提高大型箱體形位精度的加工技術
2023-02-22 12:19:20李學群李舒煒
礦山機械 2023年2期
李學群,李 雪,劉 成,李舒煒
1中信重工機械股份有限公司 河南洛陽 471039
2洛陽礦山機械工程設計研究院有限責任公司 河南洛陽 471039
3智能礦山重型裝備全國重點實驗室 河南洛陽 471039
齒 輪傳動是機械裝備中應用最廣泛的動力和運 動傳遞形式,廣泛應用于礦山、冶金、建材、汽車、航空、船舶等領域[1]。傳動齒輪箱是傳遞動力的齒輪轉子重要承載部件,齒輪箱中軸、齒輪、軸承和軸套等零件在其相應的位置,并按照設計的傳動關系使其協調地相互運動,組成一個整體,承受較大的載荷并產生較大的變形和應力。齒輪箱制造精度的高低直接影響齒輪的運行狀況及使用壽命[2]。齒輪箱傳統的加工方法是采用龍門刨床、龍門銑床以及鏜床,分工序進行剖分面及孔系的加工,加工精度一般只能達到 7 級,孔系粗糙度為Ra3.2~Ra6.3。隨著產能增加,應用于礦山、冶金機械設備的齒輪箱趨向于大型化,傳統的加工機床加工方法效率低、精度低,已無法滿足大型箱體的加工要求。因此,開發一種大型箱體高效率、高精度的加工方法極為必要。
1 大型箱體的加工技術
大型、超大型箱體具有體積大、結構復雜、極易變形、設計精度高等特點[3-4]。大型箱體結構如圖 1 所示,主要由上箱體、上中箱體、下中箱體、下箱體組成。其加工難度大,傳統加工方法中由于機床能力受限,難以實現高精度加工的要求。影響大型箱體加工精度的因素主要有各分箱體應力釋放引起的應變、機床的精度、箱體的組合精度,以及加工所選擇的定位基準、壓緊、切削參數和刀具等因素[5]。
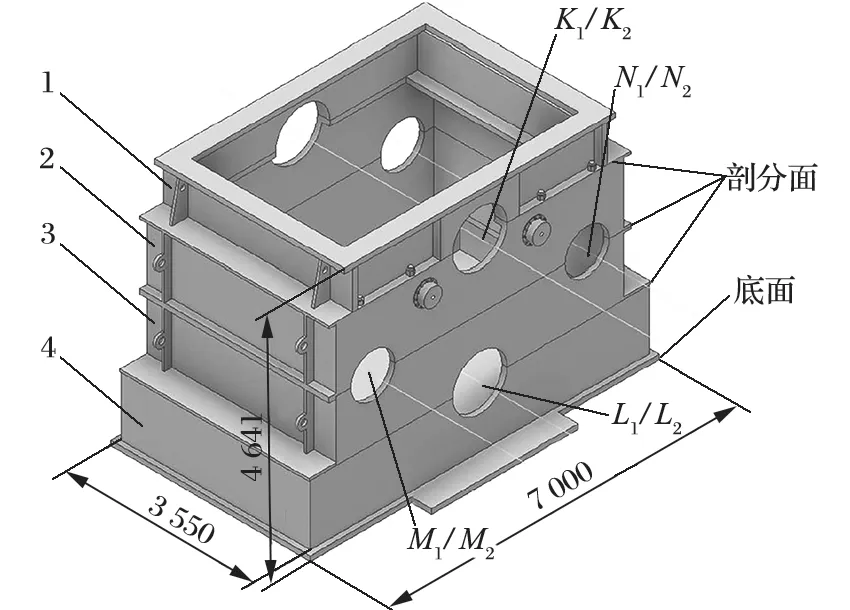
圖1 大型箱體結構Fig.1 Structure oflarge gearbox case
完成大型、超大型焊接箱體制造需重點解決兩方面問題,一是箱體焊接質量控制,二是箱體加工質量控制,可概括為零件制備、焊接和加工 3 個過程[6]。大型箱體加工工藝流程如圖 2 所示。
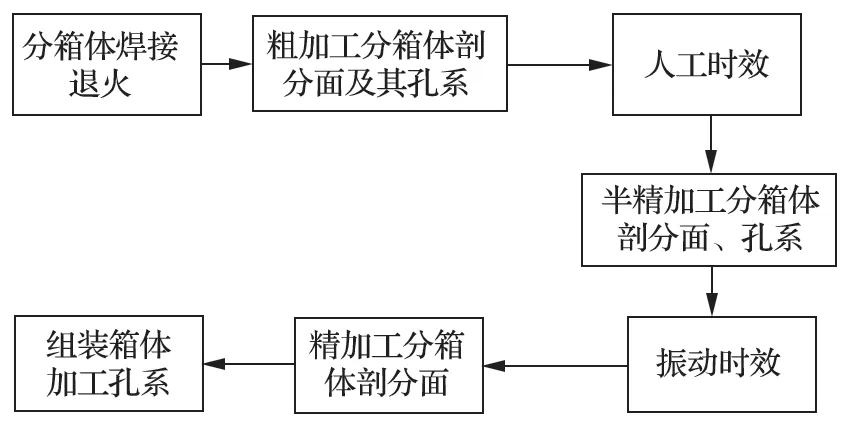
圖2 大型箱體加工工藝流程Fig.2 Machining process of large gearbox case
由圖 2 可知,大型箱體加工工藝流程基于大型數控龍門鏜銑床的高精度和功能多元化,相較于傳統多機床、多工序加工剖分面及孔系加工的方法,有如下優點。
(1) 數控龍門銑鏜床銑鏜主軸是垂直上下運動、并由滑枕帶動數控龍門銑鏜床銑鏜主軸沿龍門橫梁橫向水平運動。實施鏜孔加工時,數控龍門銑鏜床直角鏜銑裝置銑軸懸臂較短,系統剛性好、精度高。
(2) 一次裝卡能完成箱體兩側所有孔系及其端面的加工,避免了二次調裝、旋轉、找正誤差,提高了加工精度。
(3) 加工流程中粗、精分開,采取人工消除應力、自然消除應力及多工步加工方法,最大限度釋放焊接、退火殘余應力及減少機械加工應力,保證了各分箱體的穩定性。
(4) 加工基準是均布放置于大型精密數控龍門銑鏜床固定式工作臺上 12 件等高墊鐵。12 件等高墊鐵找正精度≤0.05 mm,加工過程中各分箱體剖分面、基準面與等高墊鐵緊密貼合,保證了加工、安裝基準一致。
(5) 專檢技術員對加工過程實時監測,通過激光檢測儀配合機床,根據檢測結果進行微調,以達到設計要求,很好地保證了其所要求的高形位精度和低表面粗糙度。
2 加工實例
2.1 加工精度要求
大型鋁板軋機傳動齒輪箱箱體加工精度如圖 3 所示。
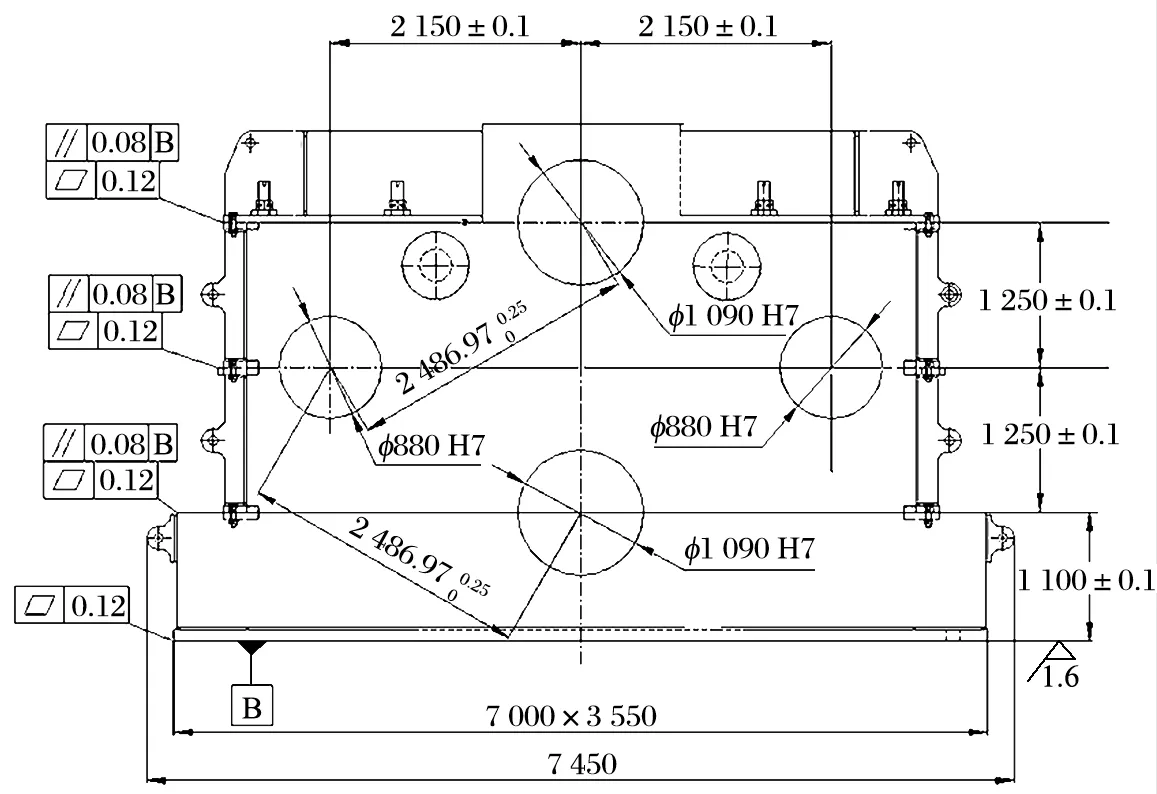
圖3 大型鋁板軋機傳動齒輪箱箱體加工精度Fig.3 Machining precision of gearbox case for large aluminum sheet mill
2.2 機床和刀具
機床選擇 PT6500AG-S2 大型精密數控龍門銑鏜床。其工作臺尺寸為 6.5 m×18.0 m,工作臺面距主軸端面最大距離為 5.0 m,主軸最大垂直行程為 3.0 m,龍門橫梁垂直行程為 3.0 m,銑鏜主軸水平行程為 7.2 m。
加工各分箱體剖分面及基準面選用刀盤直徑為 200 mm 面銑刀,根據不同加工工序配備粗加工刀片、精刀片和修光刀片;加工孔系時,根據不同工序選用不同刀具,粗加工選用刀盤直徑為 200 mm 插補銑刀,精加工選用可調鏜銑刀。
2.3 分箱體加工
實現箱體孔系加工前必先對各分箱體進行加工,再將各分箱體采用螺栓連接后實施加工。根據多年生產齒輪箱經驗,結合本箱體的尺寸規格和結構特征,機加工專業會同焊接、熱處理等相關專業技術專家經過多次研判論證,制定本工藝流程各工序間余量如表 1 所列。
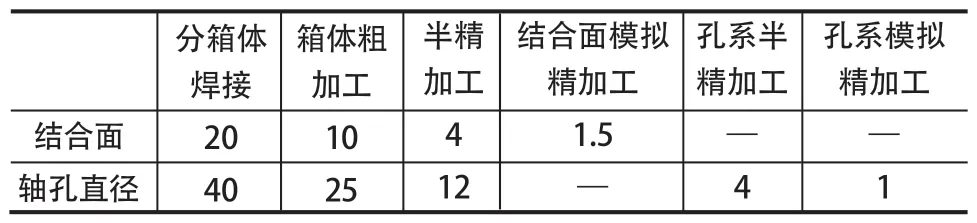
表1 加工余量Tab.1 Machining allowance mm
2.3.1 分箱體粗加工
分箱體粗加工如圖 4 所示。加工前,對分箱體劃線,檢查焊接件變形及加工余量,同時為粗加工找正基準。粗加工不要求加工精度,主要是大量去除各分箱體加工面余量,釋放各分箱體內部應力,同時使箱體內部應力重新分布。選用普通大型鏜銑床、選用大切削用量進行粗加工,以使粗、精加工分機床執行,充分發揮粗、精機床的效能。粗加工根據應力變形情況,加工余量如表 1 所列。盡可能減少加工余量,以減少精加工量和精加工應力。
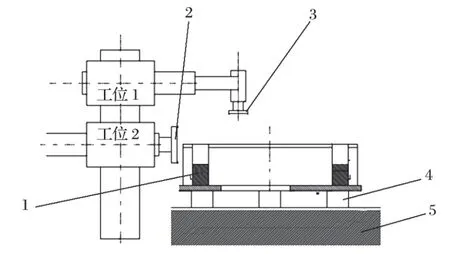
圖4 分箱體粗加工Fig.4 Rough machining of sub-case
2.3.2 分箱體模擬精加工
分箱體模擬精加工、精加工及箱體加工均在大型數控龍門銑鏜床上實施。12 件等高墊鐵均布放置于大型數控龍門銑鏜床固定式工作臺上做定位基準。去應力后,各分箱體剖分面依次放置于 12 件等高墊鐵上,分箱體剖分面或基準面與等高墊鐵所在平面重合,找正各分箱體不加工內腔,找正精度≤0.5 mm,選裝不同刀具,輸入設計參數和選取的切削參數,運行程序合格后,啟動機床。各分箱體剖分面、下箱體基準面及半孔系及孔系端面選取不同切削參數模擬加工,以滿足各分箱體設計精度。最佳精加工切削參數:轉速為 300 r/min,切削深度為 0.15 mm,直線進給速度為 500 mm/min。模擬精加工的目的是去除各分箱體加工面余量,減少精加工量,釋放內部應力,為實現各分箱體精加工及箱體加工奠定基礎。
2.3.3 分箱體精加工
對各分箱體剖分面精加工,各分箱體的半孔系暫不加工,待組裝成箱體后再加工。各分箱體剖分面或基準面精加工輸入的切削參數為模擬精加工選出的最佳切削參數,以保證各分箱體剖分面的形位精度和粗糙度,以及保證后續各分箱體的組裝精度。
待各分箱體剖分面精加工成后,依次劃各分箱體剖分面上連接孔位置線。重新調整機床,換裝鉆鏜孔刀具,鉆鏜各分箱體剖分面連接孔,保證各剖分面連接孔的位置度和垂直度。
2.4 分箱體去應力
各分箱體除了焊接后去應力退火及各工序、各工序間吊裝、轉運及停放自然釋放應力外,還增加了粗加工后人工退火時效和振動時效。
各分箱體粗加工后進行人工退火釋放應力處理,以釋放各分箱體的焊接毛坯殘余應力和粗加工應力,保證各分箱體內部組織趨于穩定,為提高精加工精度奠定基礎。
各分箱體半精加工后進行人工振動時效釋放應力。通過選擇最有利于釋放應力的不同振型諧波頻率對工件進行振動,再次釋放和平衡各分箱體內部應力,使各分箱體內部組織更加趨于穩定,保證精加工精度。
2.5 大型箱體組裝
在大型精密數控龍門銑鏜床上直接進行大型箱體組裝,以減少大型箱體吊裝轉運引起的應力變形。根據箱體結構,先將下箱體基準面置于大型精密數控龍門銑鏜床固定式工作臺 12 件等高墊鐵上,由操作工配合找正等高墊鐵,找正精度≤0.05 mm,下箱體基準面與等高墊鐵緊密貼合,保證與各分箱體加工時定位基準一致。而后依次將各分箱體相配剖分面疊加,各箱體內腔及剖分面連接孔對正,兼顧外形對正,研磨剖分面,使各剖分面貼合緊密,通過工藝連接件聯接把緊,并加工定位銷孔定位。
2.6 大型箱體精加工
大型箱體組裝完成后劃線找正,找正精度 ≤0.05 mm。調整機床,編制程序,輸入圖紙參數和鏜孔切削參數,調試程序并模擬加工合格后進行加工。加工時先選裝插補銑刀、再選裝可調鏜銑刀,一次裝卡插補半精銑、半精鏜、精鏜各孔系及其端面。大型箱體孔系如圖 5 所示,先加工一側孔系及其端面,再加工另一側孔系及其端面。由一側孔系調換至另一側孔系加工時,工件同工位,只調整機床刀位。插補半精加工完成后,在箱體裝置一端上、下中箱體結合面處銑一精加工找正工藝基準,粗糙度為Ra3.2,而后松壓板,充分釋放加工應力,待工件冷至室溫后重新找正,半精鏜各孔系。選取滿足設計精度要求的最佳精鏜孔切削參數:可調鏜銑刀轉速為 25~ 30 r/min,橫向進給為 0.1 mm/r,切削深度為 0.25 mm。各孔系精鏜孔前,孔系直徑方向按工藝規程留余量 0.6 mm,激光跟蹤儀配合檢測各孔系之間的形位精度。根據激光儀檢測結果,微調數控程序,同時輸入最佳鏜孔參數,精鏜各孔系及其端面。
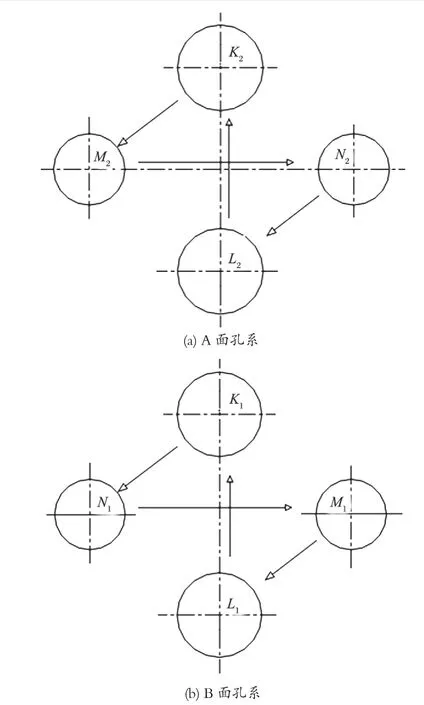
圖 5 大型箱體孔系Fig.5 Hole system of large gearbox case
3 加工效果
數控龍門銑鏜床鏜孔如圖 6 所示。激光檢測儀配合機床、專檢人員檢測箱體各孔系的形位精度,粗糙度檢測儀檢測各孔系的表面粗糙度,箱體的幾何尺寸由專業檢測人員利用專用測量工具和大型精密數控龍門銑鏜床配合檢測。檢測記錄如表 2 所列,各項檢測結果均達到或超過圖紙要求。

圖6 數控龍門銑鏜床鏜孔Fig.6 CNC gantry boring and milling machine
由表 2 可知,與傳統技術相比,大型數控龍門銑鏜床加工大型箱體時,其形位精度達到了 4 級,表面粗糙度達到Ra1.5,滿足圖紙設計要求的Ra1.6。相對于傳統分工序加工,形位精度提高了 2~ 3 級,表面粗糙度提高了 1~ 2 級,同時箱體的幾何精度達到了 6 級。經過裝配試車,整機的震動和噪音均得到降低,整機性能得到提高。利用大型數控龍門銑鏜床加工大型箱體,減少了中間轉序環節,而且數控機床的精加工效率高,減少了大型箱體裝配調整和返修時間,加工效率提高了約 20%。
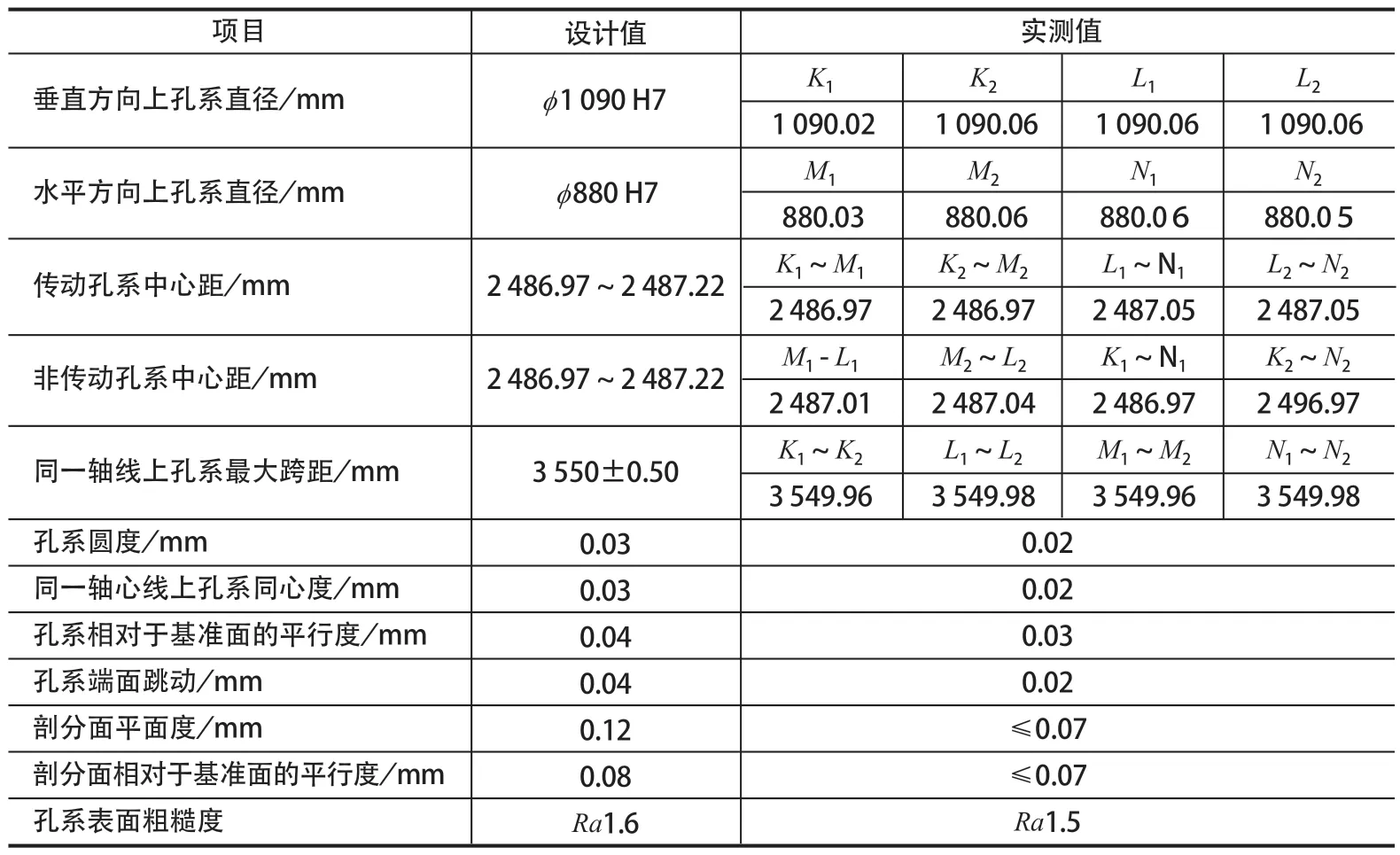
表2 精度檢測Tab.2 Accuracy detection
4 結語
通過實例驗證了大型數控龍門銑鏜床加工大型箱體的工藝流程、工序余量和切削參數的經濟合理性,為加工類似大型齒輪箱體提供了技術支撐。該技術易操作,普通銑工、鏜工即可實施,適用于其他空間孔系、高精度、超大型零部件的加工與制作。