
熱軋溝槽非織造材料復合膜的制備
2023-09-05 07:00:34方強張昊陳小樂苗閃閃史艷陽武春瑞呂曉龍錢曉明
山東化工 2023年13期
關鍵詞:溝槽
方強,張昊,陳小樂,苗閃閃,史艷陽,武春瑞,呂曉龍,錢曉明
(1.天津工業大學 省部共建分離膜與膜過程國家重點實驗室,天津 300387;2.天津工業大學 材料科學與工程學院,天津 300387;3.天津工業大學 紡織科學與工程學院,天津 300387)
近年來,水資源污染問題日益嚴重,而膜分離技術分離精度高、成本較低、操作流程簡單且具備綠色環保的特點,已成為飲用水凈化、污水資源化的關鍵技術手段[1-5]。
目前工業上水處理領域所使用的膜結構類型主要為平板膜和中空纖維膜[6-8]。平板膜制備工藝簡單但膜組件裝填密度低[9],主要制成板式膜組件[10]和卷式膜組件[11]以進行實際應用。Jiang等[12]通過使用旋轉平板式膜組件從而提高膜面剪切速率,減少膜面濾餅層的形成,提高膜通量,但外力的引入會消耗更多的能耗。Winzeler等[13]通過在平板膜表面上固定距離設置障礙物的方法,使膜表面水流產生周期性不穩定流動,破壞濃差極化層,但膜面上障礙物的存在會嚴重減少膜的有效面積。顯而易見,與傳統平板膜組件相比,以上新型膜組件的裝填密度勢必有所降低。與平板膜相比,中空纖維膜具有比表面積大、膜組件結構簡單及裝填密度高等優點[14-15],但其力學性能一般,目前解決此問題的方法大都是通過制備增強型中空纖維膜[16],如連續纖維增強[17]、編織管增強[18]和多孔基膜增強[19]等。最近,Yan等[20]通過添加鄰苯二甲酸二辛酯(DOP)成功制備了均質編織管增強型PVDF中空纖維膜,結果表明,與不含DOP的膜相比,膜的純水通量提高了407%,且抗拉伸強度超過100 MPa,但增強型中空纖維膜受增強體材料與膜材料界面結合力影響較大,剝離強度不高,在持續的運行過程中易產生膜層的脫落。
為解決以上問題,代攀[21]等采用雙面水平簾式涂布方法和微波定向擠壓成型技術制備了一種適用于生物膜反應器的新型陣列平板膜,其在活性污泥體系中的臨界膜通量可達114.0 L·m-2·h-1以上,但其制備工藝較為復雜。此構型結合了中空纖維膜與平板膜共同的優勢,相比現有膜結構來說具有比表面積大、總透水量高、抗污染能力強、裝填密度高、力學強度大、可反沖洗等明顯優勢。本文基于此構型,在此基礎上對復合膜制備方法進行初步探索,以無紡布為基材熱壓得到熱軋溝槽非織造材料,通過NIPS法在基材表面進行涂覆制備了復合膜,探究了熱軋溝槽非織造材料的預處理過程和復合膜的制備條件對PVDF復合膜表面的涂覆效果和分離性能影響。
1 實驗
1.1 實驗材料和藥品
PVDF,S-60,天津大沽化工公司;N,N-二甲基乙酰胺,204-826-4,純度99.9%,山東晉控日月新材料有限公司;聚乙二醇(PEG6000),分析純,天津市科密歐化學試劑有限公司;無水乙醇,分析純,天津市風船化學試劑廠;碳素墨水,天津鴕鳥墨水廠,粒徑分布在77~361 nm;熱軋溝槽非織造材料,材質為PET,單層厚度為0.15 mm;去離子水,電導率<10 μS·cm-1,實驗室自制。
1.2 熱軋溝槽非織造材料的制備與預處理
本實驗所使用熱軋溝槽非織造材料由第一基層無紡布、支撐層無紡布和第二基層無紡布共三層無紡布經熱壓復合所得,制備得到的熱軋溝槽非織造材料結構如圖1所示。使用火焰灼燒的方法對成型無紡布進行預處理工作。火焰處理采用實驗室常規酒精燈,操作簡單,火焰穩定,適合于樣品制備。將經過熱壓成型得到的熱軋溝槽非織造材料兩端水平固定,使無紡布處于酒精燈火焰的尖端,并以預定的速度來回移動兩次,控制無紡布在火焰上方移動的速度為0.3~0.5 m/s,一面處理結束后對另一面進行相同操作,經過處理后樣品被妥善保存以進行下一步的實驗工作。
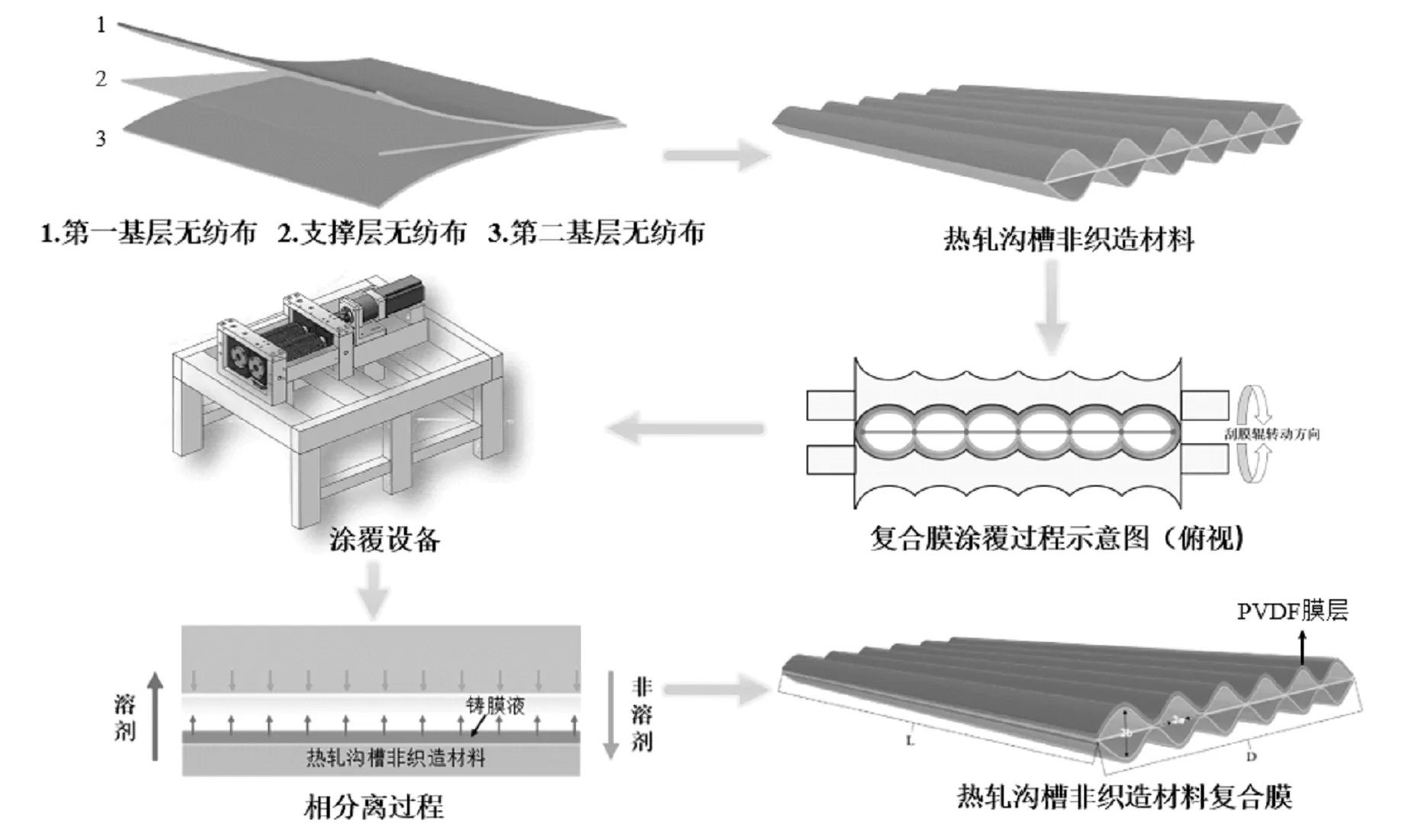
圖1 復合膜制備流程及結構圖
1.3 復合膜的制備
復合膜的制備需采取如圖1所示的涂覆設備。采用NIPS法制備PVDF復合膜,鑄膜液w(DMAc)∶w(PVDF)∶w(PEG 6000) = 80∶15∶5,其在30 ℃下的剪切黏度為1 009.6 mPa·s。先將PVDF粉末和添加劑PEG6000于60 ℃的DMAc中攪拌溶解4 h以上直至混合均勻,之后將鑄膜液于60 ℃下靜置6 h直至氣泡完全消除。將準備好的鑄膜液定量傾倒在涂覆設備的兩個刮膜輥上,由兩個表面具有凹槽的刮膜輥在無紡布的兩側外表面弧形結構上均勻涂覆鑄膜液,并由此控制涂覆厚度的均勻性及對稱性。制備得到的復合膜于去離子水中反復清洗以去除膜中水溶性物質。復合膜制備條件如表1所示。

表1 復合膜制備參數
1.4 復合膜結構與性能表征
1.4.1 預處理前后無紡布截面的觀察及膜表面接觸角(WCA)的測量
使用全自動接觸角測量儀(DSA-30s,德國KRUSS公司)對熱軋溝槽非織造材料預處理前后截面圖進行觀察,并測量了復合膜的靜態純水接觸角。將無紡布貼在光滑玻璃板上,觀察并記錄預處理前后的無紡布的截面形態。取5 μL去離子水滴落于膜樣本表面,待5 s后根據接觸角圖像記錄數值,同一樣本不同位置至少測量5次后取平均值。
1.4.2 膜表面形貌
通過掃描電子顯微鏡(Phenom XL,Phenom-World)和冷場發射掃描電子顯微鏡(Regulus 8100,日本日立公司)觀察膜表面和橫截面形貌。在觀察前,樣品需完全烘干并經過表面噴金處理。
1.4.3 鑄膜液剪切黏度測試
為了解溫度對鑄膜液流變性能的影響,采用模塊化智能型高級流變儀(MCR302,奧地利安東帕公司)測試鑄膜液剪切黏度,溫度為室溫30 ℃。
1.4.4 膜孔徑和孔隙率測試
使用泡點法測試復合膜的最大孔徑和破裂壓力。通過式(1)計算膜最大孔徑。采用外壓的方式測試復合膜破裂壓力。
(1)
式中:rmax為膜的最大孔徑,nm;乙醇表面張力為22.3 mN·m-1;p為乙醇始泡點壓力,MPa。
采用重量法測定膜的孔隙率,取相同大小的膜片,用濾紙擦凈膜表面水分后記錄濕膜的質量,將膜置于40 ℃烘箱干燥至恒重后,測量干膜質量,通過式(2)進行計算。
(2)
式中:ε為孔隙率,%;mw為濕膜質量,g;md為干膜質量,g;ρw為水的密度,1.0 g·cm-3;A是膜面積,cm2;δ為膜的平均厚度,cm。
1.4.5 純水通量測試
復合膜的結構尺寸如圖1所示,單孔為橢圓形結構,其長半軸為0.75 mm,短半軸為0.55 mm,根據公式(3)可以計算復合膜的有效過濾面積。
A=nL[2πb+4(a-b)]
(3)
式中:A為膜的有效過濾面積,m2,L為復合膜長度,m;a為單孔道橢圓的長半軸長度,m;b為單孔道橢圓的短半軸長度,m,n為橢圓孔道的數量。
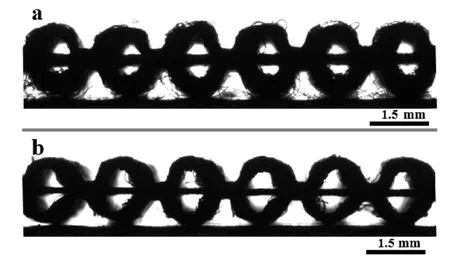
通量測試需先制備組件,如圖2所示,以波谷的位置為起點,將復合膜試樣裁剪成10 cm×0.9 mm的條狀并將其四邊封膠后再以環氧樹脂封端,將封端處切開,使用錯流過濾測試裝置進行測試。保持去離子水的溫度為(25.0±1.0) ℃,在操作壓力0.15 MPa下預壓30 min,然后調整壓力為0.1 MPa穩定10 min后進行測量,記錄獲得一定體積滲透液所用時間。根據式(4)計算復合膜純水通量。每張復合膜準備3組平行樣,每個樣品記錄3次,最后取平均值。

1.進料液槽;2.熱交換器;3.增壓泵;4.隔膜泵;5.精密壓力表;6.膜組件;7.透過液槽。
(4)
式中:Jw為滲透通量,L·m-2·h-1;V為透過液體積,L;A為膜的有效過濾面積,m2;t為操作時間,h。
1.4.6 力學性能測試
采用萬能強力機(Instron3369型,美國Instron公司)測定膜的力學性能。以波谷的位置為起點,將復合膜試樣裁剪成60 mm×20 mm的條狀,以10 mm/min的恒定伸長率進行拉伸,記錄其斷裂時拉力大小,通過式(5)計算復合膜的斷裂強度。每個膜至少測量五個樣品后取平均值。
(5)
式中:σ為斷裂強度,MPa;F為斷裂強力,N;S為復合膜橫截面的面積,m2。
1.4.7 碳素墨水截留率
待純水通量測試完成后,將去離子水替換為質量濃度為1.0 g/L 的碳素墨水溶液,在0.15 MPa的壓力下預壓10 min,調整壓力為0.10 MPa穩定10 min后分別收集滲透液和原液,測試原液和滲透液的吸光度,利用標準曲線獲得對應的碳素墨水濃度,根據公式(6)計算復合膜碳素墨水截留率。進料液碳素墨水粒徑大小由納米粒度儀(Litesizer500,奧地利安東帕公司)測試得出。
(6)
式中:R為截留率,%;cp、cr分別表示透過液的濃度和原液的質量濃度,g/L。
1.4.8 通量恢復率
通過對碳素墨水溶液和去離子水的交替過濾模擬膜在實際使用中的污染情況,所有膜樣品在0.10 MPa壓力,25 ℃下進行交替過濾三個周期,每個周期持續2 h(其中去離子水與碳素墨水溶液各1 h,每周期結束后用去離子水對復合膜反沖洗0.5 h)。上述操作循環三次,分別可以得到穩定的純水通量J0,Jp1,Jp2,Jp3以及碳素墨水溶液通量Jm1,Jm2,Jm3。相同復合膜樣品測試三次后取平均值,通量回收率(FRR)通過式(7)進行計算:
(7)
式中:FRR為通量恢復率,%;J0為膜的初始純水通量,L·m-2·h-1;Jp為每循環用水清洗后的純水通量,L·m-2·h-1;Jm為每循環中碳素墨水溶液通量,L·m-2·h-1。
2 結果與討論
2.1 熱軋溝槽非織造材料預處理方法驗證
利用接觸角測定儀的CCD顯微觀測熱軋溝槽非織造材料結構,結果如圖3所示。由圖3a可知,熱軋溝槽非織造材料表面存在較明顯的纖維、纖維束隆起等不規則結構。經預處理后(圖3b),該基材表面的相關隆起基本消失。分別選擇預處理前后的基材,涂覆制備復合膜,采用SEM觀察膜表面形貌,以驗證該預處理對復合膜的影響,結果如圖4。
(a)未處理,(b)經火焰處理后

m-3、m-6為使用未處理的無紡布所制備;M-3、M-6為使用預處理后的無紡布所制備
由圖4中m-6可知,使用未處理無紡布即使在1.3 mm刮膜間隙下所制備復合膜也可在波峰位置觀察到明顯缺陷,但使用處理后無紡布制備復合膜M-3/6在波峰及波谷位置均無缺陷產生,可形成完整膜層。此結果驗證了預處理方法的有效性。
2.2 刮膜輥間隙對復合膜結構與性能的影響
2.2.1 刮膜輥間隙對復合膜表面形貌的影響
由上文可知基材的預處理過程可消除其表面存在較明顯的纖維、纖維束隆起等不規則結構,因此選擇處理后的熱軋溝槽非織造材料進行下一步的實驗探究。如圖5所示,當刮膜輥間隙在1.0 mm以下,M-1和M-2復合膜表面可以觀察到大量缺陷;當刮膜輥間隙達到1.0 mm后復合膜表面形成完整的膜層,且隨刮膜間隙的增大復合膜表面的特殊弧形結構逐漸喪失,當間隙達到1.3 mm時,復合膜表面波谷的位置幾乎被完全填充。

圖5 制備條件刮膜輥之間的間隙對復合膜表面涂敷效果的影響
因缺陷問題選擇M-3、M-4、M-5、M-6復合膜進一步觀察其表面孔結構及截面形態,結果如圖6。可發現隨刮膜間隙增大,膜層厚度不斷增加,無紡布波谷位置逐漸被填充,復合膜有效過濾面積減小,指狀孔尺寸增大,但膜表面孔徑尺寸無明顯變化,這表明刮膜間隙不會對膜表面孔徑尺寸產生較大影響。
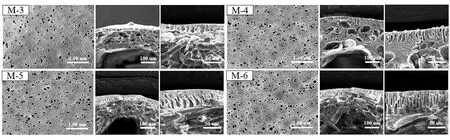
圖6 制備條件刮膜輥之間的間隙對復合膜表面孔結構及截面的影響
2.2.2 刮膜輥間隙對復合膜最大孔徑及孔隙率的影響
由表2可知,隨刮膜間隙增加,復合膜最大孔徑保持在308.6~318.9 nm,在實驗范圍內無明顯變化;復合膜孔隙率隨刮膜間隙增大逐漸降低,最高可達為60.9%,復合膜破裂壓力在最大測試量程(0.5 MPa)內未測出,這說明其具有優異的抗剝離強度。

表2 刮膜輥間隙對復合膜最大孔徑、破裂壓力及孔隙率的影響
2.2.3 刮膜輥間隙對復合膜表面親水性的影響
刮膜輥間隙對復合膜表面靜態水接觸角的影響如圖7所示。由圖7可知,復合膜表面水接觸角穩定在61.96°±2.2°,且在實驗范圍內無明顯改變,這說明刮膜輥之間的間隙并不會對復合膜表面的親水性產生影響。

圖7 刮膜輥間隙對復合膜表面靜態水接觸角的影響
2.2.4 刮膜輥間隙對復合膜分離性能的影響
復合膜分離性能隨刮膜間隙的變化如圖8所示。隨著刮膜間隙的增大,復合膜純水通量降低,截留率升高。當刮膜間隙達到1.0 mm時,復合膜M-3對碳素墨水的截留率大幅提升,較M-2提升了60.1%(從32.7%到92.8%),此時純水通量為309.7 L·m-2·h-1,這是由于當刮膜間隙在1.0 mm以下時,鑄膜液在無紡布表面涂覆不完整,制備得到的復合膜表面皆存在圖5中M-1和M-2所示的缺陷,從而導致純水通量和截留率的異常。當刮膜間隙達到1.0 mm后,在此基礎上繼續增大刮膜間隙,復合膜純水通量持續降低,碳素墨水截留率無明顯改變,此階段通量降低是由于隨著刮膜間隙增大,膜層厚度增加,無紡布表面波谷的位置逐漸被完全填充致使復合膜有效過濾面積減小,孔隙率降低,進而導致純水通量的持續降低,而碳素墨水截留效果主要依賴于孔徑篩分作用,由圖6可知復合膜孔徑并無明顯變化,故截留率無明顯改變。碳素顆粒在過濾時由于炭吸附導致架橋效應會對膜孔造成堵塞現象,因此M-3截留率較高,但M-1、M-2由于表面存在明顯缺陷,其尺寸遠大于碳素顆粒的粒徑大小,因此截留率很低。

圖8 刮膜輥間隙對復合膜純水通量和截留率的影響
2.2.5 刮膜輥間隙對復合膜力學性能的影響
由圖9可知,熱軋溝槽非織造材料的斷裂強力為304.7 N,斷裂強度為20.0 MPa。隨著刮膜間隙的增大,復合膜的斷裂強力提升,從415.1 N逐步提升至602.1 N;斷裂強度從25.0 MPa逐步降低至23.5 MPa。這是因為經過鑄膜液的涂覆,一部分鑄膜液滲透進入無紡布的纖維內,將無紡布纖維之間的間隙填充,使纖維之間的結合力增大,導致M-1復合膜斷裂強度較原無紡布增加,并且隨著刮膜間隙的進一步增大,復合膜表面逐漸形成完整的膜結構,加之無紡布波谷位置涂料溶液的堆積不斷加重,膜層厚度不斷增加,斷裂強力也就不斷增大,但聚合物膜的力學強度遠低于無紡布,因此復合膜的斷裂強度有所下降。

圖9 刮膜輥間隙對復合膜斷裂強力和斷裂強度的影響
2.2.6 復合膜抗污染性能
M-3為制備條件下綜合性能最優膜,由圖10可知,在持續7 h的運行過程中,復合膜通量呈現一定的衰減,在此過程中膜經過3次共1.5 h反沖洗,在三個循環中復合膜通量恢復率分別為88.1%,80.6%和76.1%,顯示出良好的抗污染性能和較高的剝離強度,這歸因于復合膜特殊構型的存在,使其在過濾時膜表面水流產生周期性不穩定流動,破壞濃差極化層現象,降低了碳素墨水顆粒在膜表面的沉積和吸附。
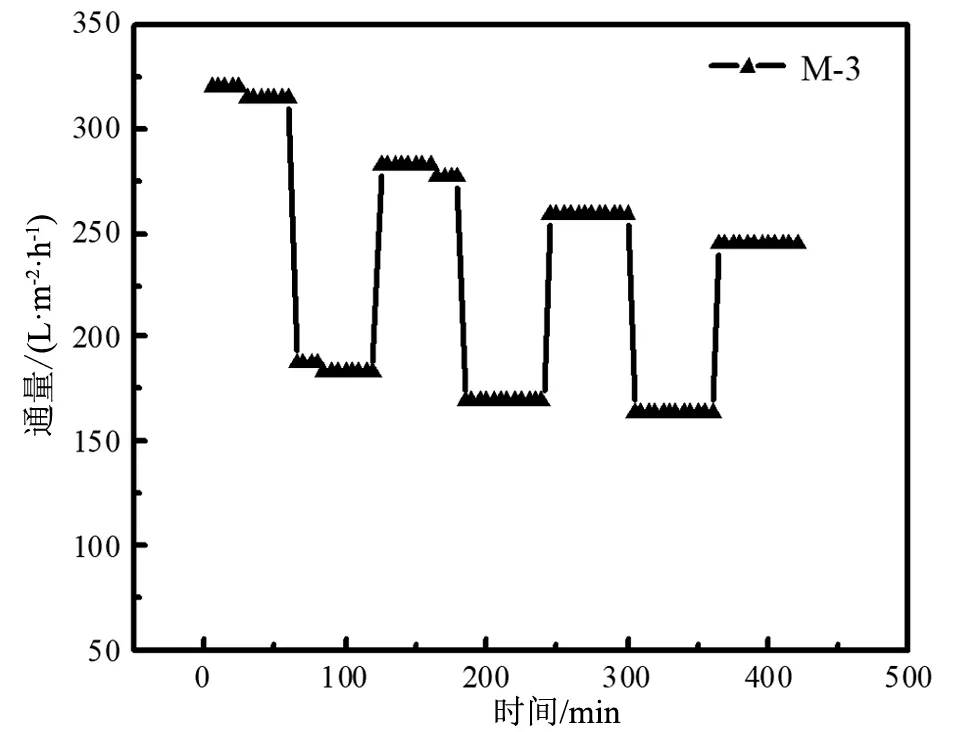
圖10 M-3復合膜的連續過濾通量
3 結論
初步探索了在熱軋溝槽非織造材料支撐PVDF復合膜的制備,研究了預處理和制備參數(刮膜輥之間的間隙)對復合膜的影響。結果表明,預處理過程和刮膜輥之間的間隙共同影響復合膜表面的涂覆效果,使用處理后無紡布且當刮膜間隙不低于1.0 mm才能形成完整的膜結構,在此基礎上,隨著刮膜間隙繼續增加,復合膜純水通量持續降低,截留率幾乎維持不變。當刮膜間隙為1.0 mm時,制得的復合膜斷裂強度為25 MPa,對碳素墨水的截留率達到92.8%,純水通量為309.7 L·m-2·h-1。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:28
西北工業大學學報(2022年2期)2022-05-11 07:50:12
建材發展導向(2022年1期)2022-03-08 01:52:36
輪胎工業(2021年10期)2021-12-24 17:23:35
機械制造(2021年8期)2021-08-23 10:12:44
裝備制造技術(2020年3期)2020-12-25 05:22:30
輪胎工業(2020年9期)2020-03-01 18:58:44
中國機械工程(2018年14期)2018-09-22 01:14:04
電子制作(2018年14期)2018-08-21 01:38:30
江西理工大學學報(2015年3期)2015-12-22 05:26:21
