾,還可以用于家居行業,例如櫥柜、浴室柜、桌面面板等。當今社會隨著人們生活水平的提高,人們對室內裝飾的要求日益提高,不僅追求裝飾的美觀,更加注重健康環保等方面。在室內裝飾方面,室內墻面主要有以下幾種材料:①墻紙(墻布),成本底,但易受環境影響,其使用壽命較短;②乳膠漆,與室內環境搭配效果好,但有一定程度的異味,不易清潔;③硅藻土,環保美觀,具有一定的吸收有害氣體和調濕效果,但不防污;④天然石材,富有質感紋理清晰,簡潔大氣,裝飾效果美觀,然而成本高,甚至存在一定的放射性;⑤傳統小規格瓷磚,選擇性多,使用壽命長,然而因鋪貼縫的存在,不夠美觀大氣。
針對以上室內裝飾材料,陶瓷大板完美地克服了其存在的裝飾缺點。陶瓷大板色澤豐富、紋理自然、連貫性強、層次豐富,根據室內裝飾特點,可以完美地與家居環境搭配。高強度的陶瓷大板使用壽命長,良好的防污能力,在使用過程中易清潔。陶瓷大板規格的多元化,可以根據家居環境選擇適合大小的規格,同時連紋效果的陶瓷大板拼貼,形成整面的畫作,使裝飾環境更加具有文化氣息,提升生活品味。如圖1左圖為1 200 mm×2 400 mm 規格三連紋版面展示效果;圖1右圖為800 mm×2 700 mm 四連紋大板的展示效果。

圖1 連紋大板裝飾效果
連紋大板裝飾效果極佳,應用范圍廣泛,具有較大的市場潛力,然而大板連紋效果的偏差對裝飾美感具有很大影響,因此在生產過程中大板連紋效果的控制是個重點和難點問題。陶瓷生產工藝是個復雜的過程,生產過程中一個或多個生產工序出現波動,都會影響成品的鋪貼連紋效果。對于連紋大板系列產品,均是對成品鋪貼評估連紋效果,當出現錯位時,基本是無法補救,造成陶瓷生產廠家損失大。尤其是多連紋版面,當其中一塊出現拼貼錯位,會導致整個一組產品降級,而且在分級過程中易出現漏檢,這些產品流入市場易引起客戶投訴,對產品品牌造成負面影響。
2 陶瓷大板連紋效果生產過程控制
2.1 設計圖案要求
連紋大板設計圖尺寸大于連紋鋪貼大小,根據生產規格,在設計圖中截取對應產品規格圖案。由于連紋大板是多個面拼貼一起,設計圖為截取的幾個連續圖為一組。陶瓷大板生產過程中存在燒成收縮和燒成后磨邊,在裁切設計圖時要考慮收縮比列和磨邊尺碼,因此不同面的設計圖在拼貼邊有重復位置才能實現磨邊好圖案紋理的連接。以某廠生產800 mm×2 400 mm 規格三連紋陶瓷大板為例,成形后干燥坯尺碼910 mm×2 736 mm,燒成尺碼817 mm×2 445 mm,燒成收縮約10%,根據成品要求,磨邊工序長邊磨邊17 mm,短邊磨邊45 mm。計算燒成收縮,拼貼邊重復寬度為18.6 mm。如圖2,A 面(A+a+b),其中A 區域高2 736 mm,寬891.4 mm,a區寬9.3 mm,b區寬9.3 mm;B 面(a+b+B+c+d),其 中B 區 域 寬872.8 mm,c、d區各寬9.3 mm;C面(c+d+C),其中C區寬891.4 mm,c、d區各寬9.3 mm。經過燒成后,A 面磨邊磨掉b區域,B面磨掉a區域和d區域,C 面磨掉c區域,從而實現紋理的拼貼連貫效果。
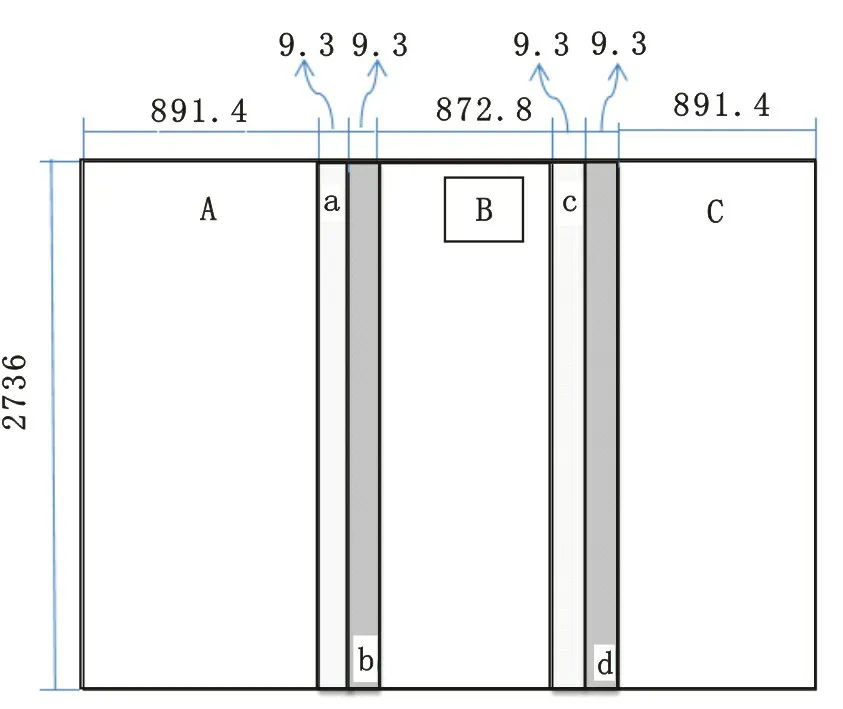
圖2 某廠800 mm×2 400 mm 陶瓷大板設計裁切尺碼
陶瓷大板連紋錯位損失大,因此在截取設計圖時盡量減少或避免錯位視覺差異大的圖案位置,減少圖案紋理連續性部位,增加錯位允許空間。例如拼貼位置,線條紋理過多,當整體錯位或由于收縮不一致導致的局部錯位,易導致線條紋理連接不上,整體視覺上連紋效果差。
2.2 干燥坯尺碼的控制及噴墨對中
在生產連紋陶瓷大板的過程中,在噴墨圖案尺碼固定的情況下,干燥坯尺碼的波動情況下,易導致磚坯無法完整地打印在磚坯表面。當干燥坯尺碼片大時,會出現一條邊白邊,如圖3,經燒成磨邊后,設計設定重復位墨不掉,形成連接位置重復;當干燥坯尺碼偏小時,噴墨設計圖部分無法打印在磚面,如圖4,深色區域設計圖無法打印在磚面,經過燒成磨邊后,設計非重復位置磨掉,從而導致連接位部分圖案缺失。
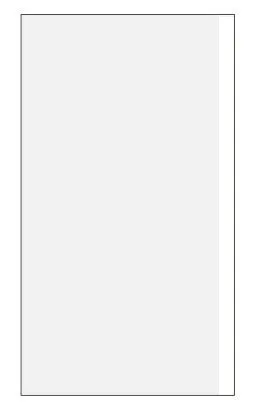
圖3 干燥坯尺碼偏大打印效果
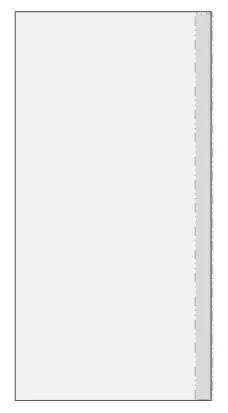
圖4 干燥坯尺碼偏小打印效果
在陶瓷大板興起的今天,市場需求日益多樣化,不同規格的陶瓷大板在市場上具有一定的需求量。現陶瓷大板線,使用壓機壓制大規格陶瓷板,再匹配相應的切割設備,例如薩克米輥筒壓機、西斯特姆SF 壓機,在壓機壓制成形后,使用切割設備切割成需要生產的規格,以此保證生產線的靈活性,滿足市場需求。在保證切割效率的情況下,對高壓成形致密度高的磚坯進行切割,因此切割設備穩定的運轉是保證切割尺碼的穩定的關鍵。尺碼的穩定性是影響成品連紋效果的一個重要因素。
成形后磚坯經過切割或不切割進行干燥,在干燥過程中,一方面水分排出,干燥坯會收縮,導致干燥坯尺碼變小;然而另一方面,高壓成形后,在干燥過程中,粉料所受應力釋放,磚坯膨脹,會導致干燥尺碼變大。綜合考慮,在統計多種壓機成形干燥坯尺碼,絕大多數磚坯經過干燥后,尺碼會變大,多偏大1 mm 內,整體對噴墨連紋效果影響不大。
在穩定的控制干燥尺碼的情況,要保證設計圖案完整地打印在磚面上,就必須保證走磚位置與使用的噴墨噴頭對應,一旦磚坯走歪,會導致設計圖案在磚坯上傾斜,燒后連紋錯位嚴重。因此,噴墨走磚對中,對生產連紋大板極為重要。以蒙娜麗莎生產陶瓷大板對中機為例(見圖5),根據陶瓷大板生產規格及噴墨機使用噴頭位置,調整好擋板位置,當磚坯到對中機處,被電眼1234感應到,皮帶升起高于輥棒,托起磚坯向擋板靠近對齊,然后皮帶下降,輥筒運行,磚坯進入噴墨機,以這種方式實現磚坯穩定的進入噴墨機。在磚坯穩定地進入噴墨機皮帶,通過校準噴墨打印偏移,就可以實現設計文件完整地打印在磚坯表面。

圖5 一種陶瓷大板的噴墨對中設備
2.3 燒成尺碼及磨邊尺碼的控制
陶瓷磚坯在燒成過程中會發生各種物理化學反應,以及其他多種因素的影響,燒成后收縮不一致,從而導致燒成磚坯尺碼偏差較大,如同一塊磚大小頭,中間尺碼小等,不同磚存在尺碼偏差等,在經過磨邊后極容易出現連紋效果差。當燒成后,陶瓷大板長邊偏差大,經過磨邊鋪貼,易出現上下錯位;當燒成后,短邊尺碼偏差大,易導致連接位重復或缺失。因此,陶瓷燒成過程尺碼穩定是保證良好連紋效果的一個重要因素。
影響磚坯燒成尺碼穩定性有多重因素,其中主要有以下幾個方面:①燒成制度的影響,過燒和生燒均會導致尺碼偏大,因此在窯爐燒成制度不合理的情況下,尺碼不穩定,容易出現連紋錯位;②窯爐溫度氣氛的均勻性,不同窯位過大的溫度偏差易導致尺碼偏差大,例如現在行業中的雙層窯爐,上下層不同窯位,可能存在尺碼差異大;③壓機的成形壓力的均勻性,成形過程中,局部位置壓力偏差導致局部位置偏差,導致坯體致密度差異,燒成收縮不一致,尤其是四邊偏差,易導致尺碼波動大,連接錯位;④布料的均勻性,布料越不均,布料過程中,粉料由中間向兩邊流動,中間粉料堆積密度比邊上高[2],邊上燒成收縮易存在較大偏差,例如傳統的壓機這種現象會比較明顯,而近兩年流行的壓機成形后,切除致密度偏差大的邊,燒成尺碼基本比較穩定。連紋陶瓷大板對尺碼穩定性要求高,只有從粉料成型到燒成嚴格控制,才能保證尺碼的穩定,才能實現良好的連紋效果。
陶瓷坯體經過燒成后,其尺碼大于成品尺碼,經磨邊制備對應規格的成品。具有穩定的燒成尺碼的半成品,磨邊工序的偏差率也會影響連紋效果。在磨邊過程中,調試半成品進入磨邊機走磚情況,實現精確對位,確保每片磚對應邊磨損量接近,尺碼偏差小。同時磨邊過程中,嚴格控制邊直度,否則會出現拼接的兩個面部分拼效果好,部分拼接效果差的情況。所以,經過燒成后半成品尺碼固定的情況下,磨邊后的尺碼和邊直度是影響連紋效果的一個主要因素。
3 結語
在當今市場情況下,連紋陶瓷大板由于其裝飾美觀大氣,應用范圍廣,市場占有率逐步提升。連紋陶瓷大板的較非連紋大板生產工藝并無特殊之處,然而其品列連接狀態視覺效果明顯,連接偏差直接影響產品品質。在生產過程中通過精選設計材料,加強生產細節管理,嚴控生產尺碼,穩定燒成制度,減少磨邊偏差等,可生產連紋精確的連紋陶瓷大板產品。
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
好日子(2021年8期)2021-11-04 09:02:46
小學生學習指導(爆笑校園)(2020年6期)2020-07-03 10:01:10
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
攝影之友(影像視覺)(2018年12期)2019-01-28 09:01:02
中華詩詞(2018年11期)2018-03-26 06:41:34
小學生學習指導(低年級)(2017年11期)2017-10-23 01:32:36
Coco薇(2016年8期)2016-10-09 02:11:50
中國醫藥科學(2015年19期)2015-02-27 12:33:11