
絕緣襯底的電流體噴印高分辨率微米電極研究*
2023-03-23 07:44:02戴恒震
機電工程技術 2023年2期
佀 萌,劉 暢,張 潔,戴恒震
(大連理工大學光電工程與儀器科學學院,遼寧大連 116024)
0 引言
近年來,由于低廉、靈活可加工、大面積的電子元件對日常生活和工程方面的廣泛應用逐漸增加,因此柔性電子領域也引起了眾多專家學者的研究和關注。在許多柔性電子的圖案化流程中,電流體噴印工藝能夠利用溶液化工藝,在大規模打印中和卷對卷的制造兼容,從而極大地提高了制造效率,也降低了生產成本。2002年,Jayasinghe 等[1]將電噴霧沉積應用于對陶瓷材料的微觀構造,自此,電流體噴印技術在微米技術結構的制備方面,得到了大批研究人員的關注。研究人員對電流體噴印的產生機制、射流模型以及影響因素等進行了細致的剖析,并利用該工藝設計出各種功能墨水的微米技術點狀和線形結構。
在電流體噴印中,打印的射流的電荷密度比較高,主要由電場力來控制射流的運動,傳統情況下,利用采集基質是導電性材料,由頭部的采集基質內部的高壓電場驅動溶液,直接打印到采集基質上。但是,因為絕緣基板在打印的過程中產生的極化現象和電荷積聚問題,而使得電流體噴印的穩定性遭到了破壞。隨著柔性器件的快速發展,在絕緣基板上如何加工也是近年來研究的焦點。為了使圖案連續平穩地轉印柔性襯底上,相關學者進行了一系列研究。
Yanqiao Pan 等[3-5]提出了一種多段式電壓控制方式,即在噴針與襯底間加入一條與噴嘴共軸的環狀電極,使環狀電極的電壓比噴口的電壓低。該方法可以明顯地減小電極環與襯底間的電壓,并減少基板極化對打印效果的影響。Lee 等[6-8]將一環狀電極整合于噴嘴之下,通過噴嘴和環狀接地電極間的高壓電場,使噴流通過環狀電極印刷在襯底上。然而,在噴嘴和環狀接地電極間的電場中,存在著一個徑向分量,該分量直接指向環狀電極。所噴出的電射流很容易被打印在環狀電極上,從而使其不能準確地打印在襯底上。Leo Tse 等[9]開發了一種新型的雙電極噴嘴,它可以準確地打印在曲面和絕緣襯底上。另外,Leo Tse[10-11]還介紹了一種通過在打印噴頭與接地電極間增加輔助氣流來進行打印的方式。以上方法在一定程度上實現了在絕緣襯底上的打印,但是其控制復雜、打印材料受限,限制了絕緣襯底打印技術的進一步推廣。
為了解決上述難題,實現絕緣襯底的高精度打印工藝的簡化和普適性,本文搭建了交流供電電流體噴射打印平臺,由函數發生器和高壓放大器為打印提供正負交變電場,以銀導電墨水為打印材料,通過空氣壓縮機、調壓閥和噴頭將打印材料噴出,并采用交流供電的策略,進行了絕緣襯底上微米級的圖案化銀電極打印成型研究,明確了電壓、打印速度、工作距離對打印結果的影響機制。結果表明:打印的銀電極的線寬與工作距離成正比關系,與電壓、打印速度成反比關系,通過對參數進行優化,獲得了最佳打印參數為:電壓±3 kV、打印速度10 mm/s,工作距離為0.2 mm,并在5 mm 厚的絕緣襯底上實現了微米級銀電極結構的可控打印,為大面積絕緣、柔性襯底穩定和可控打印提供了新的打印路徑。
1 實驗材料和方法
1.1 原理及實驗裝置搭建
用于實驗,本文中搭建了主要包括運動控制模塊、電場控制模塊、墨水供給模塊以及噴印噴頭模塊這4 個部分的電流體噴印平臺。其中,使用MPC2810 運動控制卡、高精度X-Y-Z三軸以及方形打印基板這3 部分構成運動控制模塊,功能是在進行電流體噴印時,調節噴頭墨水的噴印位置、打印高度和運動速度,從而達到打印襯底沿著特定運動軌道移動的目的,進而得到所希望的打印圖案。電場控制模塊是電噴印的技術核心,是一個多波型高壓開關電源,其由函數發生器和高壓放大器構成,主要功能是建立一個交變電場,處于打印基板與導電噴針底座之間。墨水供給模塊則由空氣壓縮機、調節壓力閥和噴頭構成,功能是使打印用墨水以特定的運動速度,平穩地從儲液管中推進至噴針尾部,以確保電流體噴印的連續供液。噴印噴頭模塊主要由噴頭裝置和夾具形成,夾具功能主要是定位噴針與儲液管,以確定噴針相對于打印基底的定位精度。開始打印時氣壓由調壓閥進入電流體噴頭,并通過調壓閥控制氣壓大小,在壓力的推動下墨水在電流體噴頭尖端聚集,在電場作用下形成帶電液滴,隨著電壓的增加液滴所帶的電荷逐漸增加進而在噴頭底部形成圖1 所示的泰勒錐[12-14],當電壓增加到一定值時,帶電液滴會突破瑞利極限,從泰勒錐擠出微納米級精細射流即電射流,當電場穩定后,射流也會隨之穩定,并在打印襯底上被收集。
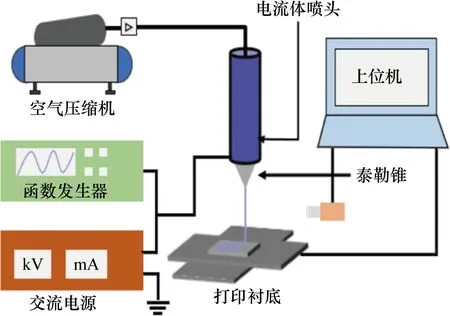
圖1 電流體噴射打印實驗裝置示意圖
實驗采用交流脈沖電壓可獲得周期性正負電信號,交流脈沖波形示意圖如圖2 所示。其中Vh代表脈沖高電平,Vl則代表脈沖低電平,Vh和Vl方向相反,Tp代表脈沖高壓所占周期的寬度,而Td代表脈沖周期,此時Tp與Td的比是脈沖信號的占空比。在該交流脈沖信號中,其高低電平在周期內方向相反使得液滴所帶電荷呈異性,產生吸引力有助于電噴打印的連續性和穩定性。帶電液滴在這種周期性正負電場作用下,當電場方向朝下時,此時帶正電荷的帶電液滴受到朝下的電場作用力;當電場方向朝上時,此時帶負電荷的帶電液滴則受到朝下的電場作用力,帶有異種電荷的液滴之間形成相互吸引作用力,這能夠克服采用直流高壓電源帶來的液滴之間排斥作用從而形成穩定持續的打印效果。

圖2 交流脈沖波形示意圖
1.2 實驗材料
本文采用的打印材料為納米銀墨水,為自己調制的某混合銀墨水,該導電墨水具有顆粒細度小(約50 nm)、電阻率合適、黏度高、與絕緣材料結合力強、不易堵塞噴頭的特點,較為適合本研究的電流體打印技術,墨水的詳細參數如表1所示。

表1 某混合墨水的性質
由函數發生器和高壓放大器為打印提供正負交變電場,通過空氣壓縮機、調壓閥和噴頭將打印材料噴出,采用交流供電的策略以銀導電墨水為打印材料在5 mm厚的絕緣襯底上進行了微米級的圖案化銀電極打印成型研究及可控打印。
2 結果與討論
2.1 電壓對打印結果的影響規律分析
電壓是影響打印線寬與打印穩定的一個關鍵因素,這是因為電壓會改變噴針尾部的流體尺寸以及形貌。因此首先利用控制變量法,保證其他打印參數不變的條件下,改變電壓的大小,進行銀電極結構的打印,打印結果如圖3(a)所示。電壓由小到大分別為高低電平有效±1.5 kV、±2.0 kV、±2.5 kV 及±3 kV,其他關鍵打印參數均設置為:打印速度10 mm/s,打印高度0.1 mm。由圖3(b)可知,電壓由±1.5 kV 上升到±3 kV,結構線寬則從85 μm 增加至215 μm。也就是因為,當高電平小于1.5 kV、低電平大于-1.5 kV 時,在噴針尾部的流體就會聚合成球形,并同時產生毛細現象,而球狀流體在碰到襯底后,也會產生更大體積的無規則結構。當高電平逐步上升至2 kV、低電平則逐步下降至-2 kV 時,噴針尾部的流體會從聚合的球型轉變為倒錐狀,與此同時,流體與襯底的角度過小,會造成被過度拖拽,這會使得打印襯底與打印的成形結構之間的結合力較差,打印的成形結構的一致性較差。當電壓足夠大(高低電平±3 kV)時,流體與打印襯底之間基本呈現水平狀態,此時的流體會受電壓與壓力的雙重作用,使其非常平穩,使整個打印過程變得連續可以控制,打印的成型結構也變得平穩且一致性較好。這是由于在增大電壓后,電場強度會在噴針裝置與打印襯底之間增大,并且噴射-空氣界面的電荷密度增加。引起電場力在射流面上升,從而破壞了力平衡態,從而提高了射流流速,又因為內部銀墨水的流速沒有改變,因此射流的孔徑變小,線寬變小。

圖3 電壓對絕緣襯底上成形結構形貌和尺寸的影響
2.2 打印速度對打印結果的影響規律分析
打印速度也是影響打印線寬的重要因素,這里打印速度說的是相對于打印襯底,噴針移動的速度。而打印襯底與打印基板是相對靜止的,同時打印基板固定于運動軸上,而噴針又在Z軸的夾具上固定,除高度外不動,則位移臺的移動速度即為打印速度。其影響成形打印結構的分辨率和打印精度是因為噴針尾部的射流會由打印速度變化而拉長。利用控制變量法,保證其他打印參數不變的條件下,電壓高低電平±3 kV、打印高度0.1 mm,改變打印速度的大小,進行銀電極結構的打印。打印的線性結果如圖4 所示。圖4(a)中的結果從左到右為打印速度是1 mm/s、2 mm/s、5 mm/s以及10 mm/s時。由圖4(b)可知,隨著打印速度的不斷提高,成形結構的線寬會降低。這主要是因為處于穩定狀態的射流是連續的流體流動,并且打印在基底上的材料和噴針-基底之間的噴流是連續的。增加打印速度,基板的運動會對射流進行一定的機械拖拽,而由于基板速度的提高由此形成的機械拖曳力也增大了,在將電射流變細的同時,打印的銀墨水在基板上同一個位置上有較少的堆積,因此打印線寬變小。
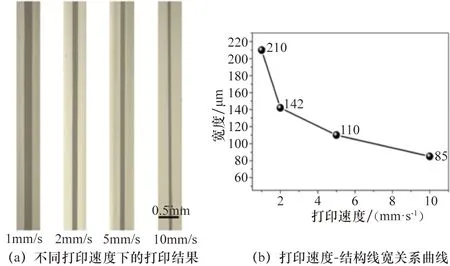
圖4 打印速度對絕緣襯底上成形結構形貌和尺寸的影響
2.3 工作距離對打印結果的影響規律分析
工作距離是指噴針與襯底中間的一段距離,太大的工作距離將會降低噴針尾部銀墨水表層的電場力強度,而噴針中的銀墨水無法沖破此時的表面張力,從而無法形成泰勒錐,更無法形成錐射流。打印工作的連續與穩定性都會受到嚴重的限制。但工作距離也不能過小,如果過小,噴針尾部的銀墨水將會與打印襯底相接觸,打印的分辨率和工作的可控制度則將會受到影響。控制工作距離的獨立變量,其他工藝參數為電壓±3 kV、打印速度10 mm/s 保持一致,得到的打印結果如圖5 所示。圖5(a)表示工作距離分別為0.1 mm、0.2 mm、0.3 mm、0.4 mm時的打印結構的觀察結果。如圖5(b)所示,成形結構的線寬大小隨著工作距離增加而慢慢變大。這是因為,由于噴針-基板間隙增大,在同一電壓下空間的電場強度降低,同時由于兩相界面電荷密度和電場力的降低,射流形成速率減緩,因此射流長度在同一時段內逐漸縮短,并且在流量不變的前提下,射流寬度增加。

圖5 工作距離對絕緣襯底上成形結構形貌和尺寸的影響
2.4 絕緣襯底復雜圖案按需電噴印
在電流體噴印平臺中,根據上述的3 種工藝參數對在絕緣襯底上電噴打印的影響規律,尋找最佳打印參數,將工藝參數分別設置為電壓±3 kV、工作距離為0.2 mm、打印速度10 mm/s,通過聯動控制電壓、工作距離和打印速度等各種關鍵打印參數,并進行差值補償,在噴印過程中對噴印流程進行實時監測,在5 mm厚的高絕緣襯底上實現了打印“帆船”“多矩形”的規律圖案,打印結果如圖6 所示。由圖可知,打印的圖案邊界清晰、結構平整平滑,軌跡起止點處均勻連續,拐角處過度連續,得到的打印線性線寬的寬度為70 μm。
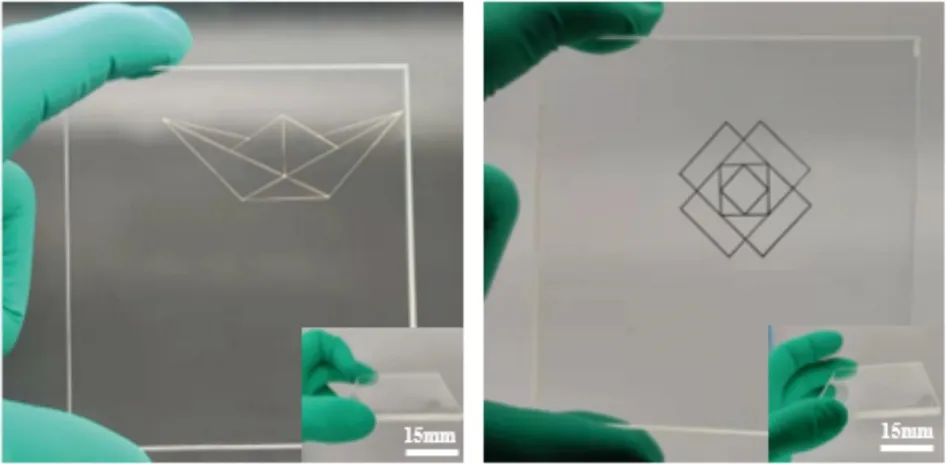
圖6 在玻璃上打印的“帆船”和“多矩形”圖案
3 結束語
搭建了電流體噴射打印平臺,進行了利用交流電壓在絕緣襯底上打印的實驗,研究了電流體噴印過程中電壓、工作距離、打印速度3 個重要參數對印刷結果的影響。結果表明:打印的銀電極的線寬與工作距離成正比關系,與電壓、打印速度成反比關系。尋找最佳打印參數,獲得了最佳打印參數為:電壓±3 kV、打印速度10 mm/s,工作距離為0.2 mm,在此研究基礎上實現了在5 mm 厚的絕緣襯底上最小線寬70 μm 的銀電極制備,并進行了微米級復雜圖案的打印,圖案邊界清晰、結構平整平滑,軌跡起止點處與拐角處的過渡均勻連續,該方法為大面積絕緣、柔性襯底穩定和可控打印提供了新的打印路徑。
