液相輔助激光加工織構微觀形貌變化及其影響機制
2023-07-27 08:27:50黃珂楊發展鄭凱瑞扈偉昊林云龍
機床與液壓 2023年13期
黃珂,楊發展,鄭凱瑞,扈偉昊,林云龍
(青島理工大學機械與汽車工程學院,山東青島 266000)
0 前言
刀具磨損是加工行業面臨的一大難題,在切削加工鈦合金等難加工材料過程中,刀具承受著巨大載荷,且隨著加工區刀具表面溫度急速上升,極易引起刀具和加工材料表面變形,進而影響加工材料的表面質量和精度[1]。通過改善加工界面的摩擦狀態可以增強刀具耐磨性,降低切削力和切削溫度,延長刀具使用壽命[2]。研究發現,在刀具的表面設計并制備一定的微小織構可以有效降低刀具的磨損量[3]。WU等[4]通過實驗和仿真發現微織構刀具可以有效降低切削溫度、主切削力、切削抗力和實際刀屑接觸長度,在未來加工操作中具有重要應用前景。張娜等人[5-6]通過實驗及仿真分析,發現硬質合金表面的織構化可以改善應力分布,減少應力集中,且不同織構類型產生的摩擦效果存在著較為明顯的差異,因此在實際加工中可以通過設計合理的織構形狀來達到最佳減摩效果。成立等人[7]對鈦合金的銑削過程進行了分析,發現刀具的表面織構可以改變刀、屑、工件之間的接觸性能,有效減小切削力,且參數不同對織構刀具的切削力影響程度不同。激光加工工藝參數可以直接影響織構的深度、寬度以及所加工表面的質量[8]。劉宇航等[9]優化了316L醫用不銹鋼的加工工藝參數,發現激光的掃描次數是影響織構寬度和深度的主要因素,最終通過控制激光加工工藝參數達到了減小織構寬度、增大織構深度及材料表面無明顯熱損傷的目的。任長春等[10]探究了平均功率、掃描速度、脈沖頻率、離焦量、掃描次數等工藝參數對織構尺寸及形貌的影響,結果表明激光功率與織構尺寸成正比,過大的功率會導致嚴重燒蝕,造成工件表面不平整。因此,合適的激光加工工藝參數是制備高質量表面織構的基礎,分析不同激光加工參數對設計出最佳織構形狀和表面形貌具有重要意義。大量研究結果表明:在刀具表面加工特定形狀的織構,可以改變刀具與工件的接觸狀態,進一步優化摩擦學特性。
目前刀具表面織構主要通過激光加工法、電火花加工法、電解加工法、超聲波加工法等來實現。其中,激光加工因加工精度高、污染小、適用范圍廣等優點備受青睞[11]。激光加工技術以激光為熱源,激光束具有極高的能量密度和方向性,加工時將聚焦的激光束照射到刀具表面,當激光能量密度達到材料熱熔閾值時材料將急劇熔化、汽化,產生強烈的沖擊濺射[12]。濺射的材料在空氣中快速冷卻,重新凝固在加工區域周圍形成熔融物和重鑄層,這一現象將降低織構加工質量。為了解決上述問題,研究者提出了液相輔助激光加工這一新工藝,在工件表面覆蓋輔助液體,加工時激光和液體相互反應,在激光脈沖后的短時間內發生強耦合作用,形成獨特的微/納米結構[13],這一手段可以有效緩解加工過程中的熱效應及熔融物重新冷卻這一問題。龍芋宏等[14]通過在空氣和水2種介質中對單晶體硅片進行激光刻蝕,發現水輔助激光加工時,濺射的熔融物更容易排出,提高了工件的表面質量,而且加快了刻蝕速率。DELL′AGLIO 等[15]采用不同的時間分辨診斷技術研究了金屬納米粒子在空化泡中的運輸和擴散,在液相輔助激光加工過程中,材料接觸激光束后發生熔化和汽化,同時工件表面的液體產生氣泡,將濺射出來的材料帶離工件表面[16],可以有效改善熔融物重鑄現象,抑制毛刺的產生,提高表面加工質量。
目前將液相輔助激光加工技術用于加工刀具表面織構的研究很少,本文作者探究不同類型的輔助液及激光加工參數在液相輔助激光加工過程中對織構形貌產生的影響,對液相輔助激光加工技術的發展具有重要意義。
1 試驗準備及材料選擇
實驗選用YG6硬質合金材料刀具(株洲鉆石切削刀具股份有限公司生產),元素含量為94%WC和少量Co,密度為14.6~15.0 g/cm3,硬度為89.5HRA,抗彎強度σbb為145 MPa,沖擊韌性ak為2.6 J/cm2[17],刀具尺寸為16 mm×16 mm×4.5 mm。在加工織構之前,將刀具前刀面進行拋光處理,去除刀具表面劃痕[18]。將拋光后的刀具放入超聲波清洗機中,加入無水乙醇沒過刀具,清洗10~15 min去除刀具表面的污漬,清洗完成后取出并放置自然風干。
加工織構所用激光器為IPG納秒激光器,其型號為YLPN-1-100-200-R,波長1 064 nm、脈沖寬度100 ns、頻率40 kHz,具體參數見表1。刀具初始及加工后的表面形貌由DSX510型體視顯微鏡(OLYMPUS)觀察獲得。輔助液體選用去離子水、硝酸-氫氟酸混合溶液、氫氧化鈉溶液,探究中性溶液、酸性溶液及堿性溶液對所加工織構形貌的影響。
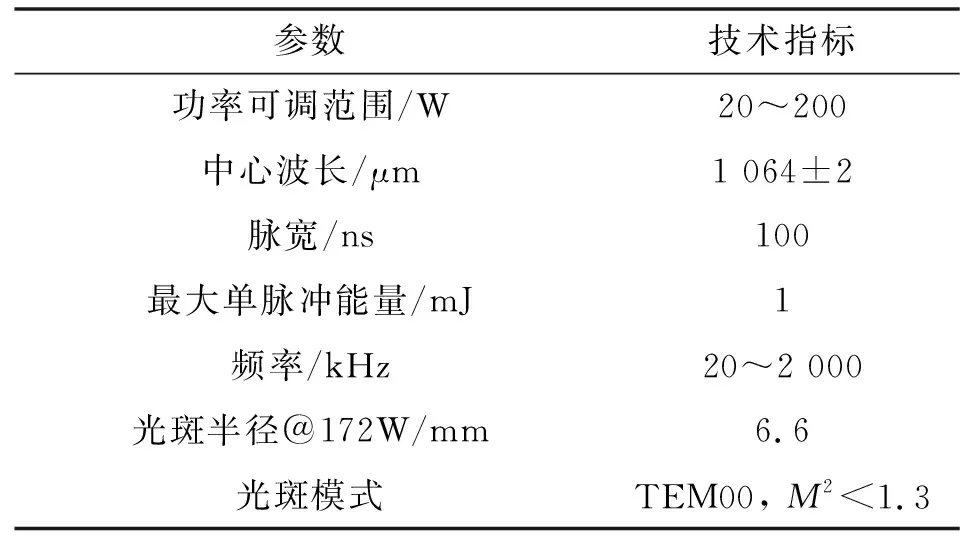
表1 激光器基本參數
2 不同情況下的織構形貌
2.1 激光參數對織構形貌影響
為了探究液相輔助激光加工工藝參數對織構形貌的影響,通過納秒激光加工系統分別在空氣介質和輔助液中對硬質合金刀具表面進行直線織構加工,具體加工過程如圖1所示。圖1(a)將YG6硬質合金刀具放置在激光系統操作平臺,直接在空氣中加工織構;圖1(b)將YG6硬質合金刀具放進有去離子水的燒杯中,擺放到激光系統的工作臺上,在液體輔助條件下加工織構。依據單因素分析法設置激光參數,具體激光參數見表2。調整刀具位置,激光對焦后開始加工。前期通過嘗試發現,溶液與刀具前刀面的距離對表面織構加工質量影響較大。距離太大會減弱激光光束能量,使加工出來的織構尺寸很小,距離太小時,激光加工過程中產生的氣泡炸裂會造成刀具暴露于空氣中,影響液相輔助激光加工過程的穩定性[19]。激光束穿過液體層到達刀具前刀面時,聚焦透鏡的焦距因為液體層的折射發生改變[20-21]。聚焦的線性激光束折射后,激光焦點與加工表面的距離[22]為
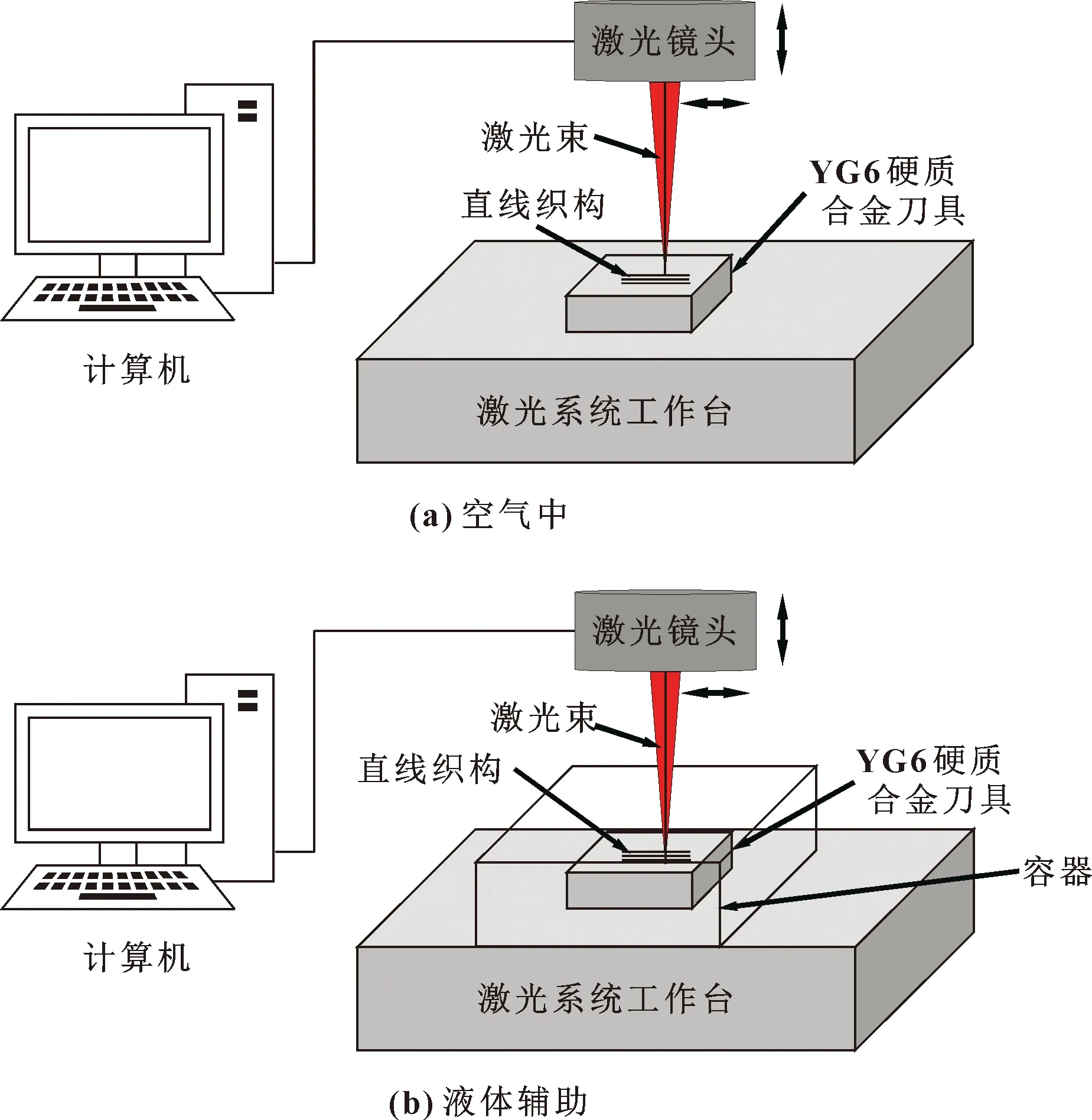
圖1 激光加工織構示意
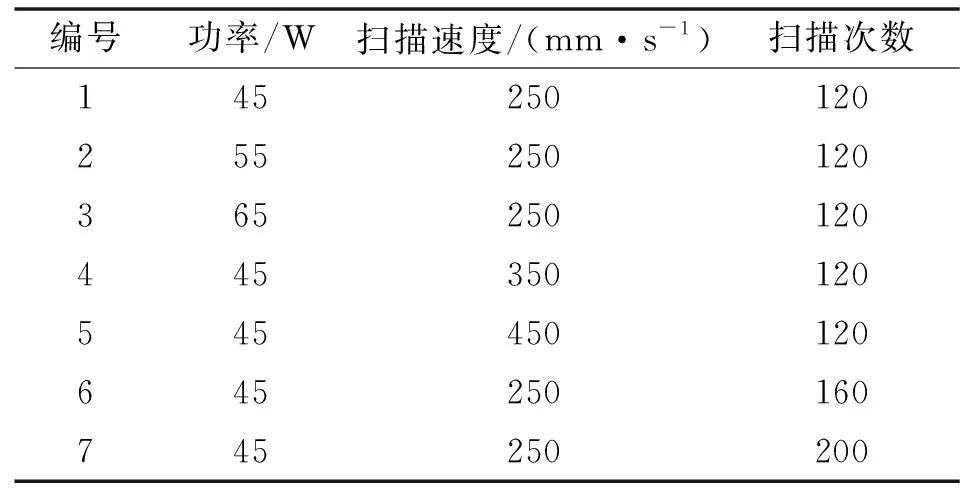
表2 具體激光參數
其中:f為聚焦透鏡在空氣中的焦距;l為液體厚度;n為液體折射率;r為未聚焦激光束半徑。當r?f時,公式可簡化為
此實驗選取去離子水的量為7.6 mL,液體上表面距刀具前刀面1 mm,去離子水的折射率為1.333[23],通過計算激光焦點與加工刀具前刀面的距離為0.25 mm。
圖2—圖4所示為去離子水輔助下激光加工硬質合金刀具的表面形貌及輪廓,可以看出:加工所得織構呈現不規則蜂窩狀,因為激光束使材料達到熱熔閾值后,材料濺射瞬間接觸去離子水后立即凝固、附著在織構底部及兩側,使織構呈現出凹坑和凸起相間的蜂窩狀。圖2所示為不同激光功率下形成的織構形貌及輪廓,可以看出:織構外輪廓寬度隨著功率的增大逐漸變寬,在功率為65 W時,織構內部凹坑變大,凸起的熔融物數量和體積減小。主要是由于隨著功率增大激光束能量增加,融化的材料面積變大,濺射出的材料量增加。圖3所示為不同掃描速度下的織構形貌及輪廓,從圖2(a)、圖3可以看出:不同掃描速度下的織構形貌基本一致,說明在液相輔助激光加工過程中掃描速度對織構形貌的影響很小,可以忽略不計。
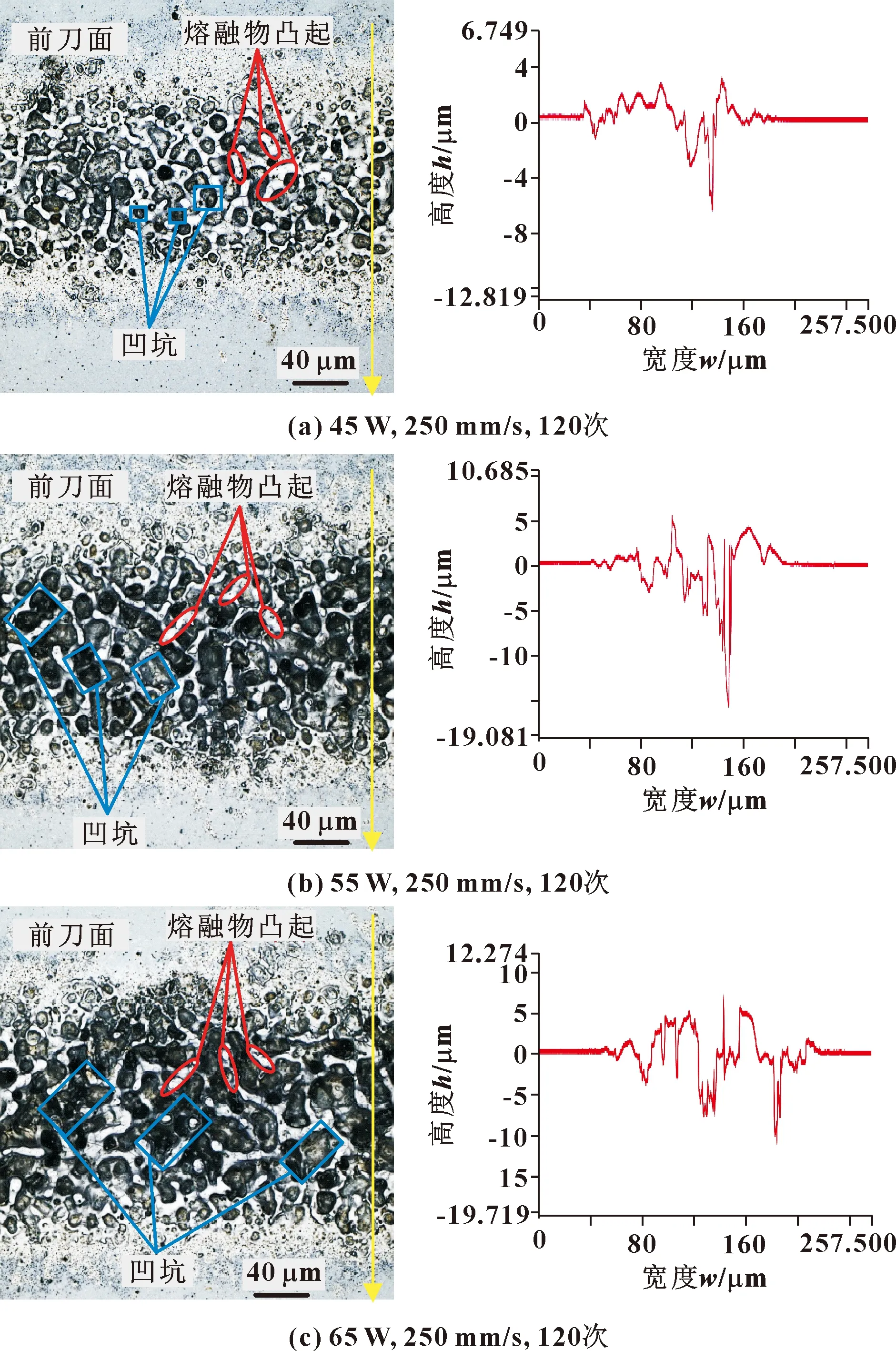
圖 2 不同功率下的織構形貌及輪廓
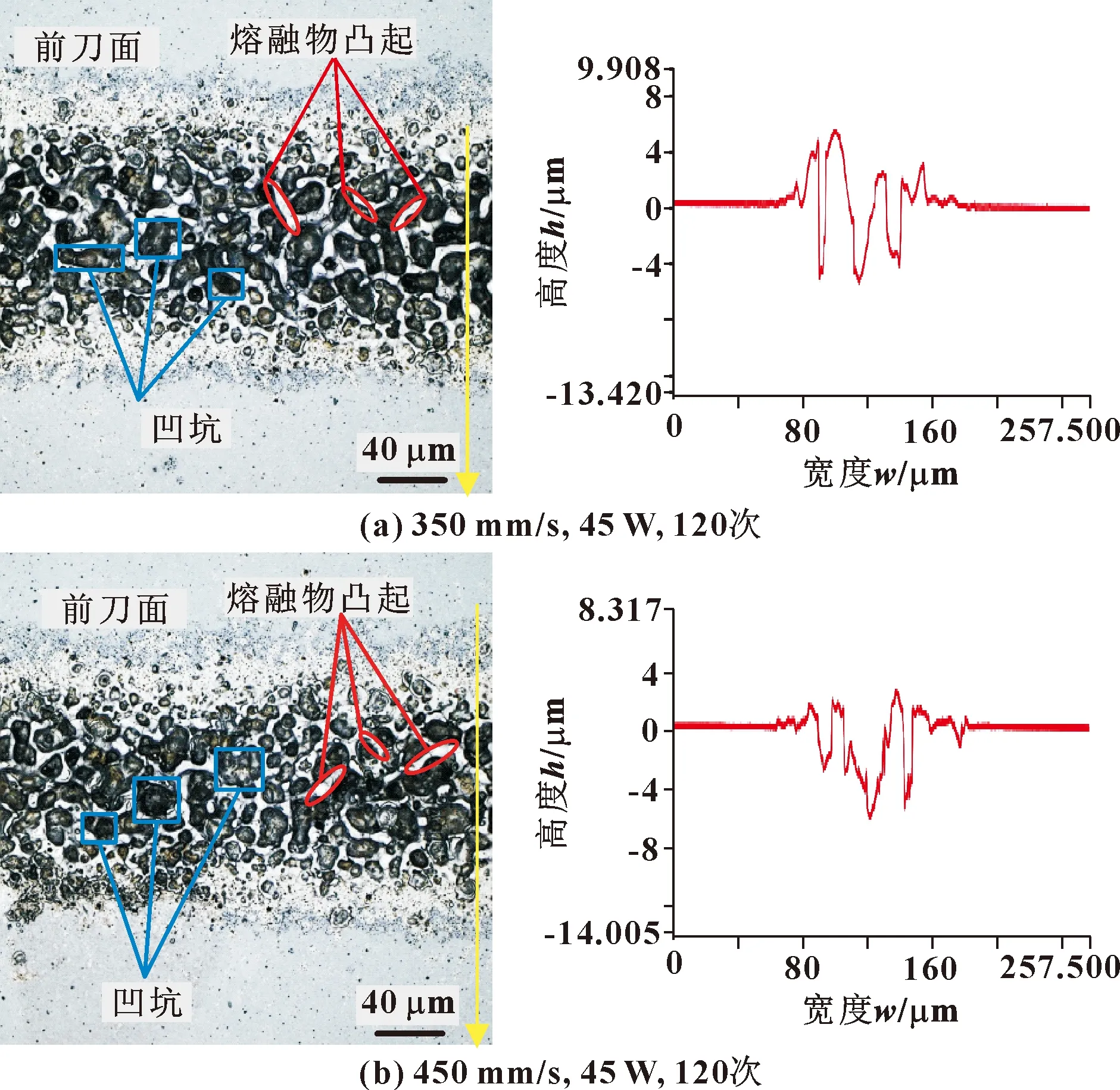
圖3 不同掃描速度下的織構形貌及輪廓
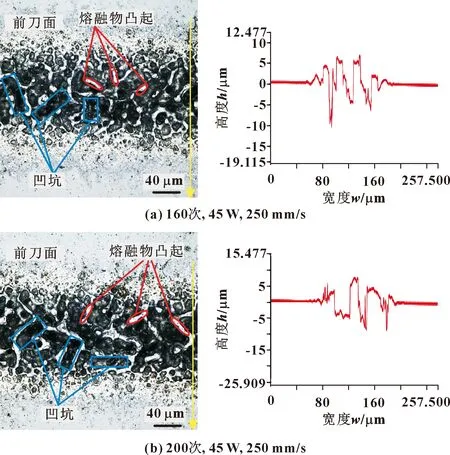
圖4 不同掃描次數下的織構形貌及輪廓
圖4所示為不同掃描次數下的織構形貌及輪廓,從圖2(a)、圖4中可以看出:織構整體寬度變化很小,但隨著掃描次數的增加,織構內部凹坑面積增大,凸起數量和面積明顯減少。因為隨著掃描次數增加,冷卻凝固在織構底部和側邊的熔融物被重復照射、熔化,使凹坑面積逐漸增大。但過多的掃描次數會使刀具表面出現裂紋。
總體來看,液相輔助激光加工過程中,功率越大織構尺寸越寬,掃描速度對織構形貌影響較小,而掃描次數對織構形貌的影響最為明顯。但是由于去離子水的存在,無法通過改變激光參數制備出輪廓清晰、形狀規則的表面織構。
2.2 輔助液對微織構形貌影響
YG6硬質合金刀具主要成分為碳化鎢,是一種由鎢和碳組成的化合物,碳化鎢不溶于水、鹽酸和硫酸,易溶于硝酸-氫氟酸的混合酸中。文中選用去離子水、硝酸-氫氟酸混合溶液(體積比為1∶1)和氫氧化鈉3種溶液,采用功率為65 W、掃描速度為350 mm/s、掃描次數為160 次、波長為1 064 nm、脈沖寬度為100 ns、頻率為20 kHz的激光參數探究不同性質的輔助液體對激光加工織構形貌的影響。
圖5(a)是去離子水輔助下激光加工出來的織構形貌,從右側圖中可以看出:凸起和凹坑所占面積大致相同且分布比較均勻。圖5(b)是硝酸和氫氟酸混合溶液輔助下激光加工所得織構形貌,從右側圖中可以看出:凹坑所占面積較大,硝酸和氫氟酸可以溶解部分濺射出來的材料,使重新冷卻的熔融物數量減少。但是由于激光加工速度過快,濺射的材料無法充分溶解,少量重新凝結在織構底部形成重鑄層。圖5(c)是氫氧化鈉溶液輔助下激光加工所得織構形貌,從左側圖中可以看硬質合金刀具表面呈現出黑色,表明在氫氧化鈉溶液中加工刀具存在明顯的氧化現象,熔化的材料與氧元素結合形成大量氧化物;且從右側圖中可以看出熔融物數量較多,織構形貌相對較差。總的來說,在硝酸和氫氟酸混合溶液中加工出來的織構形貌相對較好,在氫氧化鈉溶液中加工的織構表面形貌相對較差。
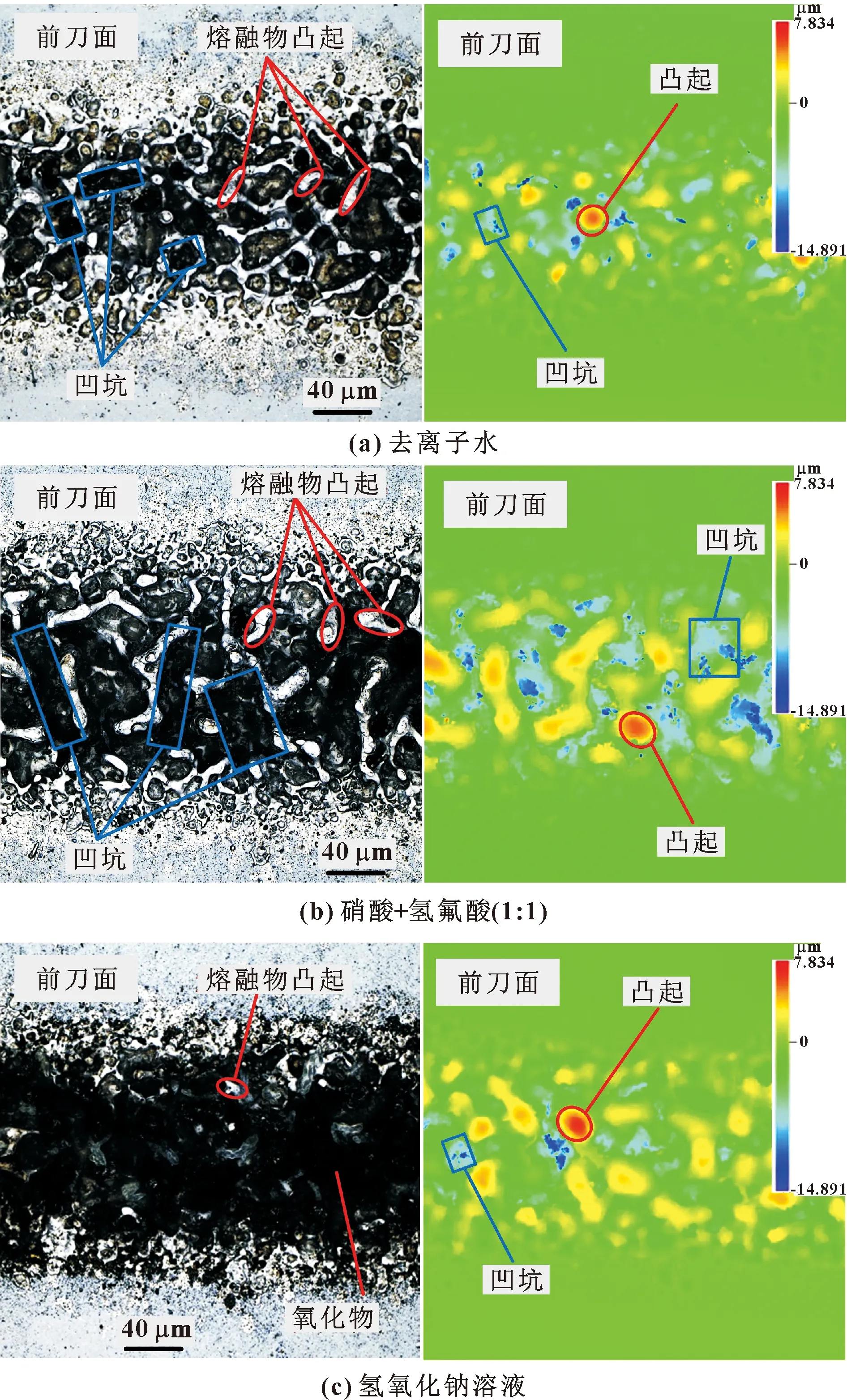
圖5 不同輔助液下的微織構形貌
2.3 不同形狀的織構形貌
用相同激光參數分別在去離子水和空氣介質中加工直線織構和交叉線型織構,激光功率為65 W,掃描速度為350 mm/s,掃描次數為160 次,波長為1 064 nm,脈沖寬度為100 ns,頻率為20 kHz,交叉掃描間距為0.2 mm×0.2 mm。
圖6所示為直線織構形貌,可以看出:在去離子水輔助下,加工的直線織構較空氣介質下加工的直線織構熔融物堆積更為嚴重,由于去離子水可以瞬間冷卻熔化的材料,使材料無法及時排出,形成不規則的蜂窩狀織構形貌。從圖6(b)中可以看出:在空氣介質下加工出的直線織構呈現清晰的溝槽狀,加工時熔化的材料濺射出來,附著在溝槽兩側。圖7所示為交叉線型織構,可以看出:空氣介質中加工出來的織構形狀較為清晰,但是熔融物較多,在刀具表面形成凸起,使得刀具表面更加粗糙;在去離子水輔助下加工出來的刀具表面更加平整,熔融物數量較少且分布均勻。
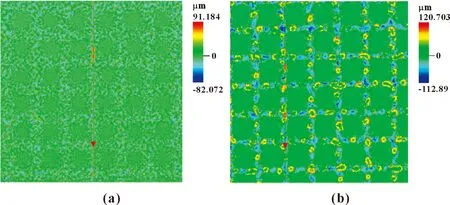
圖7 去離子水(a)及空氣(b)介
總的來說:在空氣中加工織構時,所加工織構形貌輪廓規則清晰,適合加工特定形狀的表面織構;液體輔助加工時,熔融物分布比較均勻,刀具表面較為平整,更適于加工無特定形狀的大面積表面。
3 結論
文中通過改變激光參數、輔助液類型以及織構形狀探究了液相輔助激光加工對織構表面形貌的影響,得出以下結論:
(1)液相輔助激光加工織構時,激光參數可以直接影響織構形狀和尺寸,掃描次數對織構形貌的影響最為明顯,次數越多形成的熔融物數量越少,但過多的掃描次數會使刀具表面產生裂紋。當激光功率為65 W、掃描速度為350 mm/s、掃描次數為160 次時可以獲得相對較好的織構形貌。
(2)液相輔助激光加工織構過程中,熔化濺射的材料遇到液體迅速冷卻凝固,甚至會加重熔融物重鑄現象。但在硝酸和氫氟酸的混合溶液中加工織構時,熔化的部分刀具材料溶于混合酸中,減少了熔融物的形成。由于激光加工時間短,材料無法充分溶解,仍然有少量重新附著在織構周圍。
(3)在硬質合金刀具表面加工交叉線型織構時,液相輔助激光加工所得表面更為平整。液相輔助激光加工技術更適用于加工無特定形狀的表面織構,而具有一定形狀的局部織構加工應選擇直接在空氣中加工。