大絲束碳纖維的上漿工藝及其性能研究
2023-09-04 07:02:20趙新星鄧紫怡孫澤玉余木火
合成纖維工業 2023年4期
趙新星,鄧紫怡,孫澤玉,余木火
(東華大學 材料學院 上海市輕質結構復合材料重點實驗室 上海市高性能纖維復合材料省部共建協同創新中心,上海 201620)
碳纖維具有優異的綜合性能,廣泛應用于航空航天、汽車、風電、體育等諸多領域。根據絲束大小的不同,通常將碳纖維分為大絲束碳纖維和小絲束碳纖維。在碳纖維行業內,通常將單束纖維根數大于48 000根(簡稱48K)的碳纖維稱為大絲束碳纖維,主要有50K、60K、120K、240K等系列品種,反之稱為小絲束碳纖維[1]。大絲束碳纖維拉伸強度達到3 600 MPa以上,其相對較低的制備成本帶來了極高的性價比,因而近年來大絲束碳纖維得到了快速發展,應用領域越來越廣泛,產能增幅遠遠超過小絲束碳纖維[2-3]。然而,相對于小絲束碳纖維,大絲束碳纖維展紗困難和難以浸潤均勻的問題極為突出[4],對其可加工性能產生了一系列的影響,如上漿不均勻、毛絲嚴重、耐磨性差等[5],使得大絲束碳纖維在應用過程中對纖維強度的利用效率較差,復合材料成品外觀存在紗毛[6]。
目前,改善大絲束碳纖維可加工性能的主要思路有兩種:一是改進展紗設備,使大束纖維薄層化,從而有利于樹脂浸潤和加工成型[7-8];二是從浸潤過程著手,改善絲束與樹脂的相容性,以提高大絲束碳纖維的樹脂浸潤效果[9-11]。對碳纖維進行上漿處理也可以有效改善大絲束碳纖維的可加工性能。一般認為,碳纖維在上漿之后,表面一般會產生微米級厚度的表面層,除了賦予纖維一定的柔性,減少纖維的毛絲,大幅度改善纖維的可加工性能之外[12],還能保護纖維表面免受灰塵的污染,并且可以修復纖維表面缺陷[13],改善纖維的表面結構,引入新的極性基團,提高纖維與樹脂的相容性[14-16]。
為了改善大絲束碳纖維的可加工性能,提高其應用效果,作者采用低黏度的水性上漿劑對聚丙烯腈(PAN)基大絲束碳纖維進行上漿處理,使用不同濃度的上漿劑通過浸漬法浸漬處理碳纖維,得到上漿碳纖維,研究了上漿劑濃度與浸漬時間對上漿碳纖維可加工性能的影響,并分析了纖維的表面基團變化和表面、斷面形貌。
1 實驗
1.1 原料
未上漿PAN基大絲束碳纖維:240K,復絲拉伸強度為3 000 MPa,實驗室自制;水性聚酰亞胺(PAAs)類上漿劑:PAAs質量分數30%的水溶液,實驗室自制。
1.2 主要設備及儀器
DHG-9091A恒溫恒濕箱:上海一恒科學儀器有限公司制;Quanta-250型掃描電子顯微鏡:美國康塔克默儀器公司制;Escalab 250Xi型光電子能譜儀:美國賽默飛世爾科技公司制;Nexsa G2型X射線光電子能譜儀:美國賽默飛世爾科技公司制;ME-104E型分析天平:美國梅特勒托利多公司制。
1.3 大絲束碳纖維上漿處理
將PAAs質量分數30%的水溶液分別稀釋成PAAs質量分數為0.1%、0.3%、0.5%、0.7%的上漿劑溶液,將PAN基大絲束碳纖維浸漬于不同濃度的上漿劑溶液中,控制浸漬時間分別為30,60,90,120 s,然后將纖維取出,通過同一擠膠輥3次,擠膠輥上無明顯膠液增加后將浸漬后的纖維放置于陰涼通風處懸掛晾干,得到上漿碳纖維。
1.4 分析與測試
上漿率:稱取2~3 g上漿碳纖維,用水去漿,超聲輔助,通過差量法計算單位質量碳纖維附著的上漿劑量即上漿率。每個試樣平行測試5次,取平均值。
耐磨性:通過往復機的往復牽引,使絲束在導絲輥上反復摩擦,設定絲束張力為2 N,測定絲束完全拉斷所需要的摩擦次數即耐磨次數。每個試樣平行測試5次,取平均值。
毛絲量:截取5 m碳纖維絲束,將碳纖維絲束夾在2塊40 mm×40 mm×2.5 mm的聚氨酯海綿中間,將200 g重物壓在海綿上,碳纖維絲束以0.5 m/s的速度通過,測量殘留在海綿上的毛絲質量。每個試樣平行測試5次,取平均值。
懸垂性:從絲筒截取50 cm碳纖維絲束,將其一端固定,另一端垂吊一個7.5 g的重物,靜置30 min,消除絲束的彎曲和扭轉;之后將絲束一端固定于桌子水平面,另一端伸出桌面25 cm,該部分由桌子邊緣依靠纖維自重垂下,穩定2 min后,測量纖維自由端末處與桌子垂直面之間的水平距離,即為懸垂值。每個試樣平行測試5次,取平均值。
表面及斷面形貌:采用掃描電子顯微鏡(SEM)觀察碳纖維形貌。將碳纖維直接黏貼在試樣臺上進行觀察,操作電壓為10 kV,表面放大倍數為10 000,斷面放大倍數為5 000。
表面元素及活性基團:使用X射線光電子能譜(XPS)表征碳纖維活化處理前后表面碳(C)、氮(N)、氧(O)元素含量及活性基團變化。在能量步長0.05 eV、通能20 eV下獲得詳細的光譜。
2 結果與討論
2.1 上漿碳纖維的上漿率
上漿率決定大絲束碳纖維的加工性能,且直接影響碳纖維的表面性能[17]。上漿率過小,不能對碳纖維起到有效的保護作用,碳纖維可能會在加工過程中產生微裂紋,影響碳纖維的力學性能;上漿率過大,碳纖維不易彎曲,而且會由于彎曲產生折斷,嚴重影響碳纖維的使用[18]。不同上漿劑濃度下大絲束碳纖維的上漿率隨浸漬時間的變化見圖1。
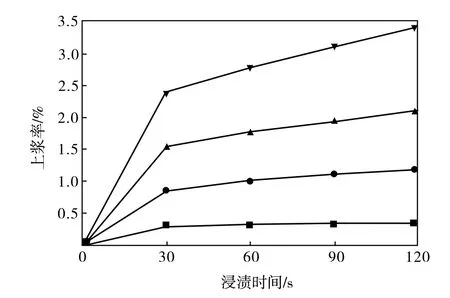
圖1 不同上漿劑濃度下碳纖維的上漿率隨浸漬時間的變化Fig.1 Change of sizing rate of carbon fiber with impregnation time under different sizing agent concentrations■—PAAs質量分數0.1%;●—PAAs質量分數0.3%;▲—PAAs質量分數0.5%;▼—PAAs質量分數0.7%
從圖1可以看出:隨著上漿劑濃度的增加,上漿劑的黏度升高,上漿劑與碳纖維絲束浸潤至平衡所需要的時間也隨之延長;在一定上漿劑濃度下,浸漬時間達30 s時,上漿率大幅增大,繼續延長浸漬時間,上漿率上升幅度不大;上漿劑PAAs質量分數為0.1%時,碳纖維絲束浸漬30 s之后上漿率基本不隨浸漬時間的變化而變化,而在較高上漿劑濃度下,碳纖維絲束浸漬30 s之后上漿率隨浸漬時間的延長小幅增大;隨著上漿劑濃度的增加,絲束浸漬30 s時的上漿率大幅增大,繼續延長浸漬時間,上漿率上升幅度隨上漿劑濃度增加而增大。這說明在較低的上漿劑濃度下浸漬30 s,碳纖維被上漿劑的浸潤過程已基本完成,而在較高上漿劑濃度下,碳纖維需要較長的浸漬時間才能夠被上漿劑完全浸潤。總之,因PAAs水溶液的整體黏度較低,碳纖維的浸潤過程基本上均在30~60 s完成,相對來說上漿劑濃度對大絲束碳纖維上漿率的影響更為重要。
2.2 上漿碳纖維的可加工性能
碳纖維在卷繞、退繞及加工過程中因摩擦導致部分纖維斷開而產生毛絲,這些毛絲不僅影響碳纖維的力學性能,而且會給碳纖維的后加工工藝帶來困難。未上漿碳纖維的毛絲量非常大,達257.5 mg,不能直接應用。從表1可知:在相同浸漬時間下,上漿碳纖維的毛絲量隨上漿劑濃度的增加明顯下降,且下降趨勢隨上漿劑濃度增加逐漸平緩;在一定上漿劑濃度下,浸漬時間對上漿碳纖維毛絲量的影響無明顯規律,但整體波動較小;在上漿劑PAAs質量分數為0.7%、浸漬時間為60 s時毛絲量最小,為14.3 mg。這說明上漿碳纖維的毛絲量主要由上漿劑濃度決定,這是因為在浸漬過程中,纖維束的表面最先被浸潤,毛絲測試時,聚氨酯海綿摩擦的也主要是纖維束的表面,延長浸漬時間,雖然有利于上漿率的提升,但是對毛絲量影響較小。采用水性上漿劑PAAs上漿處理可以大幅減少碳纖維的毛絲,增加上漿劑濃度可進一步減少毛絲量,但效果有限。
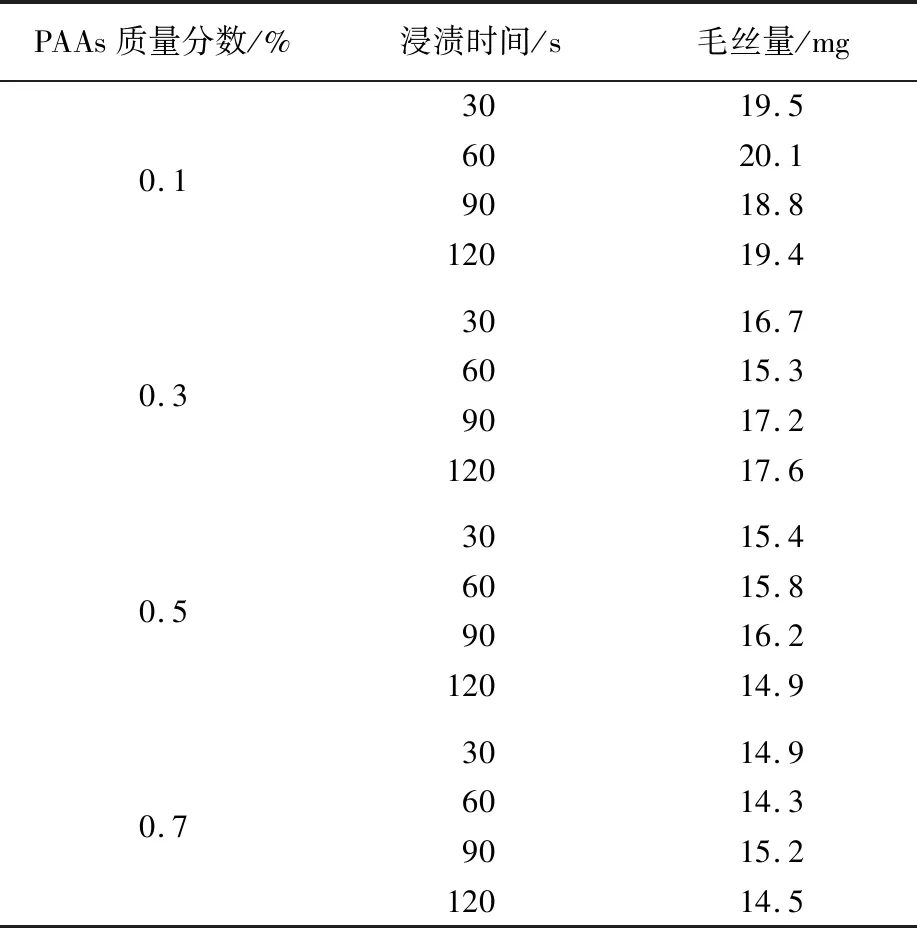
表1 不同浸漬工藝下上漿碳纖維絲束的毛絲量Tab.1 Hairy amount of sized carbon fiber tow by different impregnation processes
碳纖維的懸垂值反映了碳纖維的硬挺程度,硬挺程度小,碳纖維容易彎折,便于后續加工處理,但是賦形效果差;硬挺程度大,碳纖維可能會在加工過程中產生彎折斷裂,其力學性能大幅降低。未上漿碳纖維的懸垂值為1.8 cm,纖維過于柔軟且加工過程中容易產生毛絲。不同浸漬工藝下上漿碳纖維懸垂值的變化見圖2。
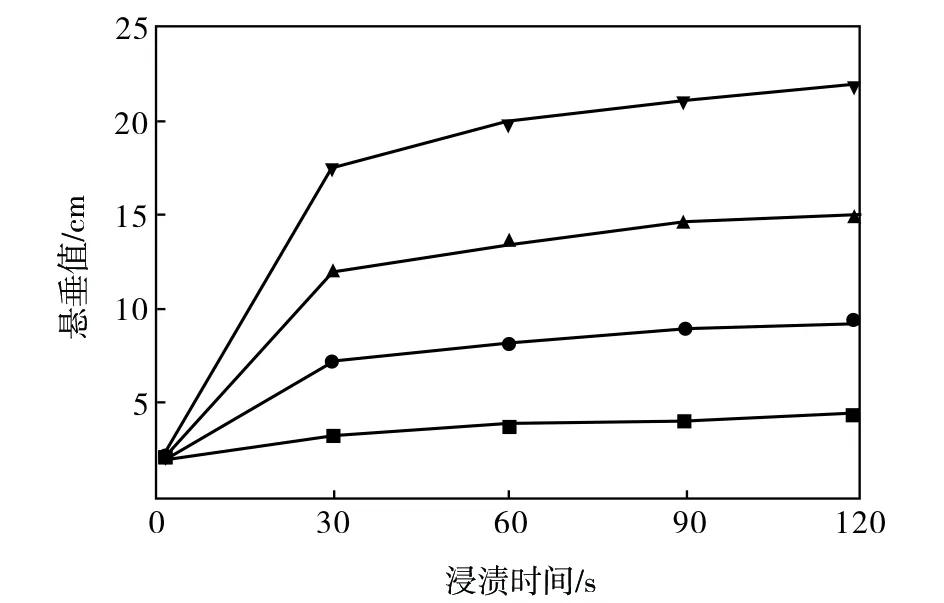
圖2 不同浸漬工藝下上漿碳纖維的懸垂值Fig.2 Drape value of sized carbon fiber by different impregnation processes ■—PAAs質量分數0.1%;●—PAAs質量分數0.3%;▲—PAAs質量分數0.5%;▼—PAAs質量分數0.7%
從圖2可以看出:隨著浸漬時間的延長、上漿劑濃度的提高,上漿碳纖維的懸垂值均呈上升趨勢,且上漿劑濃度對于懸垂值的影響更為明顯;結合圖1可以發現上漿碳纖維的懸垂值隨上漿工藝的變化與上漿率的變化趨勢類似。將上漿碳纖維的上漿率與懸垂值關聯,由圖3可以發現纖維的懸垂值與上漿率呈現較為明顯的正相關關系,且為凸型曲線,即在纖維上漿率較低時,纖維的懸垂值迅速上升,而中段近似正比關系,隨著上漿率的進一步增大,纖維的懸垂值增大并逐漸趨于平緩。這是由于纖維在未上漿時過于柔軟,此時微量的上漿劑就可以使纖維的懸垂值呈現較大的提升,而在上漿劑濃度較大時,纖維的懸垂值已經很大,上升空間較小,此時上漿劑濃度對纖維的懸垂值影響較小。
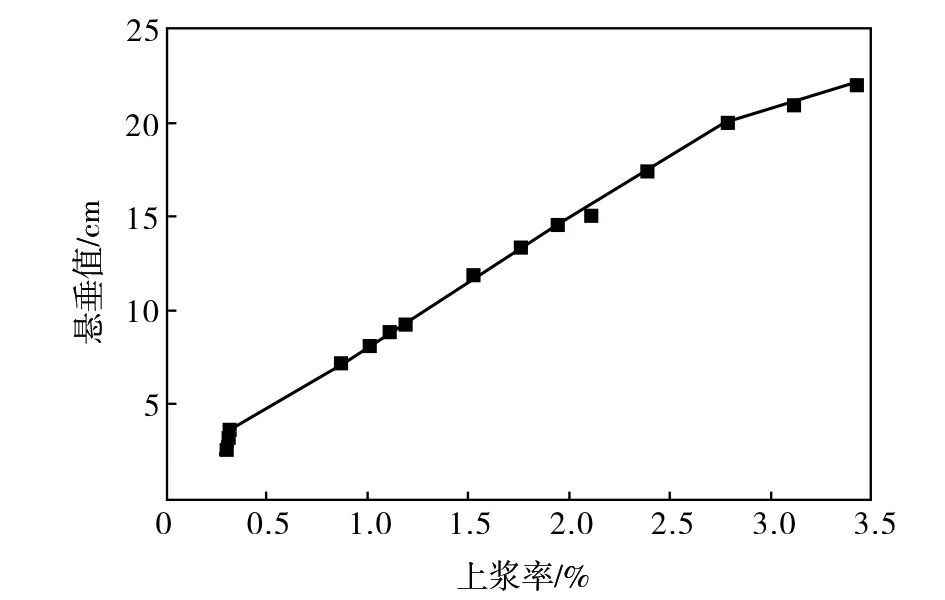
圖3 上漿碳纖維的懸垂值隨上漿率的變化Fig.3 Drape value of sized carbon fiber with sizing ratio
碳纖維在卷繞、退繞、加工過程中不可避免產生摩擦,使得部分纖維斷裂,纖維磨斷的往復次數體現了纖維的耐磨性。實驗條件下,未上漿碳纖維的耐磨次數為196次。不同浸漬工藝下上漿碳纖維的耐磨次數見表2。
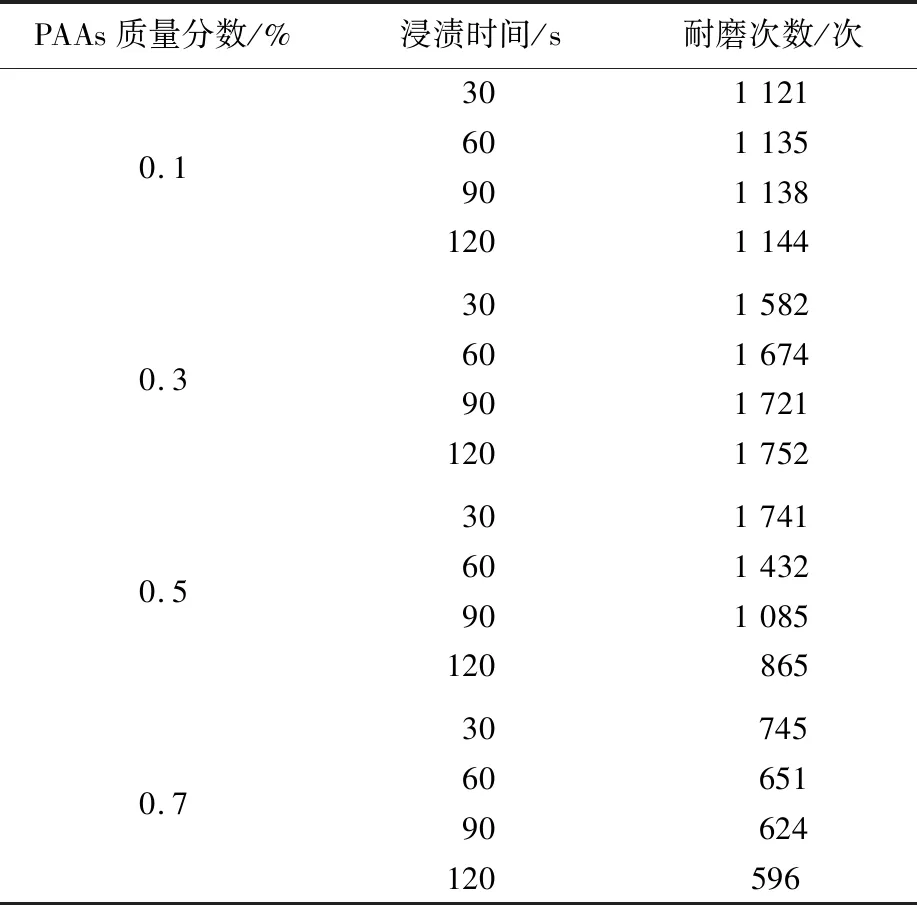
表2 不同浸漬工藝下上漿碳纖維的耐磨性Tab.2 Wear resistance of sized carbon fiber by different impregnation processes
從表2可知:在上漿劑濃度較低時(PAAs質量分數為0.1%和0.3%),上漿碳纖維的耐磨次數隨浸漬時間的延長而增加,最多為1 752次,耐磨性好;在上漿劑濃度較高時(PAAs質量分數為0.5%和0.7%),上漿碳纖維的耐磨次數隨浸漬時間的延長而減少,最少為596次,耐磨性較差。這說明高上漿劑濃度下長時間的浸漬處理不利于提高纖維的耐磨性,且上漿工藝存在一較佳范圍,以得到耐磨性較為優異的上漿碳纖維。
將上漿碳纖維的上漿率與耐磨次數關聯,從圖4可看出:上漿碳纖維的耐磨次數隨上漿率的增大先迅速增加隨后趨于形成平臺區,在上漿率達1.52%后迅速下降而后趨于平緩,但耐磨次數仍然比未上漿碳纖維的多;在上漿率為1.19%~1.52%時上漿碳纖維的耐磨次數較多,此時上漿劑PAAs質量分數為0.3%~0.5%,上漿碳纖維的可加工性能好。這是因為在低上漿率時,上漿劑對纖維表面起保護作用,隨著上漿率的增大,其表面覆蓋的上漿層越來越厚,保護作用越來越好;但是,當上漿層厚度達到一定程度時,厚度增加對纖維的保護作用越來越不明顯,反而會增大纖維的硬挺程度,使得纖維在耐磨試驗中由于纖維柔軟度不夠而產生彎折斷裂,大大降低纖維的耐磨次數,但依然比未上漿碳纖維的耐磨次數多。
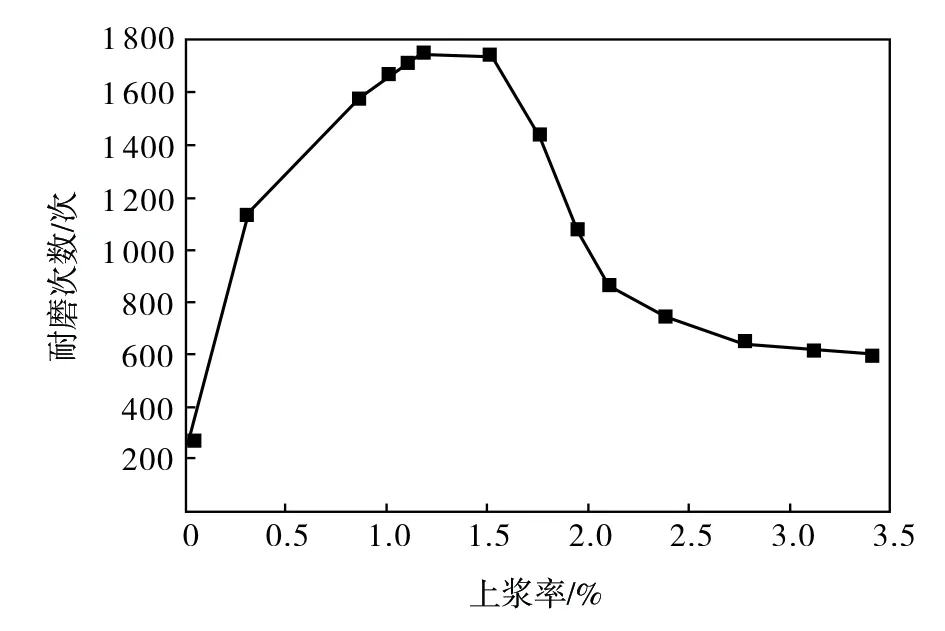
圖4 上漿碳纖維的耐磨次數隨上漿率的變化Fig.4 Wear resistance times of sized carbon fiber with sizing ratio
2.3 上漿碳纖維的表面及斷面形貌
在一定上漿劑濃度下,上漿碳纖維的上漿率隨浸漬時間的延長提升不大,故選擇浸漬時間為60 s,觀察不同上漿劑濃度下上漿碳纖維的表面及斷面形貌。由于PAN濕法紡絲的工藝特點及預氧化、碳化過程的結構繼承性,未經上漿處理的碳纖維表面存在大量線狀條紋凹槽[19],使用上漿劑上漿處理之后,碳纖維凹槽處會被上漿劑所覆蓋,纖維表面變得光滑。從圖5可以看出:在上漿劑PAAs質量分數為0.1%時,碳纖維的表面凹槽已經被上漿劑填充,但是表面仍然存在較為明顯的凹槽;隨著上漿劑濃度的增加,纖維表面凹槽逐漸不明顯,上漿劑PAAs質量分數為0.5%時,纖維表面已基本沒有凹槽,呈現較為光滑的形貌,但當上漿劑PAAs質量分數為0.7%時,纖維表面存在明顯的片狀、絲狀的上漿劑,上漿劑在纖維表面出現明顯的分布不均勻現象。
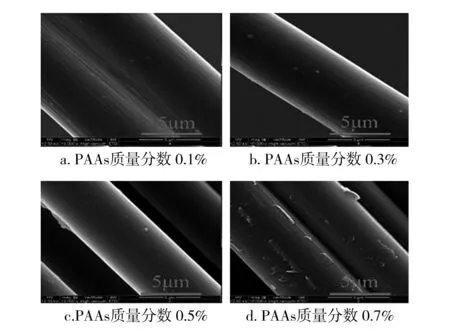
圖5 不同上漿劑濃度下上漿碳纖維的表面SEM照片Fig.5 Surface SEM images of sized carbon fibers under different concentrations of sizing agent
上述現象是由于上漿劑濃度較高時,黏度較大,60 s的浸潤時間不足以使上漿劑均勻地分散在纖維表面,分布不均勻的上漿劑在纖維表面富集處凝固造成的。
從圖6未上漿碳纖維與環氧樹脂的斷面形貌可以看出:纖維與纖維的斷點高低存在明顯差異,這是由于纖維與樹脂的結合力較弱,在脆斷時產生纖維拔出而導致;纖維與樹脂之間存在明顯的孔隙,進一步說明纖維與樹脂的結合較差。
從圖7上漿碳纖維的斷面形貌可以發現,碳纖維在上漿之后斷面較為平整,碳纖維的拔出現象明顯減少,且拔出長度明顯變短,纖維斷點高低基本一致,并且樹脂與纖維的間隙隨著上漿劑濃度的增加明顯減小,說明碳纖維表面附著的上漿劑可以大幅改善纖維與環氧樹脂的結合。
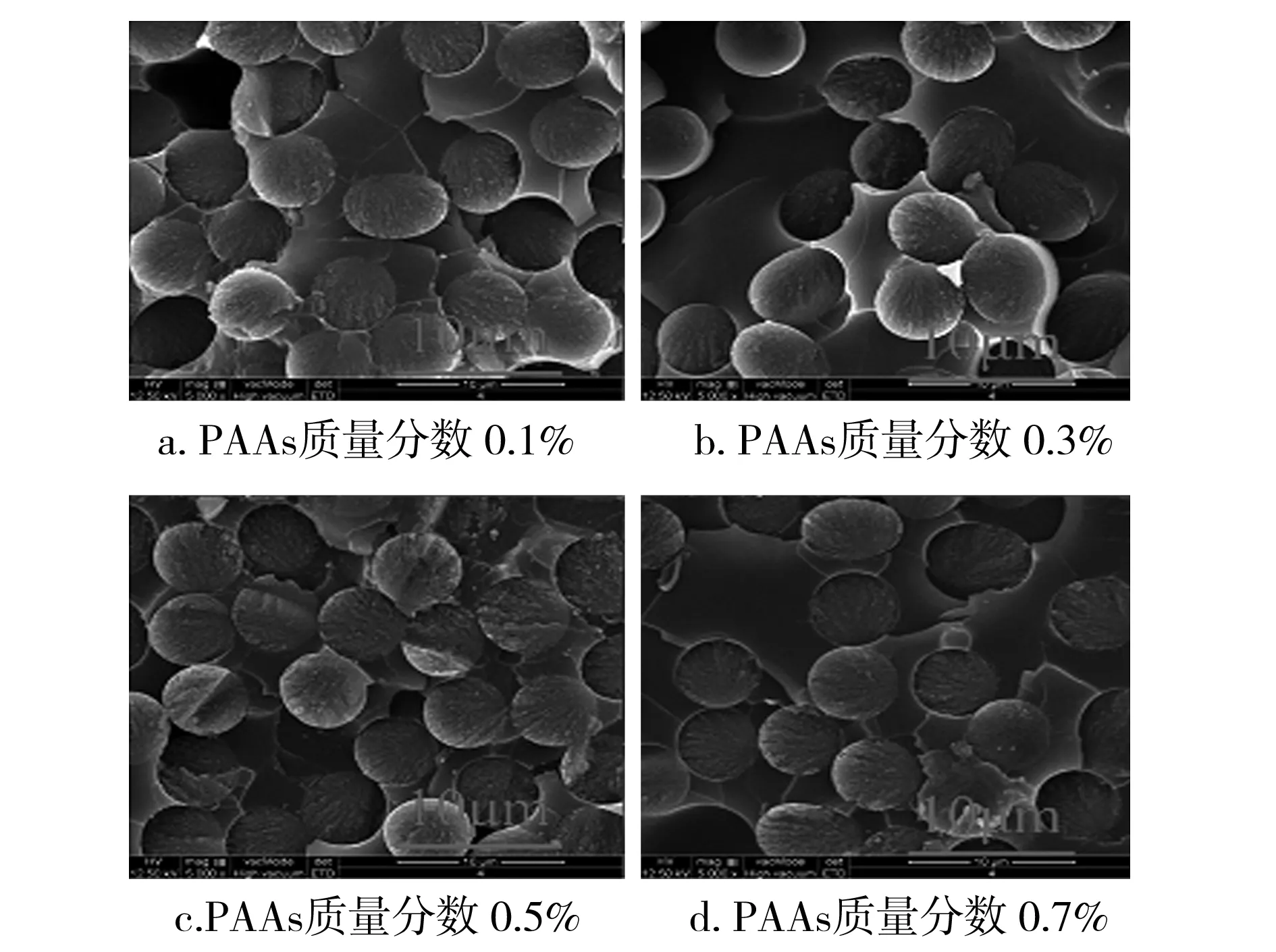
圖7 不同上漿劑濃度下上漿碳纖維的斷面SEM照片Fig.7 Cross-section SEM images of sized carbon fibers under different concentrations of sizing agent
2.4 上漿碳纖維的表面元素及活性基團
選擇上漿劑PAAs質量分數為0.5%、浸漬時間為60 s的上漿碳纖維進行XPS分析,并與未上漿碳纖維對比,XPS圖譜見圖8,通過全譜分析得到碳纖維的表面元素含量見表3。從表3可知:未上漿碳纖維表面的C、N、O元素質量分數分別為82.36%、6.85%、3.19%,上漿碳纖維表面的C、N、O元素質量分數分別為77.54%、13.15%、4.52%;上漿處理之后,碳纖維表面的C元素含量下降,N、O元素含量增加,這是上漿劑附著在碳纖維表面的結果。
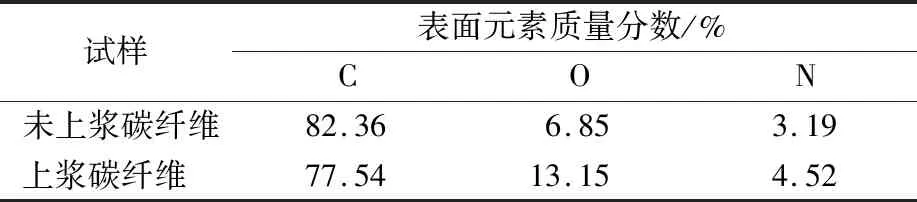
表3 上漿碳纖維與未上漿碳纖維的表面元素含量Tab.3 Content of surface elements of sized and unsized carbon fibers
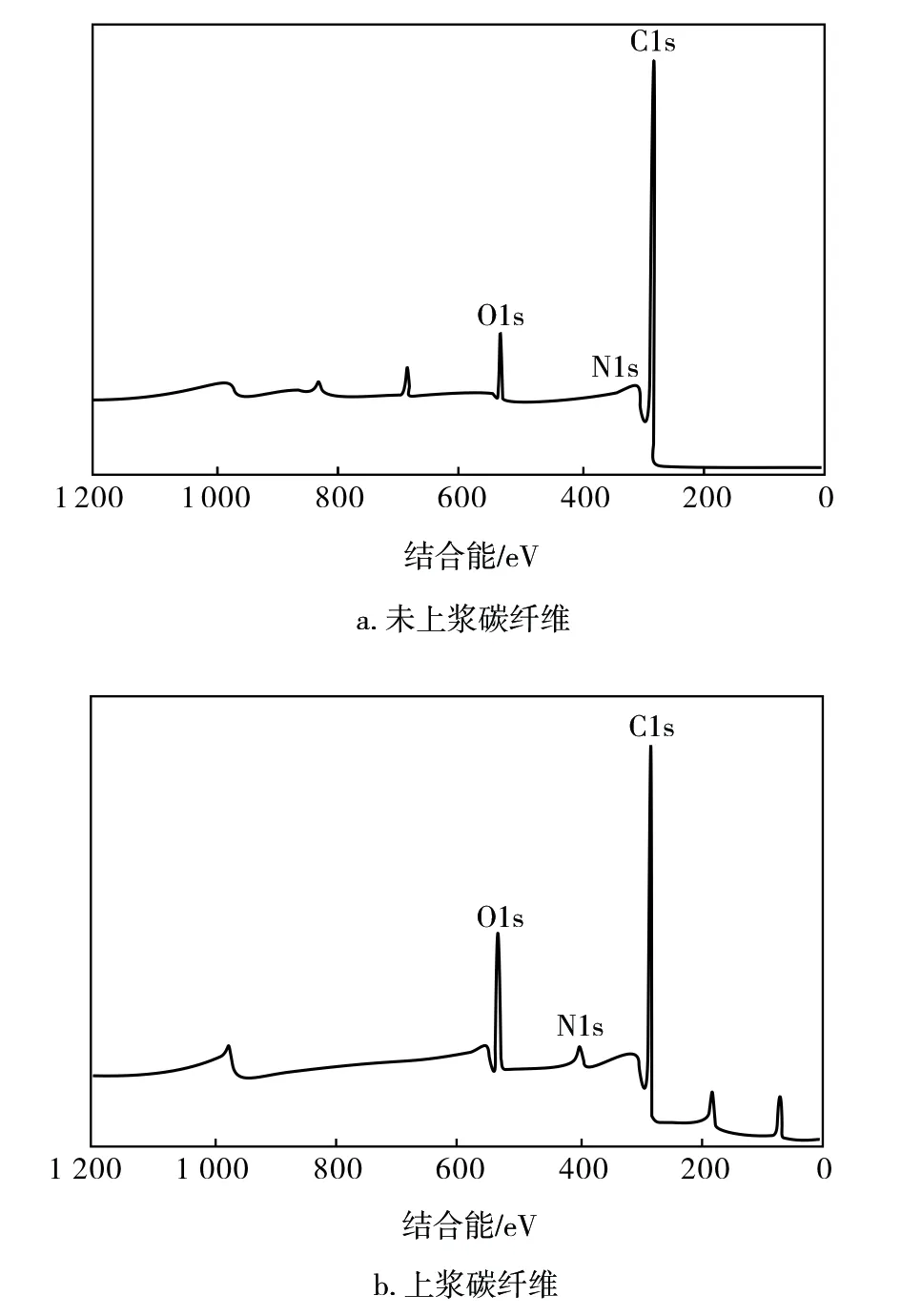
圖8 碳纖維的XPS圖譜Fig.8 XPS spectra of carbon fibers
對未上漿碳纖維與上漿碳纖維的XPS圖譜的C1s峰進行分峰處理,得到分峰擬合曲線見圖9。從圖9可以看出:C1s峰分峰結果表明,未上漿碳纖維表面主要為284.1 eV的sp3雜化C,占全部C的89.98%,這是碳纖維石墨結構的主要構成部分,此外,還有少量sp2雜化C為無定形區的C元素,占全部C的10.02%;而經上漿處理之后,上漿碳纖維表面還出現了結合能為286 eV的C—N及C—O波峰,占比為19.01%,并且存在峰位為289.4 eV的C=O波峰,占比為5.94%,這些結構都是上漿劑PAAs的極性基團,可以改善碳纖維表面與樹脂的相容性,這說明上漿劑附著在碳纖維表面,改變了碳纖維的表面基團特征。
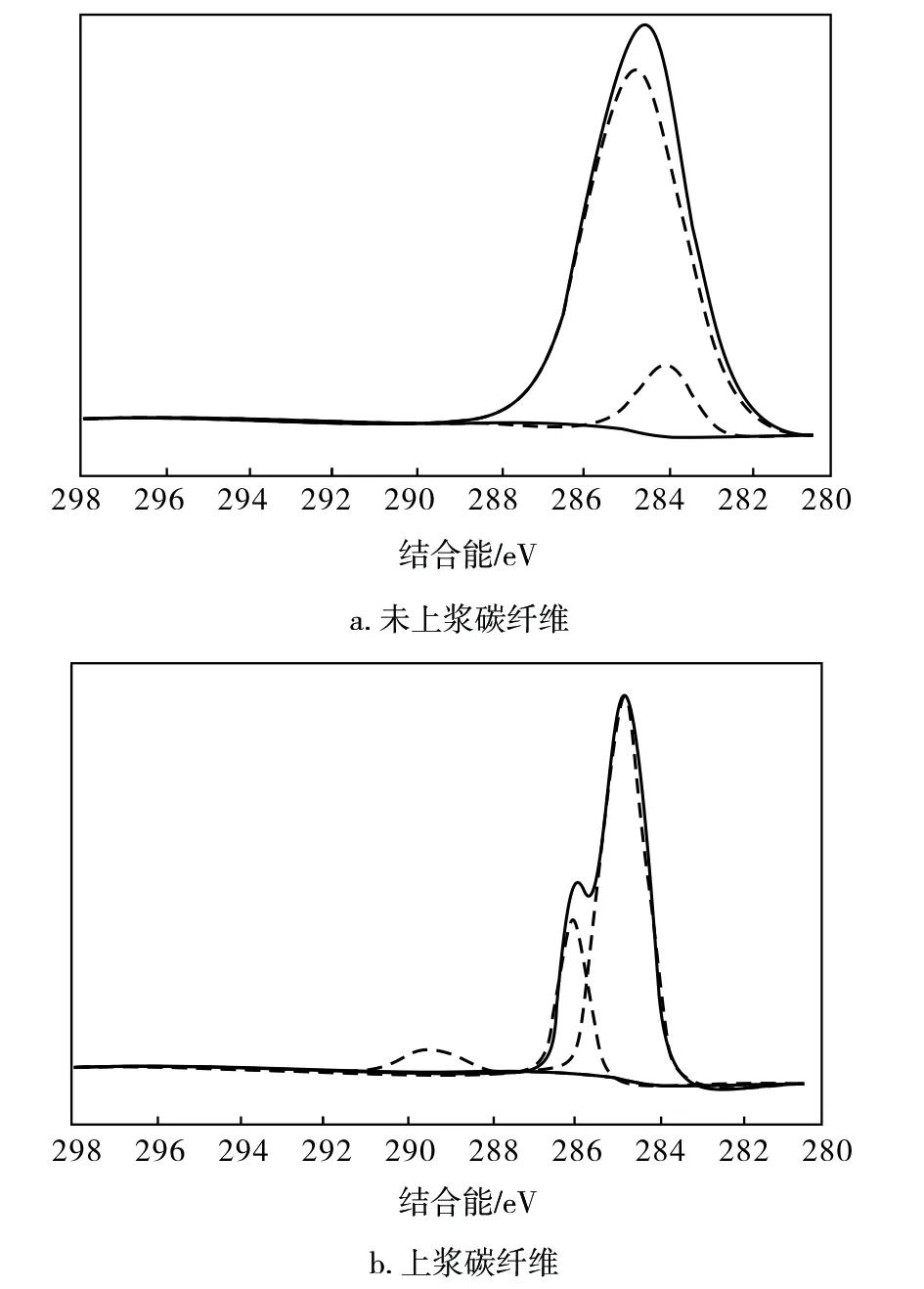
圖9 碳纖維的XPS C1s峰分峰擬合曲線Fig.9 XPS C1s peak fitting curves of carbon fibers
3 結論
a.使用低黏度的水溶性上漿劑PAAs對PAN基大絲束碳纖維上漿,上漿過程主要受浸潤過程控制,不同上漿劑濃度下碳纖維的浸潤過程基本上均在30~60 s完成,上漿劑濃度對大絲束碳纖維上漿率的影響更為重要。
b.對大絲束碳纖維進行上漿處理可以有效改善碳纖維的可加工性能。上漿碳纖維的毛絲量主要由上漿劑濃度決定,在上漿劑PAAs質量分數為0.7%、浸漬時間為60 s時毛絲量最小,為14.3 mg;隨著浸漬時間的延長、上漿劑濃度的提高,上漿碳纖維的懸垂值均呈上升趨勢,且上漿劑濃度對于懸垂值的影響更為明顯,上漿碳纖維的懸垂值與上漿率存在明顯的正相關關系;上漿碳纖維的耐磨次數隨上漿率的增大呈現先增后減的變化趨勢,在上漿率為1.19%~1.52%時,耐磨次數較多。
c.上漿劑PAAs質量分數為0.5%、浸漬時間為60 s時,碳纖維上漿均勻,表面光滑;上漿碳纖維表面的C元素含量下降,N、O元素含量增加,表面C、N、O元素質量分數分別為77.54%、13.15%、4.52%;上漿碳纖維表面引入了極性基團C—N、C—O及C=O,可提高碳纖維與樹脂的相容性。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中國塑料(2016年6期)2016-06-27 06:34:16