車身外觀面涂不良的原因分析及改善措施
2023-05-09 09:47:32李春艷
汽車實用技術 2023年8期
關鍵詞:優化
李春艷,曾 平
(廣汽乘用車有限公司,廣東 廣州 511434)
面對激烈的市場競爭,各個主機廠不斷提高轎車外觀零件的表面質量。同時,為了降低車身涂裝對環境的污染,采用免中涂工藝,這導致涂料對零件表面形貌的遮蓋能力降低。為改善車身外觀零件的表面質量,車身鋼板外觀、涂裝工藝及涂料均需作出相應的優化[1]。為了滿足車身外觀零件的表面質量以及采用免中涂涂裝工藝,車身鋼板粗糙度已由0.6~1.6 μm,降低到0.6~1.3 μm[2]。這樣的變化,使車身外板鋼板的制造難度增大、成材率降低、成本增加。
1 面涂不良
某新車型在第二階段試制初期,出現了前后門外板面涂橘皮缺陷,如圖1 所示。該車型在免中涂涂裝產線與其他車型共線生產,并采用1K 清漆和粗糙度為0.6~1.3 μm 的鋼板。排查面涂關鍵參數鮮映性、長波及短波發現,僅長波數據不達標,如表1 所示。面涂長波和短波數據超過一定值后,就會出現面涂橘皮缺陷。改善橘皮缺陷,需要降低面涂長波和短波數值。其他工序過程參數排查時,發現電泳粗糙度也存在不達標,如表1所示。電泳粗糙主要影響短波,但短波可以疊加在長波上,加重橘皮缺陷。在免中涂產線,長波的主要影響因素是清漆[3],包含清漆涂料和清漆噴涂工藝。而車身電泳后粗糙度的主要影響因素是鋼板外觀及電泳。考慮到電泳工序的涂料和工藝是共線車型共用,優化后會影響其他車型,不能優化。因此,從鋼板外觀、清漆涂料及清漆噴涂工藝等三個方面開展優化工作。

圖1 橘皮缺陷圖

表1 兩階段面涂長波和電泳粗糙度數據
2 鋼板外觀優化
2.1 鋼板外觀分析
第一階段試制使用鋼板(簡稱:第一階段鋼板)和第二階段試制使用鋼板(簡稱:第二階段鋼板)均為連續熱鍍鋅鐵合金鍍層烘烤硬化鋼板HC220BD+ZF,分別由G 鋼廠和A 鋼廠供貨。
運用掃描電鏡觀察第一階段鋼板和第二階段鋼板表面形態和鍍層相構成,如圖2 所示。由圖2可見,兩個階段鋼板材料表面鍍層形態和相構成相近。

圖2 鋼板鍍層表面形態及相結構
運用粗糙度儀及波紋度儀測量第一階段鋼板和第二階段鋼板的粗糙度和波紋度,如表2 所示。可見,第二階段鋼板粗糙度和波紋度明顯高于第一階段鋼板。結合表1 得出鋼板粗糙度和波紋度越小,電泳粗糙度越小。鍍鋅鋼板粗糙度是復制光整工序光整工作輥的粗糙度。根據鋼廠制造經驗,鍍鋅鋼板粗糙度是光整工作輥粗糙度70%左右即光整輥粗糙度70%左右復制給鍍鋅鋼板。因此,通過控制光整工作輥的粗糙度即可以控制鍍鋅鋼板粗糙度。波紋度是由軋輥的形狀誤差及軋機振動造成的鋼板周期性波浪型偏差[4]。在汽車鋼板制造中,精確控制波紋度的方法不明確。因此,重點優化鋼板粗糙度。

表2 鋼板外觀參數數據對比
2.2 光整工作輥粗糙度優化
為了獲得低粗糙度的鍍鋅鋼板,必須降低光整工作輥的粗糙度。
大部分光整工作輥粗糙度是通過砂輪磨輥+電火花毛化技術獲得的。生產外板鋼板的新光整工作輥粗糙度,一般為1.8 μm 左右。為了加工小粗糙度輥子,電火花毛化電流就要小。這會導致電極與輥子之間的距離變小,當距離變小到一定數值時,電極擦傷的可能性比較大。另外,當電流減小到一定數值時,會出現砂輪打磨缺陷殘留的問題。經多輪優化,在保證生產安全、加工質量穩定及成本可控的情況下,新光整工作輥最小粗糙度為1.4 μm±0.1 μm。這樣可以獲得粗糙度為1.0 μm 左右鋼板。采用這樣的工藝,鋼板粗糙度也沒有達到G 鋼廠水平。
光整工作輥粗糙度,隨著輥子工作時間的延長會降低。經過生產順序多輪優化及驗證,生產2 000~2 500 t 鋼板后,光整工作輥粗糙度可以降低0.1 μm。粗糙度為1.4 μm 新光整工作輥,生產4 000~5 000 t 鋼板后,再生產的鋼板粗糙度在0.8~0.9 μm。因此,通過優化生產順序,可以獲得更低粗糙度的光整工作輥。但隨著光整工作輥工作時間的延長,輥子表面會被劃傷、壓傷、粘污物等,這就會帶來鋼板表面質量風險。
因此,綜合上述兩種降低光整工作輥粗糙度的方法,降低光整工作輥粗糙度都是有限的,同時不同程度地帶來制造成本的增加。
2.3 鋼板粗糙度優化
經過A 鋼廠兩輪光整工作輥粗糙度的優化,鋼板粗糙度由1.264 μm 降低到0.8~1.0 μm,如表3 和表4 所示。鋼板粗糙度降低,前后門外板電泳粗糙度和面涂長波數據均隨之降低。鋼板粗糙度由1.264 μm 降低到1.0~1.1 μm 時,電泳粗糙度和面涂長波均顯著降低;當鋼板粗糙度進一步降低到0.8~1.0 μm 時,電泳粗糙度降低顯著,但面涂長波降低程度變緩。說明,鋼板粗糙與電泳粗糙度密切相關,鋼板粗糙度由1.264 μm 降低到1.0~1.1 μm 時,鋼板粗糙度的降低可顯著改善面涂橘皮缺陷,而鋼板粗糙度到降低1.0 μm 以下時,鋼板粗糙度對面涂橘皮缺陷影響小。
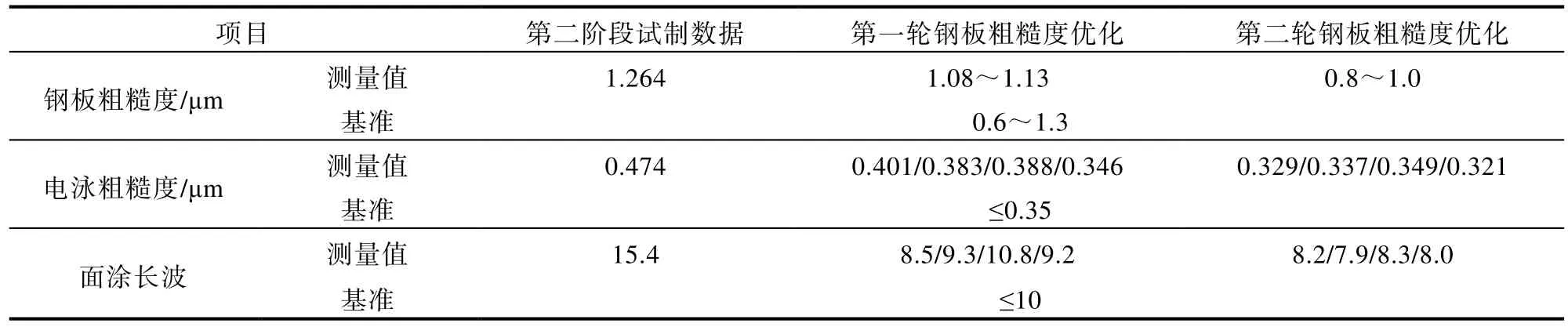
表3 前門外板鋼板粗糙度優化后電泳粗糙度和面涂長波數據

表4 后門外板鋼板粗糙度優化后電泳粗糙度和面涂長波數據
經過鋼板粗糙度改善,前門外板電泳粗糙度和面涂長波達到基準要求,后門外板電泳粗糙度及面涂漆長波均未達到基準要求。但A 鋼廠受生產設備限制,其鋼板粗糙度僅可批量達到0.8~1.0 μm。若需進一步降低,鋼板的制造成本大幅上升,并無法工業化供貨。因此,為消除面涂橘皮缺陷,鋼板粗糙度控制目標為0.8~1.0 μm。
3 清漆涂料優化
2 K 清漆較1 K 清漆具有優異的目視效果,其長波數據可以下降4 個單位[5]。因此,基于鋼板粗糙為0.8~1.0 μm,開展2 K 清漆和1 K 清漆的實車面涂長波數據對比。對比結果,如表5 所示。可見,2 K 清漆可以改善面涂長波數據,但面涂長波數據降低幅度不大,沒有達到4 個單位。這可能與涂裝工藝參數有關系。從數據上看,前門外板面涂長波數據均值可以達到2 K 清漆基準要求,后門外板依然超出基準要求。
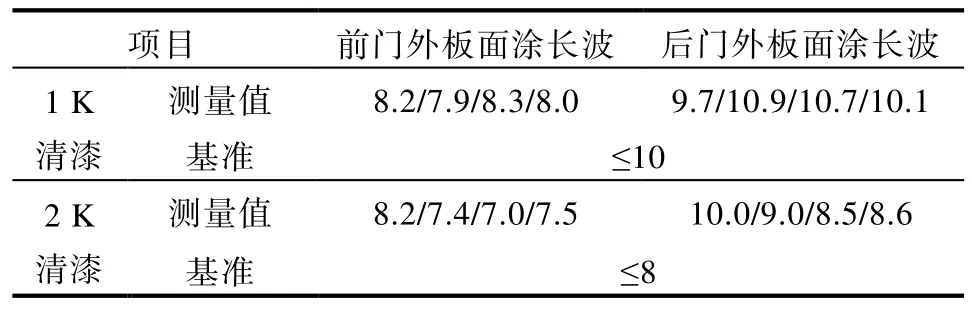
表5 2 K 清漆和1 K 清漆面涂長波數據對比
4 清漆噴涂工藝優化
清漆層是實現保護性和裝飾性的重要涂層,其對整體涂層的耐候性和鮮映性、豐滿度等外觀指標至關重要。一般清漆層越厚長波數值越小,面漆外觀效果也越好[6]。因此,基于鋼板粗糙度和涂料優化,對清漆噴涂工藝進行優化,期望達到增加清漆膜厚降低長波數據的目的。優化結果如表6 所示。清漆噴涂流量提高5%~11%并噴涂時間增加6.4%后,前門外板面涂長波數據達到基準要求并獲得進一步改善,后門外板面涂長波數據有局部點位超出基準要求。考慮到繼續增加噴涂時間,對生產節拍影響大,因此,進一步提高清漆噴涂流量驗證。清漆噴涂流量進一步提高后,前后門外板面涂長波數據進一步改善,均達到2 K清漆基準要求,并消除橘皮缺陷,如圖3 所示。為保證外觀質量及控制成本,清漆涂裝工藝優化目標為清漆流量提高10%~15%、噴涂時間增加6.4%。
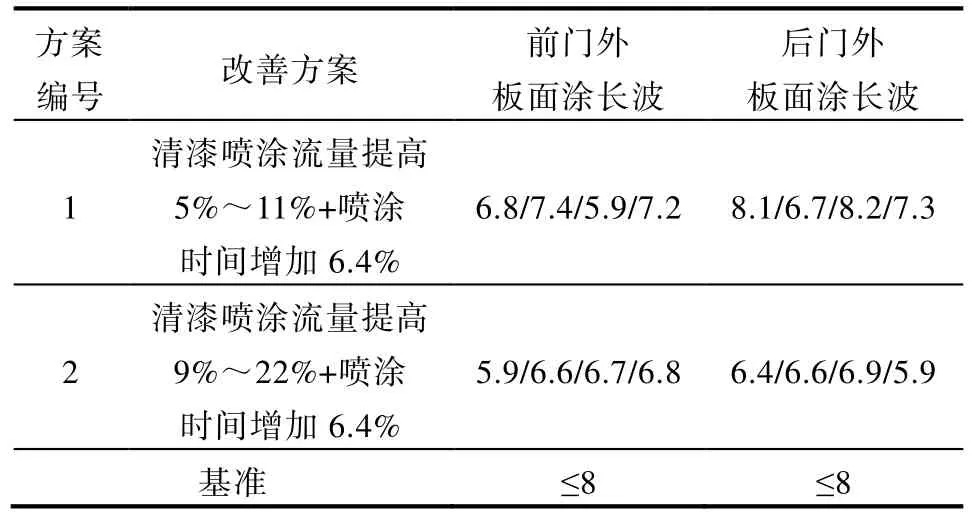
表6 涂裝工藝優化及面涂長波數據

圖3 消除橘皮缺陷圖
5 結束語
該車型車身外觀橘皮缺陷雖然發生在試制階段,但驗證和優化過程均在現有涂裝線上進行,因現有涂裝線是多車型共用,驗證和優化的前提條件是不能影響其它車型的生產,所以就導致不能對所有的影響因素進行驗證。通過對鋼板的外觀參數(表面粗糙度)、清漆及清漆噴涂工藝參數的優化證明:1)將鋼板粗糙度由1.264 μm 降低到0.8~1.0 μm、清漆噴涂流量提高10%~15%、鏈速降低6.4%即噴涂時間增加,對改善車身外觀橘皮作用貢獻度較大;2)清漆由1 K 變為2 K,對改善車身外觀橘皮有一定作用,但是貢獻度較小。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45