汽車模具與壓機設備的相互關系
2023-10-09 01:01:28刁建兵王騰鄧宴平孫宏亮一汽大眾汽車有限公司成都分公司
鍛造與沖壓 2023年18期
文/刁建兵,王騰,鄧宴平,孫宏亮·一汽-大眾汽車有限公司成都分公司
汽車模具在制造、生產過程中都會使用壓機設備,模具和壓機設備是密不可分的,但在研磨及調試合格的模具更換不同壓機設備或轉場后,模具穩定性及制件狀態會發生不同的變化,造成制件表面及尺寸不合格,既而又得重新研磨及調試模具,從而增大工作量,延長研磨及調試周期,浪費人力及資源。造成這種情況的原因,是值得我們去研究和探討的。
此次研究通過對汽車模具型面加工后精度和壓機設備精度對比,分析了模具在制造過程中,以壓機設備精度研配、調試模具會造成的影響及解決措施,并總結了以模具精度和以壓機設備精度制造模具的優缺點及模具在工作中與設備的相互關系。
對NC 加工精度的分析
NC 加工機床精度
汽車模具型面加工一般用的機床有3m×2.0m(三軸)、4m×2.5m(三軸)、5m×2.5m(五軸)等,以五軸精加工機床(圖1)為例,主柱垂直度公差值為0.01mm/m;機床平行度公差值為0.01mm/m 以內,5m 工作臺機床自身精度不超過0.03mm。

圖1 5m×2.5m 五軸精加工機床
裝夾
模具在NC 加工時,用等高墊塊對模具進行支撐找平。這個過程也是對上一工步的檢查過程,如發現支撐等高墊塊有松動,需對等高墊塊和模具底平面進行檢查或重新加工,保證支撐等高墊塊同時受力,然后壓緊模座。在此過程中利用工作臺的精度,即可檢查和減小加工模具的累積誤差,模具裝夾后的誤差值不大于機床自身的公差值。
刀具磨損
模具在粗加工時切削量大并有夾砂及退火不均勻等現象,加工刀具磨損較嚴重;模具在精加工時,都選用質量較好的新刀具加工,加工到一定時間要對刀具進行更換和檢測,一般刀具磨損控制在0.03mm 以內。
綜上所述,模具型面加工后的精度為NC 機床自身精度與刀具磨損程度之和(為0.06mm),行業內模具型面加工合格標準為0.1mm,所以模具上下型面加工累積誤差完全可以控制在0.2mm 以內。
對設備精度的分析
下面對設備主要工作部分精度進行分析,以萬家頓4.5m×2.5m 設備為例,上工作臺的導向間隙是兩相對應導向間隙之和,0.2 ~0.6mm 為合格,滑塊導向間隙標準如圖2 所示。
調試壓機移動工作臺與上滑塊工作臺平行度誤差為0.1mm/m,4.5m×2.5m 的壓機, 平行度誤差為0.45mm,兩臺壓機一臺為0 ~+0.45mm,另一臺為-0.45mm ~0,都為合格,如圖3 所示。兩臺設備的合格累積誤差可達0.9mm。
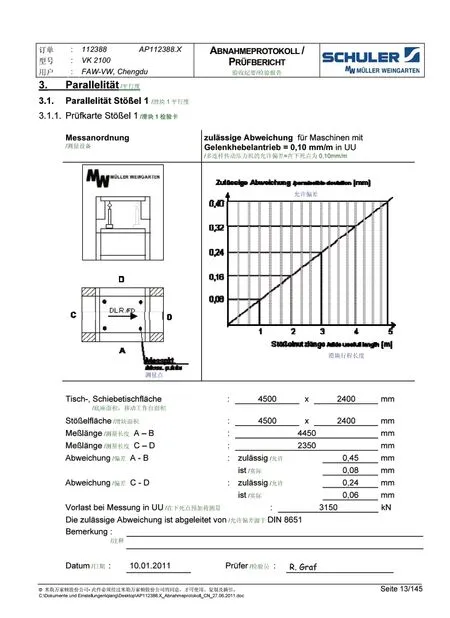
圖3 滑塊與工作臺平行度標準
頂冠的平行度誤差是0.80mm/m,頂桿最大距離為4m,頂桿的平行度誤差在3.2mm 以內為合格, 頂冠平行度標準如圖4 所示。
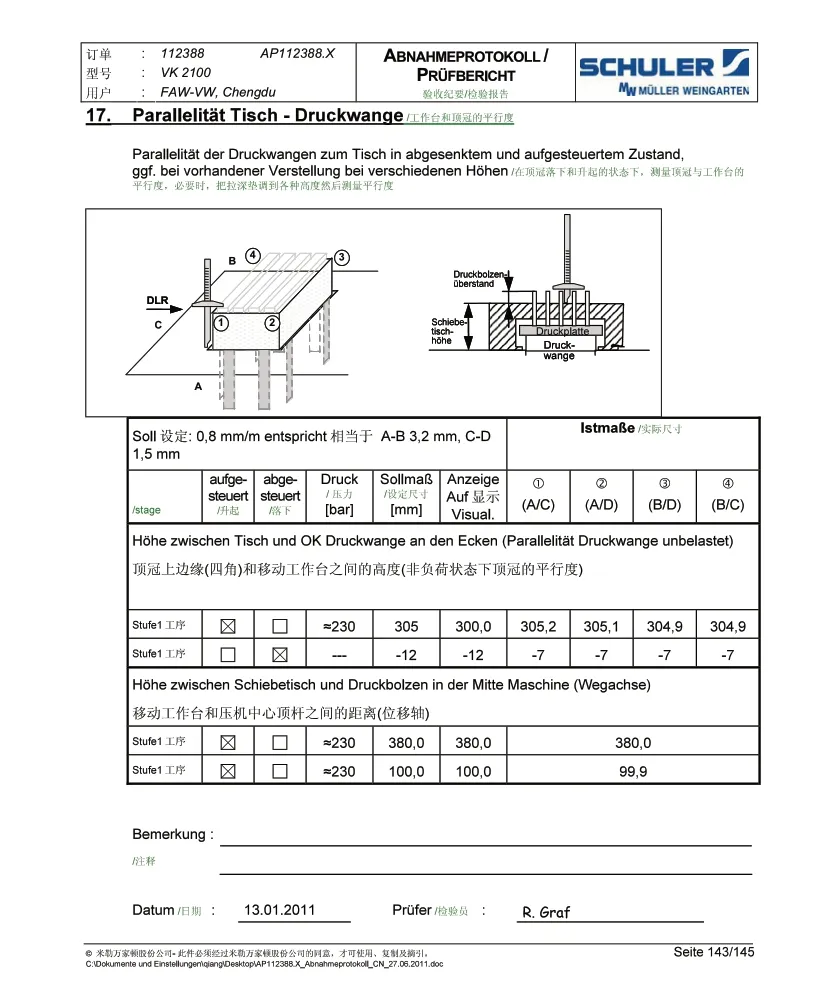
圖4 頂冠平行度標準
頂冠導向間隙誤差為0.4 ~0.8mm,即為合格。頂冠間隙標準如圖5 所示。
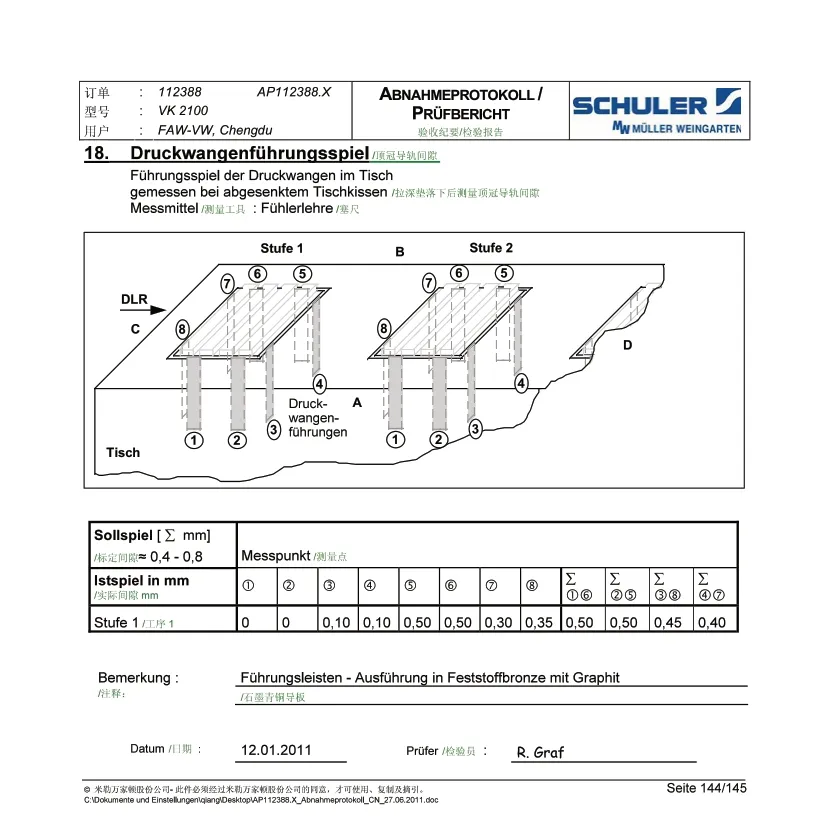
圖5 頂冠間隙標準
設備工作中的精度狀態
⑴上滑塊:上模座平行精度隨上滑塊平行精度變化(為滑塊平行精度+模具平行精度);到下死點與限制器鐓死后,上下模精度為模具精度。
⑵上液壓墊或氣墊:上液壓墊及壓料板與下模平衡塊或型面接觸后,上液壓墊及氣墊平行精度為平衡塊精度或型面精度。
⑶擠壓缸:上模座與壓邊圈接觸后,擠壓缸平行精度隨上滑塊平行精度變化(上滑塊精度+壓邊圈研配精度),如圖6 所示。
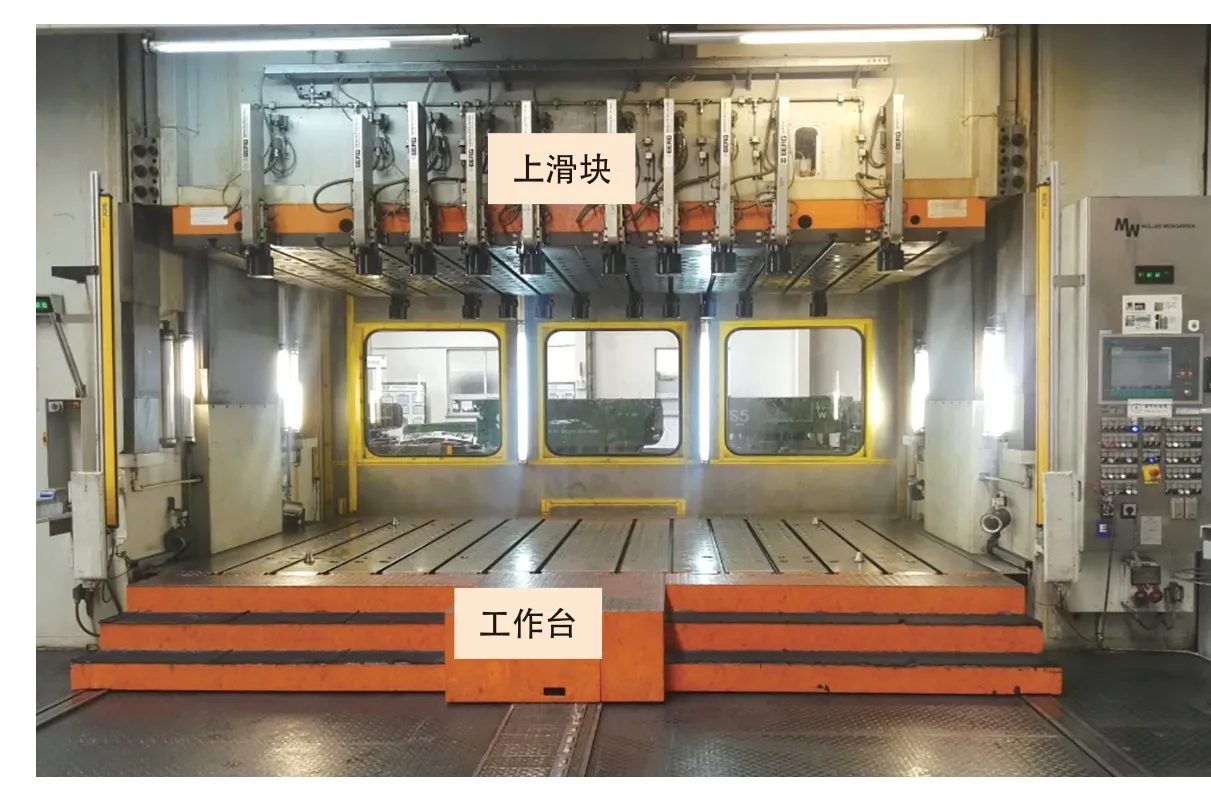
圖6 壓機設備
模具的導向精度
行業標準規定模具上下模座的導向間隙,拉延模為0.05 ~0.08mm 以內,后序模具為0.05 ~0.1mm以內,壓邊圈與下模座導向間隙為0.05 ~0.1mm 以內,拉延模具剖視圖如圖7 所示。
模具工作時的精度狀態
⑴上模工作過程:以上滑塊的平行精度+上模平行精度進行工作;上下模到下死點與限制器同時接觸時,為上下模制造精度;
⑵壓邊圈工作過程:壓邊圈與上模接觸后,壓邊圈精度為上滑塊的平行精度+壓邊圈研配精度,直到工作完成;
⑶后序壓料板工作過程:壓料板與下模接觸后,壓料板平行精度為下模平衡塊精度或型面精度,直到工作完成。
數控加工與壓機及模具的累積誤差
綜上分析,數控加工上下模的累積誤差為0.2mm,以4.5m×2.5m 壓機設備為例,壓機上滑塊的導向間隙為0.2 ~0.6mm, 拉延模為0.05 ~0.08mm 以內,后序模具為0.05 ~0.1mm, 壓邊圈與下模座導向間隙為0.05 ~0.01mm 以內,按最大導向間隙算,上滑塊導向間隙是上下模座間隙的6倍;壓機設備平行度誤差為0.45mm,兩臺壓機一臺為0 ~+0.45mm,另一臺為-0.45mm ~0,都為合格,兩臺設備的合格累積誤差可達0.9mm。模具更換壓機調試或更換生產線生產,模具與壓機的誤差累積在一起,最大誤差能達到1.1mm。所以制造模具和調試模具,不能以壓機的精度為基準,而是在保證數控加工后的精度基礎上,去消除加工誤差來制造和調試模具。
結束語
汽車模具在制造、生產過程中,不可避免都需要使用壓機設備,但每臺壓機的精度及模具的精度都不一樣,經過分析,模具精加工后的精度是壓機設備的5 倍左右,上滑塊導向間隙是上下模座間隙的6 倍,所以模具在制造、調試過程中,不能以壓機的精度去制造、調試模具;為避免制造、調試中壓機設備對模具的影響,在制造模具和調試模具時不能以壓機的精度為基準,而是在保證數控加工后的精度基礎上,去消除加工誤差來制造和調試模具。這樣既能保證模具的加工精度,又能避免反復研配、調試。既縮短制造周期,又獲得較好經濟效益,也更具競爭力。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年12期)2018-08-01 00:47:44
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
工業設計(2016年12期)2016-04-16 02:52:00
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
