伸長類曲面翻邊開裂的解決方案研究
2023-10-09 01:01:26馮吉賀李敬梓金鍵姜巖李松翯一汽解放汽車有限公司
鍛造與沖壓 2023年18期
文/馮吉賀,李敬梓,金鍵,姜巖,李松翯·一汽解放汽車有限公司
翻邊是在坯料或制件的內外輪廓上沿直線或曲線翻起豎立直邊或一定邊緣形狀的沖壓方法。目前,翻邊的類型可以按照兩種界定方式進行區分。第一種是按照翻邊坯料底面形狀分類,可分為平面翻邊和曲面翻邊。當在平面坯料或坯料的平面區域進行翻邊時,可稱為平面翻邊;而當在曲面坯料或坯料的曲面區域進行翻邊時,則可稱為曲面翻邊。第二種是按照變形性質進行分類,可分為伸長類翻邊和壓縮類翻邊。伸長類翻邊呈現環向拉應力狀態的坯料變形區,其最大主應力表現為沿切向作用的拉應力,宏觀表現為該方向的伸長變形,變形區邊界開裂是其成形極限的主要限制因素;而壓縮類翻邊呈現切向受壓、徑向受拉應力狀態的坯料變形區,其最大主應力表現為沿切向作用的壓應力,宏觀表現為該方向的壓縮變形,變形區失穩起皺是其成形極限的主要限制因素。
汽車工程領域的大多數沖壓零件的翻邊形式,往往涵蓋了以上談及的兩種翻邊分類特征,例如伸長類曲面翻邊,這種翻邊是指在零件曲面部分,沿其邊緣向曲面的曲率中心反向翻起,形成與該曲面垂直豎邊的沖壓成形方式。如圖1 所示,寬度為B 的弧狀曲面部分,經過翻邊形成垂直于原毛坯曲面的高度為H的豎直立邊,其弧曲面的曲率半徑為R。
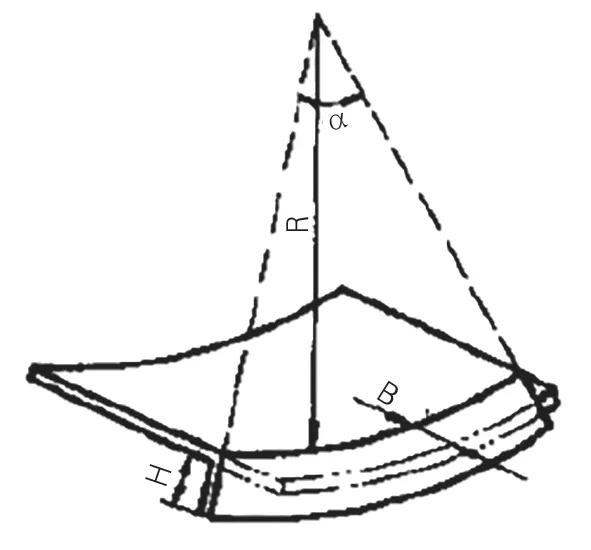
圖1 伸長類曲面翻邊
大量的力學分析及實驗結果證實,伸長類曲面翻邊的成形極限由變形區內材料的塑性及塑性變形能力決定,而決定成形極限的關鍵在于影響毛坯圓弧部分切向應變數值的各項因素,這些因素主要是翻邊零件的幾何形狀和尺寸,包括翻邊高度H、直邊部分長度L、圓弧部分曲率半徑R、底面寬度B 以及模具幾何形狀等,如圖2 所示。對于具備曲面伸長類翻邊特征的某車型后圍縱梁零件,為了有效控制影響變形的切向應變數值,避免變形區域超過成形極限而導致翻邊開裂,便需要從工藝設計及模具結構設計方面形成有效解決方案。
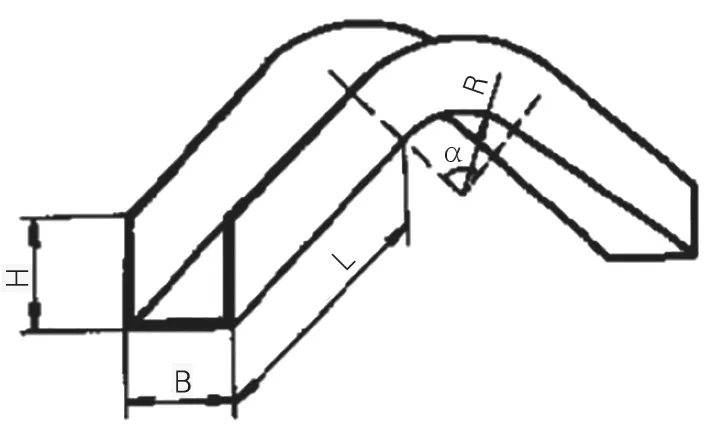
圖2 伸長類曲面翻邊典型零件
后圍縱梁的零件結構特點
后圍左縱梁結構見圖3,零件外形尺寸為1097mm×183mm×137mm,材料為IF250,厚度1.0mm。零件整體為窄長結構,在端頭呈現伸長類的曲面翻邊特征。結合該零件,對于已知的影響伸長類曲面翻邊成形極限的因素來看,該零件的直邊變形區的切向變形量隨翻邊高度H、直邊部分長度L 的增加而增加,但隨圓弧部分曲率半徑R 的增大而減小。所以為了提升變形區域的成形極限,規避翻邊位置的開裂風險,在同步工程階段,需要盡可能地降低翻邊高度H(開缺口)、降低直邊部分長度L、增大圓弧部分的曲率半徑R,即在靠近翻邊位置的零件底面棱線處變倒角處理。但是所有對于零件結構的調整都限制于零件本身的強度要求而不能無限度變化,所以更多的改善工作和解決方案需要在零件的制造工藝及模具結構上采取措施。
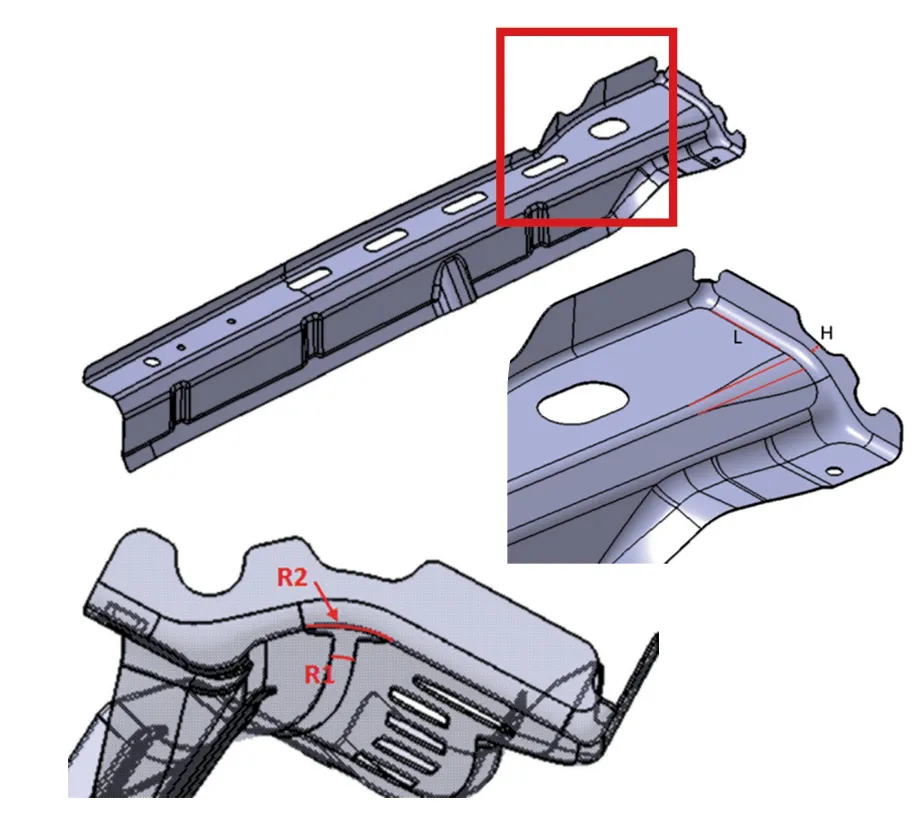
圖3 后圍左縱梁零件
零件工藝及模具結構設計
常規的翻邊成形工藝
從后圍縱梁零件本身的造型和結構分析,通常采用拉延后修邊,最后翻邊來實現最終產品。對于常規的翻邊工藝,通常采用在修邊后零件的底面直接翻出直壁立面,即在拉延工藝設計時將修邊線保留在拉延零件底面上,該種常規的翻邊工藝設計及CAE 模擬分析結果如圖4 所示。從分析結果可以看到,這種常規工藝在修邊工序之前均未出現失效問題,但從翻邊工序的成形結果可以發現,雖然已經從產品角度對影響直邊變形區切向變形量的參數進行了最大限度地調整和優化,但這種伸長類的曲面翻邊仍然出現了較為明顯的開裂風險趨勢,已超過了變形區本身的成形極限,所以需要突破常規工藝設計理念,從工藝優化和合理的模具結構設計手段著手解決這類零件的翻邊開裂問題。
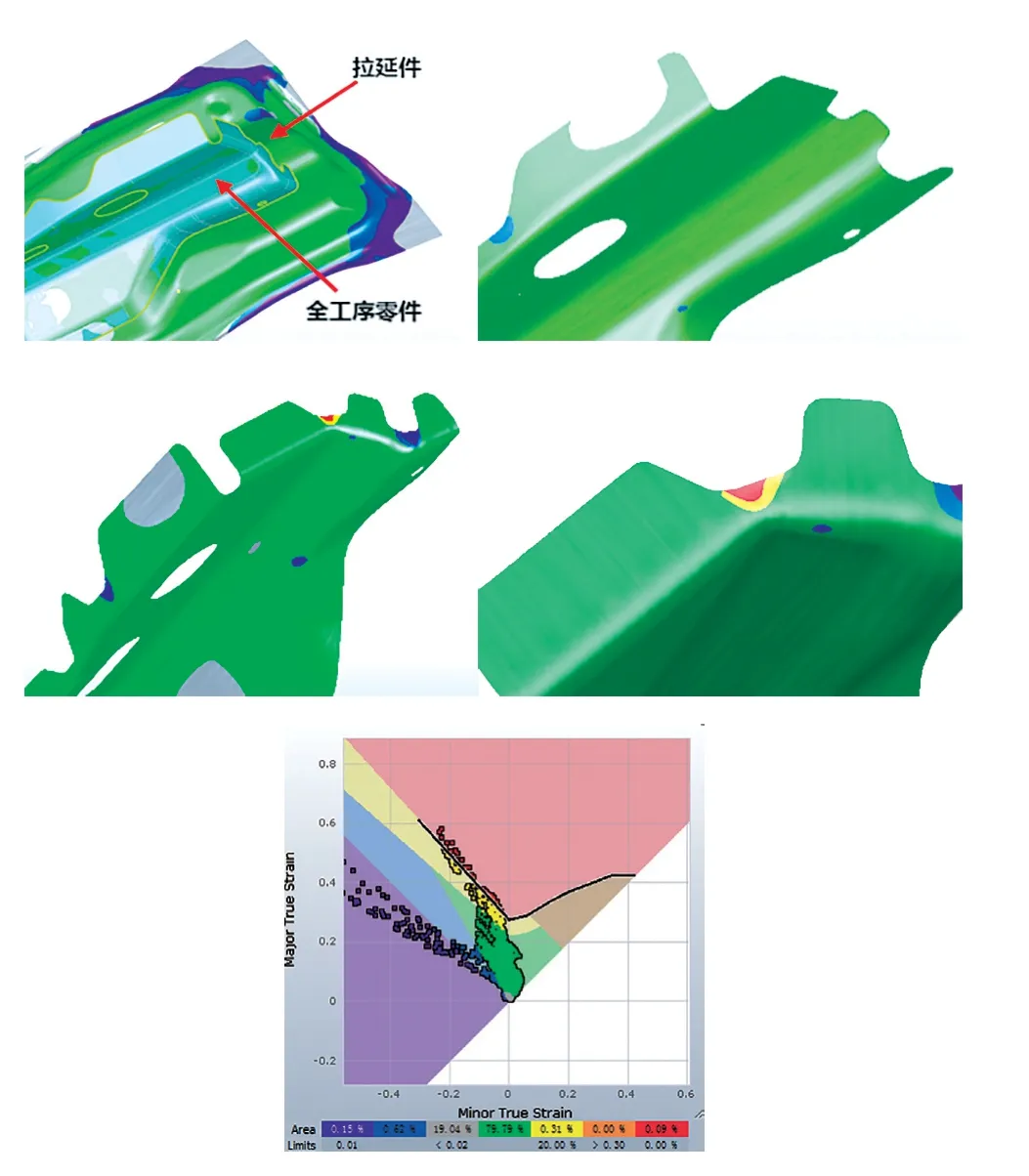
圖4 常規翻邊成形工藝及CAE 結果
半拉延半翻邊成形工藝
常規的翻邊成形工藝已被證實不能規避翻邊直壁變形區開裂的風險,研究嘗試采用半拉延半翻邊的成形工藝方案來解決翻邊開裂問題。如圖5 所示,半拉延半翻邊的工藝設計將零件直壁段區域與翻邊底面坯料的過渡圓角及少部分直壁立面在拉延工序中成形,可以看到修邊線所在的工作面不再與零件坯料底面共面,而是與其形成臺階。在修邊工序后,不再如常規工藝進行全立壁翻邊,而是將已成形的剩余一半直壁段翻起即可。其實,該種解決方案也是從影響伸長類曲面翻邊成形極限的因素出發,其原理是從工藝設計手段降低翻邊高度H 來保證變形量不超過翻邊變形區的成形極限。
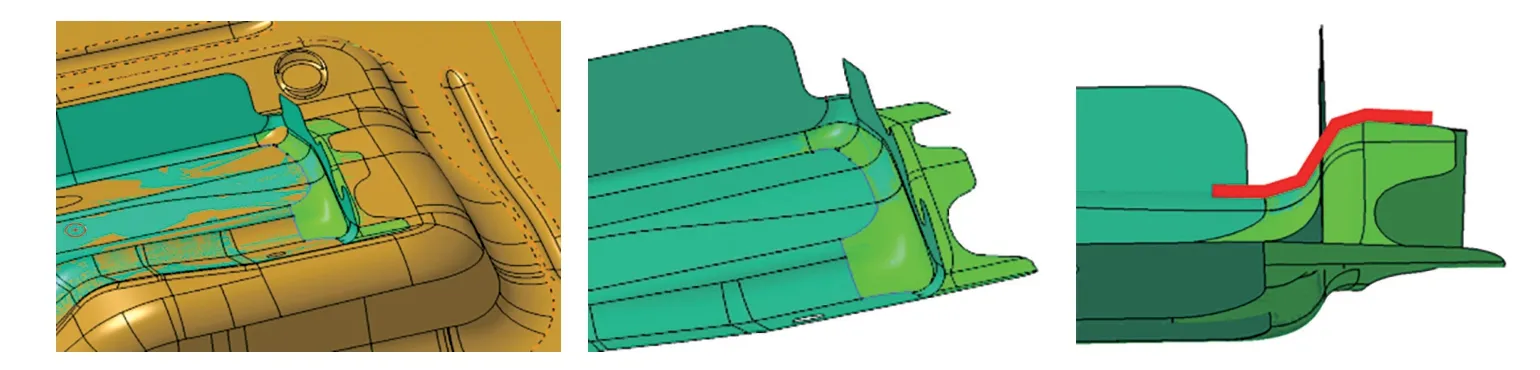
圖5 半拉延半翻邊的工藝設計
基于工藝方案的模具結構設計
通常翻邊模具鑲塊的設計原則是要保證翻邊鑲塊邊緣各位置在翻邊運動過程中同時接觸坯料,以保證翻邊直立壁的平整,在各個運動時間段,鑲塊邊緣距離坯料均為等距線,具體如圖6 所示。但是,本文研究的后圍縱梁零件的翻邊立面變形區本就存在較大的開裂風險,為了保證開裂風險區的板料不因超過成形極限而開裂失效,需要改變模具鑲塊的各位置與翻邊前坯料的接觸順序,在保證翻邊直立壁的平整度的前提下,盡可能讓變形區的直邊段先行觸料,以提供給極限變形區(風險區)足夠的材料而完成最后的翻邊過程。針對該件所設計的模具翻邊鑲塊與坯料的接觸形式詳見圖7。
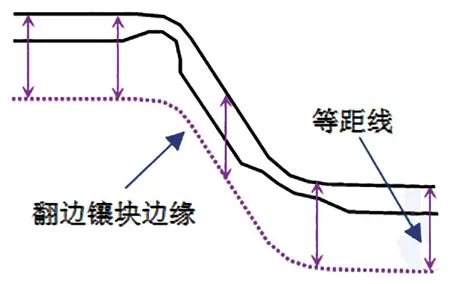
圖6 翻邊過程的模具鑲塊與坯料的位置關系
優化后的工藝及模具方案的模擬分析
采用半拉延半翻邊的工藝設計方案,并優化翻邊模具鑲塊形狀設計,對零件翻邊工序的成形性進行CAE 模擬分析。由圖8 可以看到,原來開裂的風險區域已經消失,下一步需要在實際制造端進行驗證方案的可行性及穩定性論證。

圖8 優化工藝及模具結構后的CAE 結果
方案實施效果
圖9 為采用優化的工藝設計及模具結構方案后的零件實物圖,翻邊位置成形良好,未出現開裂現象。目前,零件已完成萬余次生產,均未產生開裂廢品。

圖9 零件實物
結束語
本文聚焦具有伸長類曲面翻邊沖壓件的翻邊開裂問題,除了在同步工程階段盡可能優化翻邊高度、直邊段長度、圓弧部分的曲率半徑等影響翻邊成形極限的因素,又采用了半拉延半翻邊的成形工藝,并優化翻邊成形鑲塊的造型結構,收到了更為顯著的改善效果,并形成了一套系統的沖壓件伸長類曲面翻邊開裂問題的解決方案,為汽車行業該類型零件的設計、工藝開發和模具結構設計等方面確立了新的方向。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
