機械壓力機上螺紋鎖緊的應用
2023-10-09 01:01:30榮璐田理中尋寶明江蘇省徐州鍛壓機床廠集團有限公司
鍛造與沖壓 2023年18期
文/榮璐,田理中,尋寶明·江蘇省徐州鍛壓機床廠集團有限公司
機械壓力機在使用過程中,調節裝模高度的螺紋副需要螺紋鎖緊。由于螺紋間隙的存在,依靠螺紋副本身的自鎖作用,不能完全滿足鎖緊要求。因此在螺紋副處會增加機械式或者液壓式螺紋鎖緊結構。
機械壓力機是常見的機械加工通用設備之一。其主要運動原理是通過曲柄滑塊機構將電動機的旋轉運動轉換為滑塊的直線往復運動,對坯料進行沖裁或者成形加工。為了適應不同高度的模具,設計機械壓力機時會增加裝模高度調整結構。為了實現裝模高度的無級調整,多采用螺紋副形式,依靠螺紋副旋入旋出帶動滑塊在機架中升降,改變機械壓力機的裝模高度。如果螺紋副之間發生相對轉動,或者螺紋副間有軸向間隙,機械壓力機的裝模高度就會發生變化。在實際的沖壓生產過程中,如果裝模高度發生變化,模具閉合時就會產生過緊或者過松的情況,沖壓的零件質量就難以得到保證。為保證沖壓件的成品率,工作中的機械壓力機是不允許裝模高度產生變化的,所以就必須保證螺紋副是鎖緊狀態。
機械壓力機的螺紋副自鎖作用
機械壓力機裝模高度調整結構的螺紋副多采用更適合機械運動的梯形螺紋形式,梯形螺紋的螺紋升角為:
梯形螺紋的當量摩擦角為:
其中λ——螺紋升角;S——導程;d2——中徑;ρ'——當量摩擦角;f——摩擦副的摩擦因數;α——牙型角。
當λ ≤ρ',即梯形螺紋的螺紋升角≤當量摩擦角時,該螺紋副即具有自鎖功能。
根據國家梯形螺紋標準,牙型角采用標準的30°;標準的螺紋升角一般取λ ≤4°30';而機械壓力機裝模高度調整結構的螺紋副摩擦因數一般在0.1左右。所以通常情況下,機械壓力機的裝模高度調整結構的螺紋副本身具有自鎖特性,可以防止沖壓過程中螺紋副發生相對旋轉而造成裝模高度產生變化。
螺紋鎖緊結構在機械壓力機中的應用
在實際生產過程中,為了保證螺紋副順利地旋入旋出,螺紋副之間是存在配合間隙的。例如我公司公稱力為1600kN 的機械壓力機,模高調整的螺紋副加工技術要求:配合后徑向間隙不得大于0.05mm,軸向綜合間隙不得大于0.15mm,而影響裝模高度的主要因素是螺紋副的軸向間隙。為了消除軸向間隙帶來的影響,通常會在螺紋副上面增加額外的螺紋鎖緊結構。螺紋鎖緊結構一般采用機械式和液壓式兩種。
機械式螺紋鎖緊結構
機械式螺紋鎖緊結構類型是機械防松,其方案是增加一個螺紋副徑向的機械預緊結構。此種結構可以使牙型角能并且只能沿螺紋副的徑向移動,最終會使牙型角上的摩擦面接觸,從而消除螺紋副間的軸向間隙。而且還可以增大螺紋副徑向壓力,從而增大螺紋副的摩擦力矩,達到螺紋鎖緊的目的。
圖1 為我公司JC23-63 型機械壓力機的機械式螺紋鎖緊結構示意圖,螺紋套、鎖緊螺套甲、鎖緊螺套乙共同組成內螺紋結構,其中鎖緊螺套甲和鎖緊螺套乙為活塊結構,運動自由度只有沿螺紋副的徑向,并且由螺栓螺母組合以及頂緊螺釘預緊。調節螺桿為外螺紋結構,內、外螺紋結構共同組成調節裝模高度的螺紋副。當螺栓螺母組合以及頂緊螺釘對鎖緊螺套甲和鎖緊螺套乙進行預緊時,內外螺紋副會發生徑向的相對移動,最終使螺紋副的牙型角的摩擦面接觸,這樣軸向間隙就會被消除,螺紋徑向移動示意圖如圖2 所示。
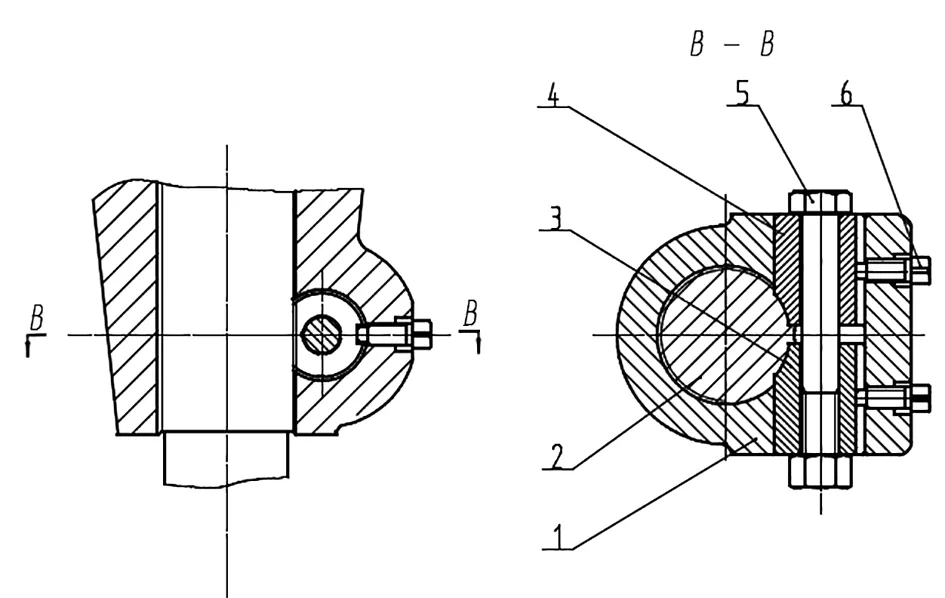
圖1 JC23-63 型機械壓力機的機械式螺紋鎖緊結構示意圖
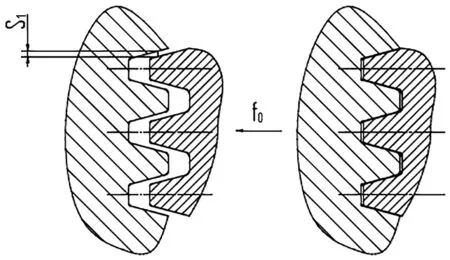
圖2 螺紋徑向移動示意圖
f0為螺栓螺母5 和頂緊螺釘6 預緊力合力沿螺紋副徑向的分力,在預緊力f0的作用下,螺紋副發生徑向的相對移動,原本軸向間隙S1就會被消除。而同樣在f0的作用下,螺紋副的摩擦力矩MV也會增大,如下:
MV——螺紋副摩擦力矩;d2——螺紋中徑;F——螺紋副軸向載荷,在此處取螺紋鎖緊預緊結構沿螺紋副軸向的分力;λ——螺紋升角;ρ'——當量摩擦角; f0——螺紋鎖緊預緊結構沿螺紋副的徑向分力。
由上可知,裝模高度調節螺紋副上所增加的機械鎖緊結構,不但消除了軸向間隙,而且還增加了螺紋副的摩擦力矩,使其在使用的過程中更不容易產生相對滑動,保證沖壓工作時的裝模高度。但是這種機械結構每次更換模具調整裝模高度時都需要松開和預緊,并且需要人工進行調整。而且在受到較大振動或者比較頻繁的交變載荷時,機械鎖緊結構可能會松弛并且失效。所以只適合規格比較小需要人工去操作的設備,以及大批量生產、不需要經常調整裝模高度以及振動相對較少、受交變載荷頻率較小的生產場合,有一定的使用局限性。
液壓式螺紋鎖緊結構
液壓式的螺紋鎖緊結構類型是摩擦防松,其方案是增加螺紋副軸向的液壓預緊結構。這樣不但可以依靠牙型角沿螺紋軸向移動從而直接消除螺紋副的軸向間隙,而且可以在螺紋副上增加一個不隨外力變化的正壓力,以產生一個可以阻止螺紋副相對轉動的摩擦力,保證螺紋副在受到沖擊、振動和交變載荷的情況下鎖緊也不會失效。

圖3 是我公司JF75G-260 型機械壓力機的液壓式螺紋鎖緊結構的示意圖,螺紋套和調節螺桿組成螺紋副,螺紋套和調節螺桿中間有一個活塞,活塞上面有高壓密封圈。螺紋套底部有高壓進油孔,當高壓油進入螺紋套后會被活塞和高壓密封圈封死在高壓油腔里,我們稱之為液壓墊。液壓墊里的油通過對活塞產生正壓力fn并傳遞到調節螺桿端部。這個正壓力會壓緊螺紋副,從而消除軸向間隙,螺紋軸向移動示意圖如圖4 所示。
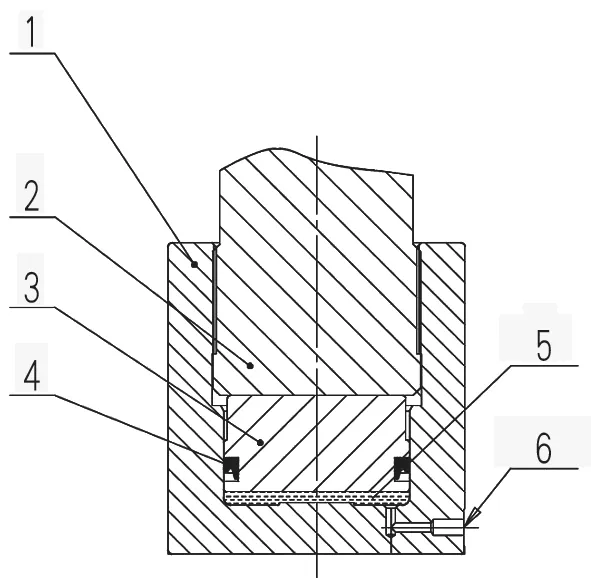
圖3 JF75G-260 型機械壓力機的液壓式螺紋鎖緊結構示意圖
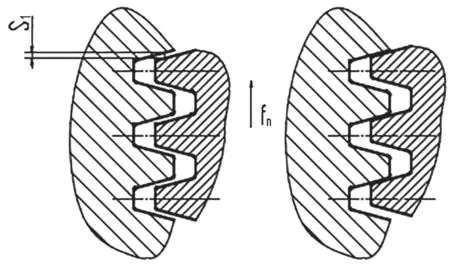
圖4 螺紋軸向移動示意圖
同時正壓力fn還可以提供螺紋的摩擦力矩MV,如下:
MV——螺紋副摩擦力矩;d2——螺紋中徑;fn——螺紋副軸向載荷,在此處由液壓鎖緊結構提供;λ——螺紋升角;ρ'——當量摩擦角;p——液壓墊壓強;D——活塞直徑。
由上可知,裝模高度調節螺紋副上所增加的液壓鎖緊結構,不但可以直接消除螺紋副間的軸向間隙,而且還增加了螺紋副的摩擦力矩,使其在使用的過程中更不容易產生相對滑動,保證沖壓工作時的裝模高度。由于液壓系統采用電磁閥控制,所以不需要人工去調節,更適合人工不易操作的大型設備以及一些小批量頻繁換模的工況。部分液壓系統會采用一些液壓鎖以及補壓油路,所以可以使液壓墊的壓強長時間保證穩定,因此也更適合較大振動或者比較頻繁的交變載荷的工況。由于增加了液壓系統,所以液壓螺紋鎖緊結構的成本較機械鎖緊結構會更高一些。
結束語
在實際生產中,機械壓力機裝模高度調整結構中螺紋副的鎖緊至關重要,由于螺紋副間存在軸向間隙,所以依靠螺紋副本身的自鎖作用并不能完全滿足需求。所以通常會在螺紋副處增加機械式或者液壓式螺紋鎖緊結構。結合兩種結構的特點可知液壓螺紋鎖緊結構效果更穩定,使用更方便,雖然在成本上稍微高一些,但是也越來越多地應用在機械壓力機上。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
中華詩詞(2019年7期)2019-11-25 01:43:04
電腦報(2019年40期)2019-09-10 07:22:44
模具制造(2019年3期)2019-06-06 02:10:54
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
