點膠機生產中新型自動化上料機構的應用研究
2023-04-29 03:15:04閻小鵬
中國科技投資 2023年1期
閻小鵬
摘要:本文探討了一種新型的自動化上料機構,并將其應用到點膠機生產實踐,旨在避免人工浪費,降低生產成本、增加工業生產效益。該上料機構,通過協調應用傳送裝置、推料組件與載物臺組件,提高了上料的自動化程度,使上料更為快捷。將此上料機構應用于點膠機生產,明顯優于傳統手工上料的方式,使上料過程不再繁瑣,提高了點膠機的生產效率,實現減本增效的預期目標。
關鍵詞:上料機構;點膠機;推料組件;載物臺組件
目前,產品工藝中的油漆、膠水與其他液體,要想精準滴、涂、注、點到各產品的精確位置,需要點膠機的參與,以實現弧形、圓形、畫線和打點。許多電子產品點膠都是應用點膠機,例如,LED芯片或硅麥等。點膠機適用膠水眾多,例如,硅膠、錫膏、熱膠、環氧膠、EMI導電膠、COB黑膠、銀膠、環氧樹脂、白膠、螺絲固定劑、瞬間膠、散熱膏等,因此在工業生產中發揮著不可或缺的作用。以往國內許多企業使用的點膠機為“人工+機器”的上料方式,然而,在工業發展持續提速的背景下,傳統點膠機在實際應用中暴露出愈加明顯的問題,例如,出錯率高、工作效率不理想、對人工要求高等,既難以滿足當前的工業生產需求,也增加了成本。因此,本文主要探討一種能實現自動化上料的機構,認為將其應用于點膠機生產,能較大程度提高上料的效率,降低對人工的要求,減少人工出錯的概率,降低生產投入。
一、新型自動化上料機構的結構與原理
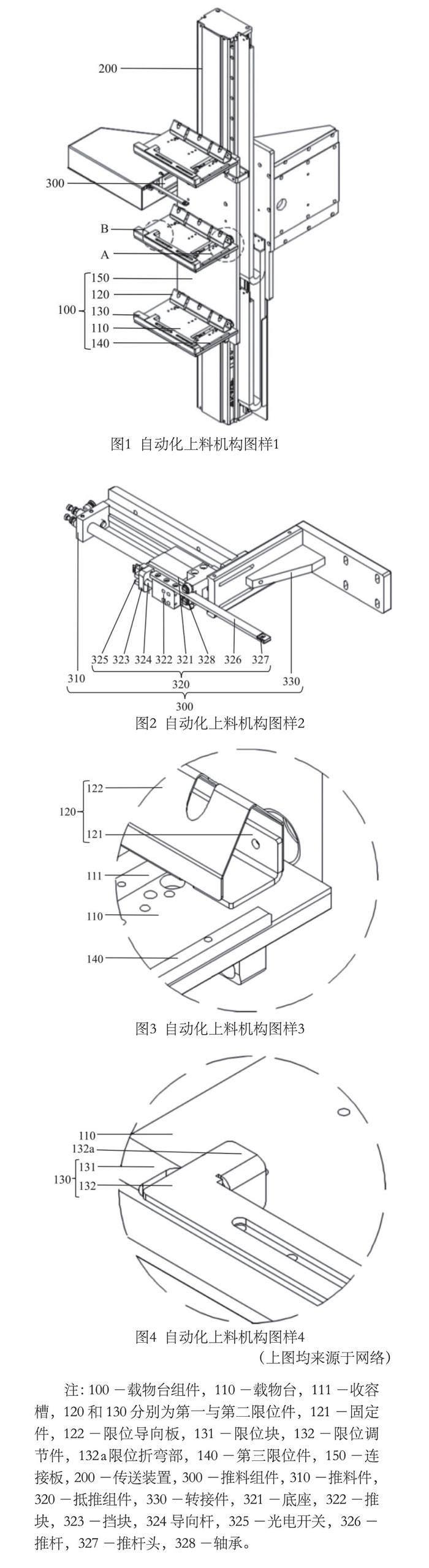
新型自動化上料機構主要由載物臺組件、推料組件和傳送裝置三個組成部分,在這些組成部分的作用下,該機構實現上料自動化,提高了點膠機的效率。其中,載物臺組件具體包含載物臺,以及第一和第二限位件,上述限位件均并行間設在載物臺上,第一與第二限位件之間為料盒夾,且第一限位件具有彈性形變的特點。載物臺組件發揮作用的方式,與傳送裝置相連,通過傳送裝置驅動載物臺組件,使之按照設定的方向運動(即垂直方向)。推料組件主要包含推料件以及與推料件驅動相連的抵推組件,其中推料件的驅動能驅動抵推組件,將料盒內的工件朝水平方向抵推,在傳輸裝置上進行推料組件設置。
點膠機主要機構為下料機構、點膠機構與輸送機構,其在實際生產中借助新型上料機構,能保障上料和點膠工作的自動化水平。新型上料機構的抵推組件,發揮著驅動機械運動的重要作用,主要包括光電開關、推桿、導向桿、擋塊、推塊等結構。推料件驅動、推塊和底座相連,其中推塊連接底座滑動,使得自身橫向滑動,并完成第一導向孔設置。擋塊的設置則選取和推塊相對的位置,設于底座上并完成第二導向孔設置,對應第一導向孔。導向桿穿設于第一與第二導向孔,并在導向桿上設置彈簧,抵接擋塊與推塊。在擋塊背離推塊的一側設置光電開關,具體作用是檢測擋塊與推塊的距離。推桿一端與推塊相連,推桿的延伸方向與推塊滑動方向一致。同時,輕松拆卸下推桿頭,連接推桿其他端點,為了抵推工件,在推桿頭進行抵推凹槽的設置。推塊設置有兩個軸承,其一與推桿一側滾動抵接,其二與另一側抵接。自動化上料機構的圖例,見圖1-4。
二、點膠機生產中新型自動化上料機構的具體應用及優勢
(一)點膠機中自動化上料機構的具體應用
點膠機實際應用自動化上料機構的過程中,通過運行傳送裝置,垂直移動載物臺組件,料盒也隨著載物臺垂直方向移動。抵推組件在推料件驅動下水平移動,為抵推料盒內的工件形成作用,順利實現了上料的自動化,進而顯著提升生產效率,避免了企業實際生產不必要的成本投入。由于第一限位件具有彈性形變特點,操作人員通過向第一限位件抵推料盒,能實現彈性形變,由此增加兩個限位件之間的距離,隨后朝下放置料盒并將手松開,就能讓第一限位件狀態恢復,兩個限位件共同擠壓料盒,確保料盒在兩個限位件間的穩定性,由此,隨著載物臺的垂直移動,料盒也能平穩的在垂直方向運行。
與此同時,在人員實際操作方面,新型自動化上料機構也展現出快捷、方便的特點。由于在傳送裝置和第二限位件之間設置第一限位件,相關人員在具體操作時,如果所處位置背離傳送裝置的載物臺一側,可將料盒朝遠離操作人員的方向推動,直接和第一限位件抵接,引發第一限位件形變,如此方式與工作人員的操作習慣更為相符,例如,將料盒推動到靠近人員的方向,讓第一限位件出現形變。另外,在其他實施案例中,第一限位件與第二限位件朝著推料件驅動方向設置,而在本文實施案例中,第一限位件、第二限位件與載物臺是橫向延伸的,在其他實施案例中,也可朝垂直方向延伸。
為了讓自動化上料機構在點膠機生產中發揮更大的作用,還設計了料盒空置報警,注重料盒的尺寸調節。具體而言,通過將第二長孔設于限位調節件上,確保第一限位件延伸方向和第二長孔長度方向并行,同時將多個第二連接孔設于限位塊,對應第二長孔,穿設于第二長孔和連接孔的第二緊固件,應包含在載物臺組件內,以達到有效調節料盒尺寸的目的。限位塊和第二限位件是否緊固,很大程度上依賴于第二緊固件。換言之,限位調節件移動后,也會相應改變第二長孔相對第二連接孔的位置,限位折彎部相對第三限位件的距離隨之出現變化。所以,第三限位件與限位折彎部,對于尺寸不同的料盒都較為適宜,保證了自動化上料機構的高實用性。設計料盒空置報警,使連續生產得到良好保障,同時設備設置警示裝置,即接近開關。接近開關收容槽設置于載物臺,負責檢測載物臺有無料盒,如果檢測到無料盒,就會自動警報,警示操作人員要放置料盒。例如,針對有著上下關系的兩個載物臺,上方位置的為第一載物臺,另一個為第二載物臺,推料組件將第一個載物臺料盒內的工件推完后,會上升第二載物臺,如果接近開關檢測到第二個載物臺無料盒時,會通過警報的方式,及時提示操作人員。采用此設計,能確保面對大小不同的料盒,上料機構均能良好適應,并且調節加料數量,為生產連續性提供良好保障。
(二)點膠機生產中新型自動化上料機構的優勢
第一,此種上料機構可以提高自動化程度,有效減少人員工作量和人工投入,借助推料組件與傳送裝置自動上料,向點膠機構傳輸,確保生產所需。第二,點膠機應用自動化上料機構,便于實際操作,利用抵推料盒帶動第一與第二限位件之間的互相作用,發揮第一限位件的彈性形變特性,確保料盒在載物臺穩定朝著垂直方向移動,保障點膠和上料都能自動化進行。
三、結語
綜上所述,本文探討了一種自動化上料機構,以改善傳統點膠機容易出錯、工作效率不佳的缺陷。應用該上料機構,能高效便捷的將物料上到機器內,借助傳輸結構供到點膠機工作。整體而言,在點膠機生產中自動化上料機構的應用價值顯著,明顯優于傳統手工上料的方式,上料過程不再繁瑣,讓生產更具效率,實現減本增效的預期目標。
參考文獻:
[1]修博文.微量點膠過程中膠液轉移與鋪展行為研究[D].沈陽:沈陽工業大學,2022.
[2]雍艷,姚遠建,張麗川.提高半自動點膠機的點膠合格率策略[J].集成電路應用,2022,39(05):20-21.
[3]沈洋平.一種全自動點膠機進出料裝置的設計[J].電世界,2022,63(02):40-43.
[4]張勇飛.基于機器視覺的點膠機目標定位技術研究[D].桂林:桂林電子科技大學,2021.
[5]嚴相.高速點膠機四軸運動控制器設計與研究[D].武漢:華中科技大學,2021.
[6]王居飛,樊軍慶,吳迪,等.基于平面傳動機構的橡膠打包機自動上料機的設計[J].機械傳動,2017,41(10):166-172.
[7]林和德,溫明生.點膠機周轉機構改進設計[J].閩南師范大學學報(自然科學版),2018,31(01):30-35.
