激光熔化沉積成形Cu-Al-Mn-Ti 形狀記憶合金組織與性能研究
2023-10-31 06:39:34涂燕玲胡碧艷游新月汪龍霞宋王翼邵君麒鄧聲華李瑞迪
有色金屬材料與工程 2023年5期
關(guān)鍵詞:記憶合金
劉 旭, 涂燕玲, 胡碧艷, 游新月, 汪龍霞,宋王翼, 邵君麒, 鄧聲華, 李瑞迪
(1. 江西理工大學(xué) 材料冶金化學(xué)學(xué)部,江西 贛州 341000;2. 中南大學(xué) 粉末冶金國(guó)家重點(diǎn)實(shí)驗(yàn)室,長(zhǎng)沙 410000)
形狀記憶合金因其獨(dú)特的形狀記憶效應(yīng)而成為備受人們關(guān)注的新型智能材料。形狀記憶合金中,Ni-Ti 基形狀記憶合金因具有優(yōu)良的形狀記憶性能,已被廣泛應(yīng)用于電子、機(jī)械、航空、能源、醫(yī)療設(shè)備等諸多行業(yè)。然而,Ni-Ti 基形狀記憶合金的生產(chǎn)成本高。Ni-Ti 合金的馬氏體轉(zhuǎn)變溫度低于100 ℃,限制了其在高溫環(huán)境中的應(yīng)用[1]。Cu-Al 基形狀記憶合金因其高導(dǎo)電性、較低的生產(chǎn)成本、較好的熱穩(wěn)定性和良好的形狀記憶性能等諸多特點(diǎn)[2-3],成為高溫環(huán)境下Ni-Ti 基形狀記憶合金的最佳替代材料。
研究表明,傳統(tǒng)工藝制備的Cu-Al 基形狀記憶合金因組織粗大,易產(chǎn)生晶間斷裂[4-5],導(dǎo)致合金存在一定的脆性,嚴(yán)重影響了合金的形狀記憶性能[6-7]。因此,細(xì)化合金組織是提高Cu-Al 基形狀記憶合金性能的有效方法之一。在Cu 基合金中,常用Ti、V、Be、Co、Re 等合金元素細(xì)化β 相晶粒尺寸。另外,通過(guò)以激光增材制造[8-9]和火花等離子燒結(jié)[10]為代表的粉末冶金快速成型技術(shù)制備Cu-Al 基形狀記憶合金,也是獲得細(xì)晶Cu-Al 基形狀記憶合金的有效途徑。尤其是激光增材制造技術(shù),其凝固過(guò)程中冷卻速度可達(dá)103℃/min 以上,為細(xì)晶組織的制備提供了良好的條件。激光熔化沉積(laser melting deposition, LMD)是一種典型的激光增材制造技術(shù)。LMD 通過(guò)送粉機(jī)將金屬粉末輸送至打印頭,利用打印頭前端的高能激光束熔化落下的金屬粉末。激光束和粉末輸送管沿設(shè)定的路線運(yùn)動(dòng),在基體上逐漸沉積成型成工件[11]。LMD 是一種制備大尺寸、復(fù)雜形狀Cu-Al 基形狀記憶合金的可行技術(shù)。目前,對(duì)于Cu-Al 基形狀記憶合金的LMD 成形性的研究極為匱乏,因而LMD 成形Cu-Al 基形狀記憶合金的組織和性能尚不清楚,亟需研究探索。
本文采用LMD 技術(shù)成形Cu-Al-Mn-Ti 合金塊體,研究其組織特征和力學(xué)性能,以及熱處理工藝對(duì)LMD 成形Cu-Al-Mn-Ti 合金性能的影響,為高性能Cu-Al-Mn-Ti 形狀記憶合金的制備提供理論參考。
1 試驗(yàn)材料及方法
通過(guò)氣霧化法制備Cu-Al-Mn-Ti 預(yù)合金粉末,其化學(xué)成分及微觀形貌如表1、圖1 所示。霧化粉末過(guò)150 目篩后裝入LMD 設(shè)備(LMD8060,南京中科瑞康激光科技有限公司)的送粉裝置中。采用優(yōu)化的激光熔化沉積工藝參數(shù)成形合金:激光功率為1.5 kW,掃描速度為600 mm/min,艙口間距為1.2 mm,層厚為0.6 mm。激光成形過(guò)程在氮?dú)鈿夥罩羞M(jìn)行。激光掃描方向始終平行,如圖2 所示。為進(jìn)一步提高LMD 成形Cu-Al-Mn-Ti 合金的性能,研究了熱處理對(duì)合金性能影響。表2 為合金的固溶時(shí)效工藝。其中,1 號(hào)合金為打印態(tài),2~4 號(hào)合金的固溶工藝相同(900 ℃保溫30 min 后進(jìn)行淬火處理),時(shí)效溫度分別為300、400、500 ℃。
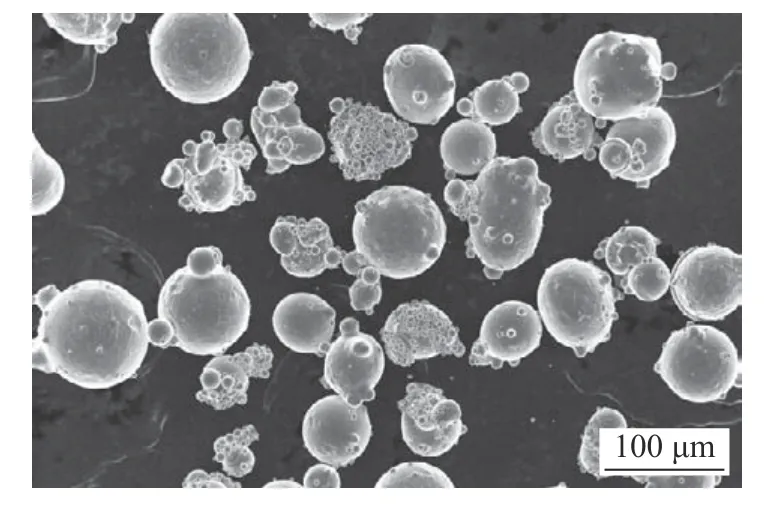
圖1 氣霧化Cu-Al-Mn-Ti 合金粉末的SEM 圖Fig. 1 SEM image of gas-atomized Cu-Al-Mn-Ti alloy powder
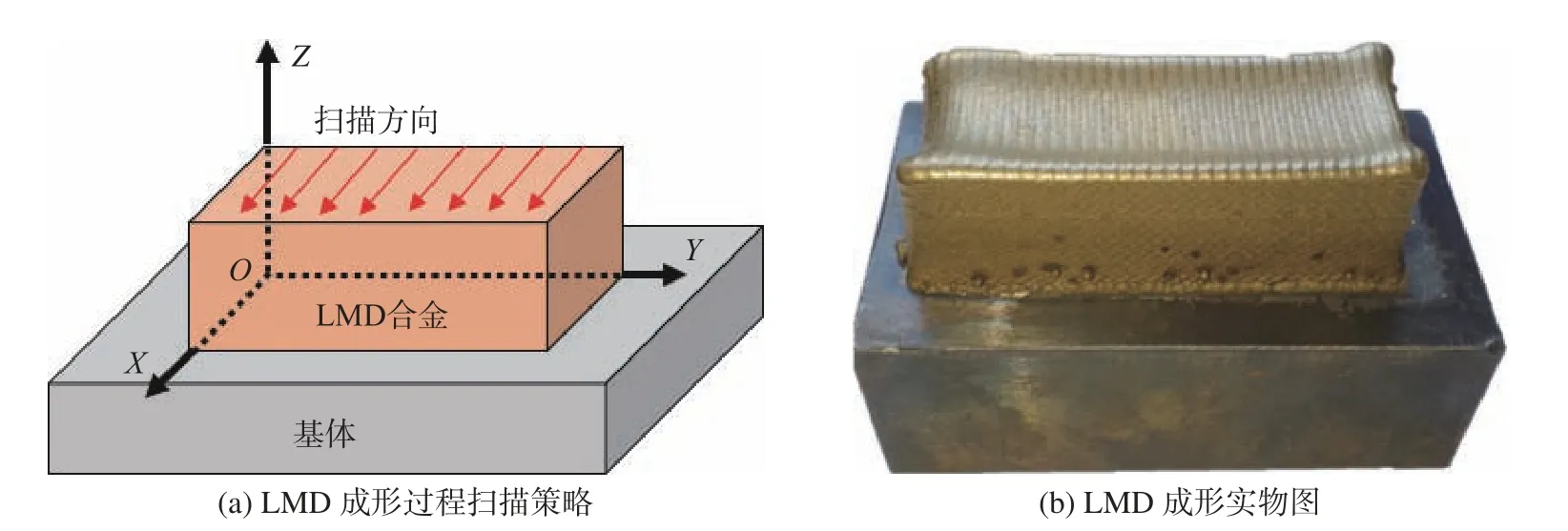
圖2 Cu-Al-Mn-Ti 合金LMD 成形過(guò)程掃描策略和LMD 成形實(shí)物圖Fig.2 Detailed scan strategy diagram during LMD processing and material object map of the LMD Cu-Al-Mn-Ti alloy

表1 Cu-Al-Mn-Ti 合金粉末化學(xué)成分(質(zhì)量分?jǐn)?shù)/ %)Tab.1 Chemical composition of Al-Zn-Mg-Sc alloy powder (mass fraction/%)
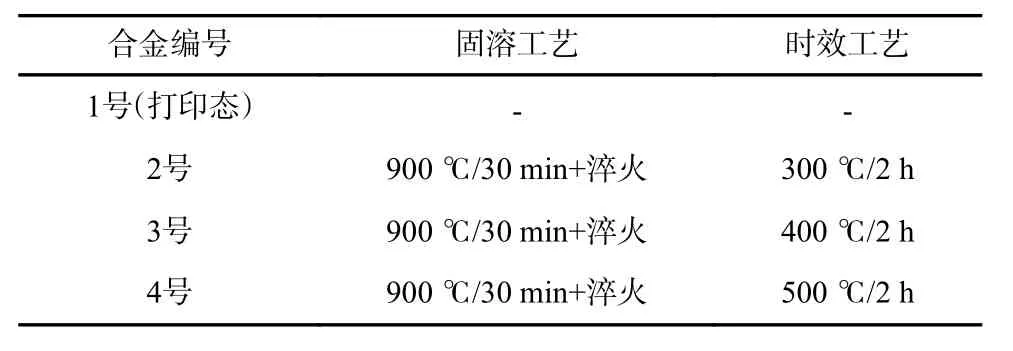
表2 Cu-Al-Mn-Ti 合金熱處理工藝Tab.2 Heat treatment processes of Cu-Al-Mn-Ti alloy
LMD 成形Cu-Al-Mn-Ti 合金經(jīng)過(guò)砂紙打磨、機(jī)械拋光后,采用100 mL H2O+25 mL HCl+10 g FeCl3試劑腐蝕10 s,制成微觀組織觀察試樣。采用光學(xué)顯微鏡(optical microstructure,OM)和掃描電子顯微鏡(scanning electron microscope,SEM)對(duì)其微觀組織進(jìn)行表征。采用透射電子顯微鏡(transmission electron microscope,TEM)表征合金組織中的析出相。采用維氏硬度計(jì)測(cè)試合金的維氏硬度(載荷為1 kg,保載時(shí)間為8 s)。合金室溫拉伸試驗(yàn)在電子萬(wàn)能試驗(yàn)機(jī)上進(jìn)行,應(yīng)變速率為0.02 mm/s,拉伸試樣尺寸示意圖如圖3 所示。
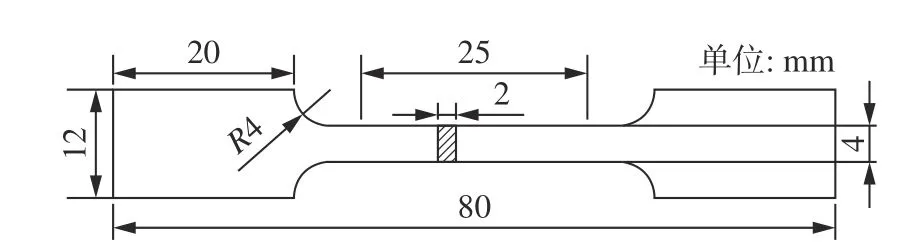
圖3 合金拉伸試樣Fig.3 Tensile samples of the alloy
采用常規(guī)彎曲試驗(yàn)法[2]測(cè)定LMD 成形Cu-Al-Mn-Ti 合金的形狀回復(fù)率,其原理圖如圖4 所示。將合金加工成尺寸為100 mm×2 mm×1 mm 的棒狀試樣。將試樣條裝入U(xiǎn) 形模具,彎曲180°后測(cè)量角度θe。將彎曲試樣條置于350 ℃的熱處理爐中保溫10 min,測(cè)量角度。
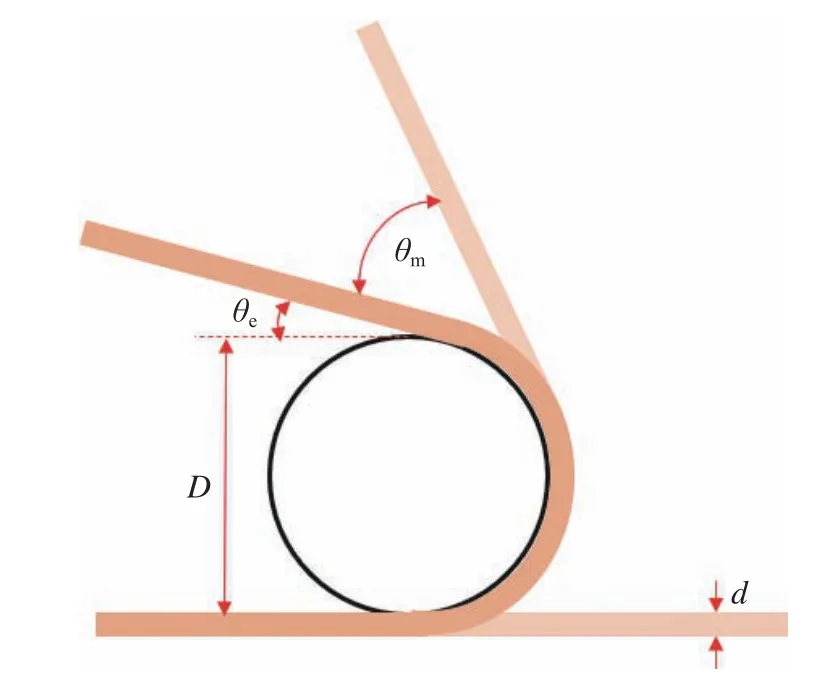
圖4 彎曲試驗(yàn)測(cè)試形狀回復(fù)率原理圖Fig.4 Schematic illustration of the bending test of the shape recovery ratio
彎曲試樣的形狀恢復(fù)率根據(jù)式(1)進(jìn)行計(jì)算:
式中:θe為試樣彎曲后的初始角度;θm為試樣熱處理后的角度。
2 結(jié)果與討論
2.1 LMD 成形Cu-Al-Mn-Ti 合金的微觀組織
圖5 為L(zhǎng)MD 成形Cu-Al-Mn-Ti 合金在不同方向的OM 圖。由圖5 可知,合金建造面(YOZ面)和掃描面(XOY面)組織形貌存在顯著差異,表現(xiàn)出明顯的各向異性特征。其中,掃描面上組織細(xì)小,基本為等軸晶組織,平均晶粒尺寸為71.92 μm;合金的建造面組織較粗,為典型的柱狀晶組織,平均晶粒長(zhǎng)度達(dá)156.22 μm。LMD 成形Cu-Al-Mn-Ti 合金的各向異性組織與激光打印過(guò)程技術(shù)特點(diǎn)有關(guān)。LMD 技術(shù)通過(guò)激光將粉末熔化后逐層沉積成形。在沉積方向(建造方向,Z軸)上形成較大的溫度梯度,導(dǎo)致晶粒沿建造方向生長(zhǎng)并形成柱狀晶[12]。合金晶粒內(nèi)部可觀察到典型的針狀馬氏體形貌。馬氏體取向隨機(jī),并且在晶粒內(nèi)的部分區(qū)域相交。圖6為L(zhǎng)MD 成形Cu-Al-Mn-Ti 合金的TEM 圖。從晶內(nèi)TEM 明場(chǎng)像(見(jiàn)圖6a)可觀察到典型的層狀馬氏體相互平行堆垛。從圖6(b)中可觀察到,LMD 成形過(guò)程中合金晶粒內(nèi)析出大量圓形析出相。析出相顆粒邊緣分布著高密度的位錯(cuò)網(wǎng)狀亞結(jié)構(gòu)(見(jiàn)圖6c)。對(duì)析出相的選區(qū)電子衍射花樣進(jìn)行標(biāo)定,確定析出相為L(zhǎng)21結(jié)構(gòu)的Cu2AlMn。
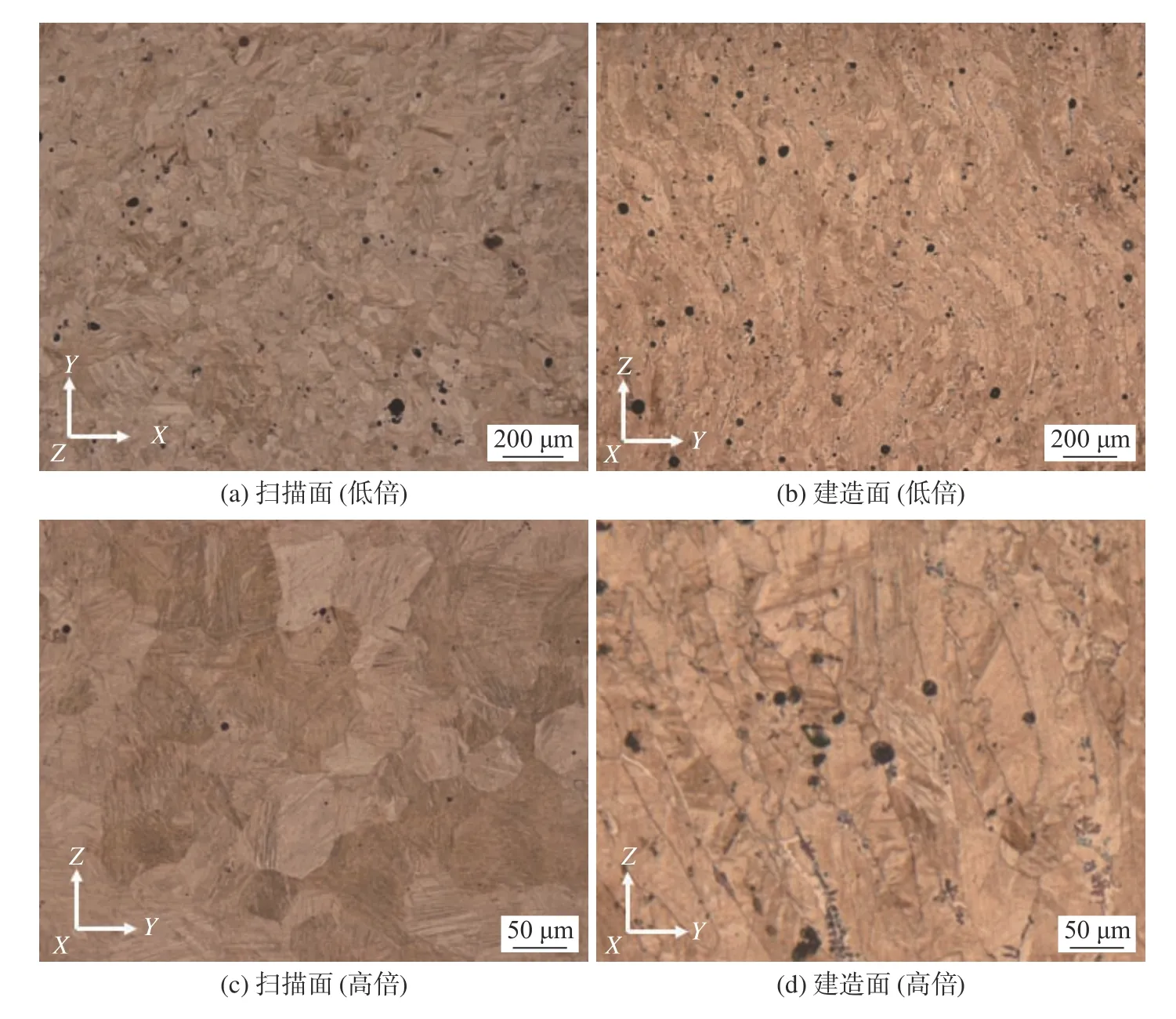
圖5 LMD 成形Cu-Al-Mn-Ti 合金不同方向的OM 圖Fig.5 OM images of the LMD Cu-Al-Mn-Ti alloy in the different directions
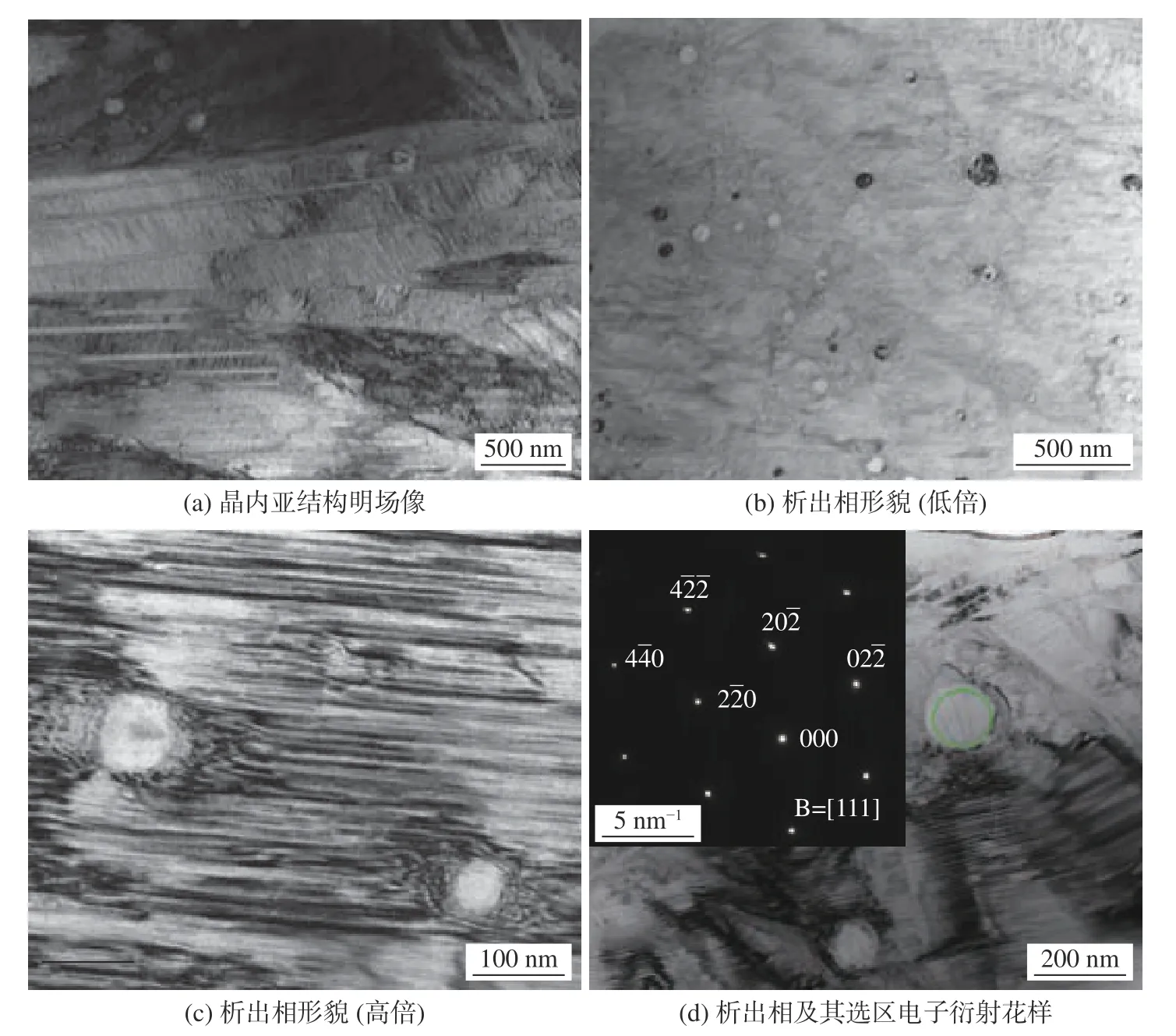
圖6 LMD 成形Cu-Al-Mn-Ti 合金的TEM 圖和選區(qū)電子衍射花樣Fig.6 TEM images and the precipitated particle’s selected area diffraction pattern of the LMD Cu-Al-Mn-Ti alloy
研究表明,傳統(tǒng)方法制備的Cu-Al 系合金的基體通常為α 固溶體。圖7 為霧化Cu-Al-Mn-Ti 預(yù)合金粉末及LMD 打印態(tài)Cu-Al-Mn-Ti 合金的XRD譜圖。由圖7 可知,霧化Cu-Al-Mn-Ti 預(yù)合金粉末及LMD 打印態(tài)Cu-Al-Mn-Ti 合金的基體主要為β 相(AlCu3)板條型馬氏體,與傳統(tǒng)方法制備的Cu-Al 系合金基體相差異明顯。通常,Cu-Al 系合金中β 相為高溫相,一般需要通過(guò)高溫淬火得到。由于合金氣霧化和LMD 打印過(guò)程中冷卻速度極高(>103K/s),凝固過(guò)程類似于淬火處理,因此,獲得的霧化Cu-Al-Mn-Ti 預(yù)合金粉末及LMD 打印態(tài)Cu-Al-Mn-Ti 合金基體主要為β 相。
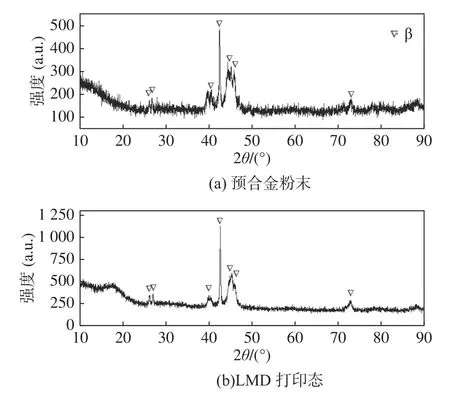
圖7 霧化Cu-Al-Mn-Ti 預(yù)合金粉末及LMD 打印態(tài)Cu-Al-Mn-Ti 合金的XRD 譜圖Fig.7 XRD patterns of the atomized Cu-Al-Mn-Ti alloy powder and the LMD formed Cu-Al-Mn-Ti alloy
2.2 LMD 成形Cu-Al-Mn-Ti 合金的冶金缺陷
圖8 為L(zhǎng)MD 成形Cu-Al-Mn-Ti 合金掃描面的OM 圖。由圖8 可知,合金組織中幾乎觀察不到裂紋,但可觀察到大量的孔隙。因此,孔隙是LMD 成形Cu-Al-Mn-Ti 合金的主要冶金缺陷。由圖8 可知,合金基體中存在3 種類型的孔隙,記為第一類、第二類、第三類孔隙。第一類為尺寸較大(20~50 μm)且含填充物的圓形孔隙;第二類為微型圓孔隙(2~8 μm);第三類為不規(guī)則孔隙,如圖8 中箭頭所示。
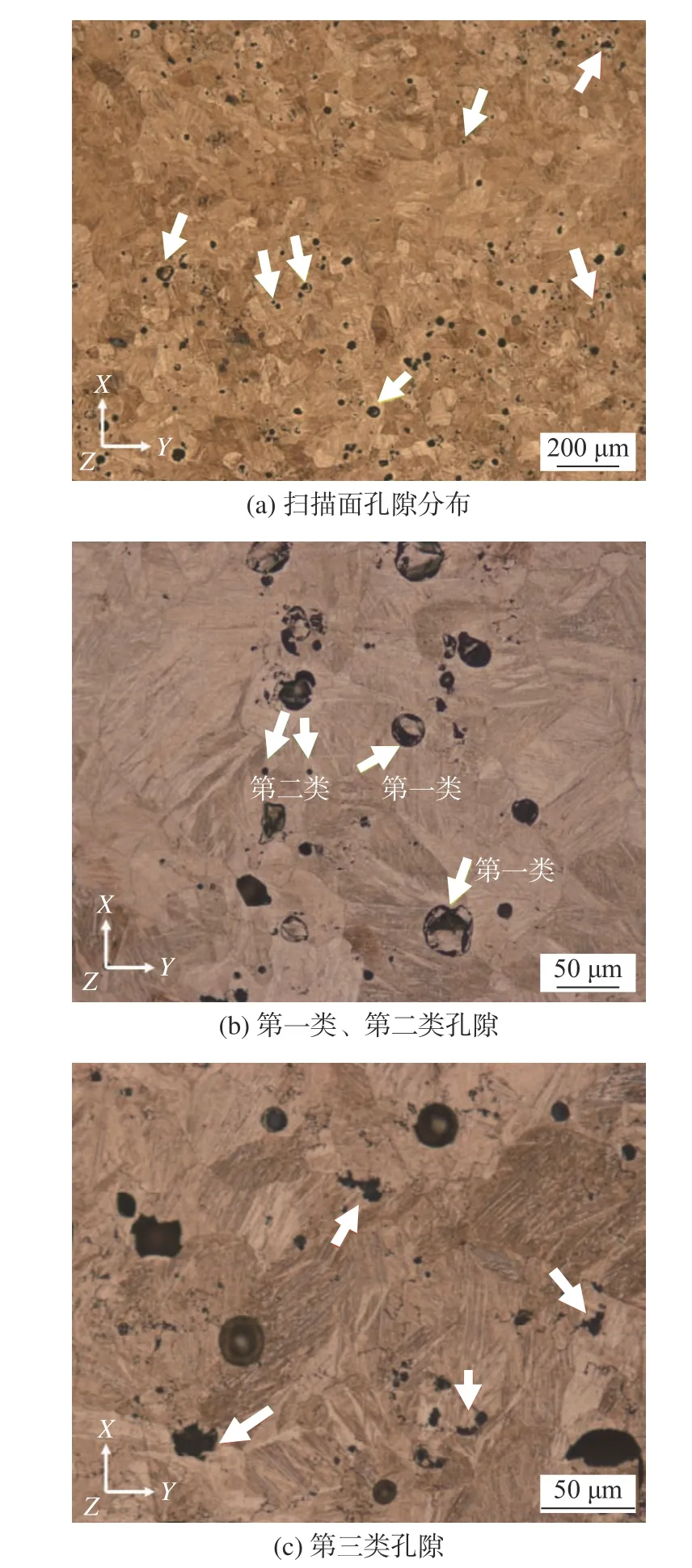
圖8 LMD 成形Cu-Al-Mn-Ti 合金的孔隙缺陷Fig. 8 Pore defect of Cu-Al-Mn-Ti alloy that formed by LMD
為闡明第一類孔隙缺陷的形成機(jī)制,采用能譜儀(energy disperse spectroscopy, EDS)分析孔隙的元素分布。圖9 為L(zhǎng)MD 成形Cu-Al-Mn-Ti 合金第一類孔隙的SEM 圖和EDS 面掃描結(jié)果。由圖9 可判斷出,第一類孔隙內(nèi)部填充物含未熔銅合金粉末。此外,部分填充物中Al、O 含量較高,基本上可判斷其為Al 的氧化物。LMD 成形過(guò)程是在氬氣氣氛中進(jìn)行的,但孔中仍然存在金屬氧化物。根據(jù)Weingarten等[13]的觀點(diǎn),O 主要來(lái)源于水蒸氣。Cu-Al-Mn-Ti預(yù)合金粉末受潮后,表面含有一定量水分。當(dāng)激光束熔化Cu-Al-Mn-Ti 合金粉末時(shí),液體蒸發(fā),無(wú)法從熔池中逃脫。高溫下,水蒸氣與Al 產(chǎn)生以下化學(xué)反應(yīng):
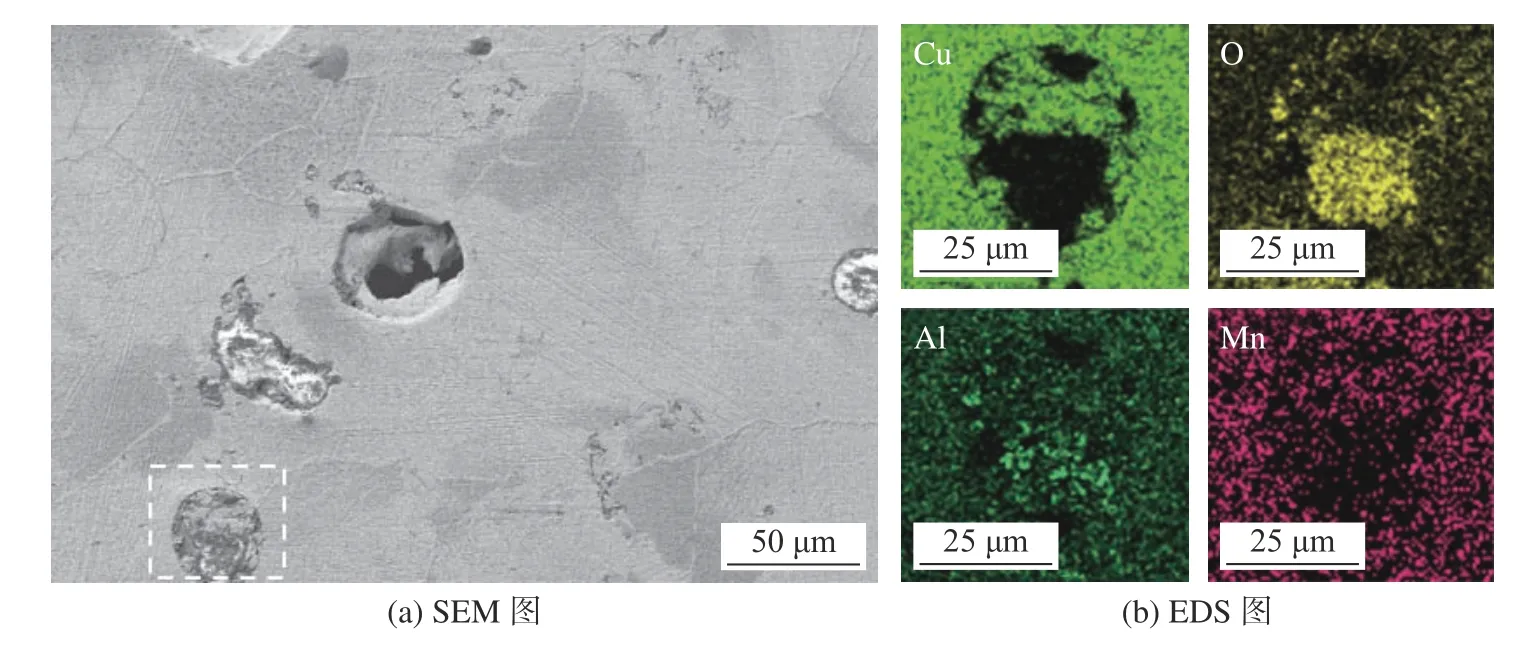
圖9 LMD 成形Cu-Al-Mn-Ti 合金一類孔隙的SEM 圖及EDS 圖Fig.9 SEM image and EDS images of Cu-Al-Mn-Ti alloy formed by LMD
上述反應(yīng)形成H2,在熔池中形成大型孔隙。而反應(yīng)形成的Al 氧化物則殘留在孔隙中,最終形成含夾雜物的一類孔隙。研究發(fā)現(xiàn),某些激光增材制造合金孔隙缺陷氣體中H2的體積分?jǐn)?shù)占96%[13],證實(shí)了上述推測(cè)。此外,根據(jù)文獻(xiàn)[14],第二類球形微孔屬于典型的氣孔。在金屬粉末激光增材制造過(guò)程中,氣孔的形成機(jī)制較為復(fù)雜。首先,成形過(guò)程保護(hù)氣體的溶解和析出會(huì)產(chǎn)生氣孔;另外,當(dāng)激光能量密度較高時(shí),激光對(duì)熔池有較強(qiáng)的沖力。在激光沖力、靜壓力以及表面張力共同作用下,熔池內(nèi)液態(tài)金屬沿熔池內(nèi)壁向上涌動(dòng)。當(dāng)激光移除后熔池快速凝固,最終在熔池底部形成了被激光束蒸發(fā)的合金蒸汽與液相回流后封閉而產(chǎn)生的空腔,即鍵孔[15]。鍵孔亦屬于微型氣孔。通常,因保護(hù)氣體析出形成的氣孔內(nèi)壁光滑,而鍵孔內(nèi)壁較為粗糙。由OM 圖(見(jiàn)圖8)可知,LMD 成形Cu-Al-Mn-Ti 合金中的二類球形微孔內(nèi)壁較為光滑,可判斷其為激光成形凝固過(guò)程氣體析出形成的氣孔。激光增材制造過(guò)程中,當(dāng)能量輸入不足以完全熔化粉末層和之前的固化層時(shí),難以使粉末顆粒之間產(chǎn)生充分焊合,導(dǎo)致在掃描道和沉積層之間的界面處形成形狀不規(guī)則的未熔孔隙。因此,未熔孔隙通常分布在熔池邊界處。由此可判斷,LMD 成形Cu-Al-Mn-Ti 合金中的第三類孔隙為未熔孔隙。
2.3 熱處理對(duì)合金組織與性能影響
圖10 為熱處理前后的LMD 成形Cu-Al-Mn-Ti 合金的OM 圖。固溶、時(shí)效處理后,合金中板條馬氏體細(xì)化,呈現(xiàn)更好的自協(xié)作狀態(tài)。這是因?yàn)闊崽幚砗蠛辖鹬械鸟R氏體相發(fā)生B2(有序)—DO3(有序)相變,生成了高度有序的M18R 馬氏體[16]。圖11 為熱處理前后MD 成形Cu-Al-Mn-Ti 合金的拉伸應(yīng)力-應(yīng)變曲線。合金經(jīng)過(guò)熱處理后,抗拉強(qiáng)度及伸長(zhǎng)率均顯著提高,表明熱處理可顯著改善合金的力學(xué)性能。合金于300 ℃時(shí)效2 h 后,抗拉強(qiáng)度可由打印態(tài)的453.6 MPa 提高至519.5 MPa。隨時(shí)效溫度的升高,合金的拉伸性能先升高后降低。當(dāng)時(shí)效溫度達(dá)500 ℃時(shí),Cu-Al-Mn-Ti 合金的抗拉強(qiáng)度降至492.9 MPa。圖12 為不同熱處理工藝下的LMD 成形Cu-Al-Mn-Ti 合金的形狀回復(fù)率。由圖12 可知,形狀回復(fù)率隨時(shí)效溫度的升高呈現(xiàn)先升高后降低的規(guī)律。時(shí)效溫度為400 ℃時(shí),合金的形狀回復(fù)率達(dá)97%。而時(shí)效溫度為500 ℃時(shí),合金的形狀回復(fù)率顯著降低(47%)。這是由于合金時(shí)效溫度高于460 ℃時(shí),晶界上開(kāi)始析出網(wǎng)狀α 相(見(jiàn)圖13,晶界析出物為以Cu4Al 為基的簡(jiǎn)單立方固溶體)[17],導(dǎo)致基體中Al 含量增加,從而使基體的回復(fù)率下降。
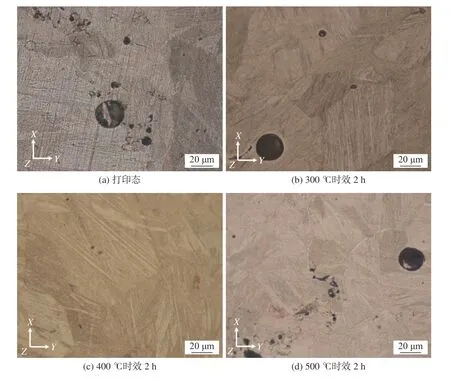
圖10 熱處理前后LMD 成形Cu-Al-Mn-Ti 合金OM 圖Fig.10 OM images of the LMD formed Cu-Al-Mn-Ti alloy before and after heat treatment
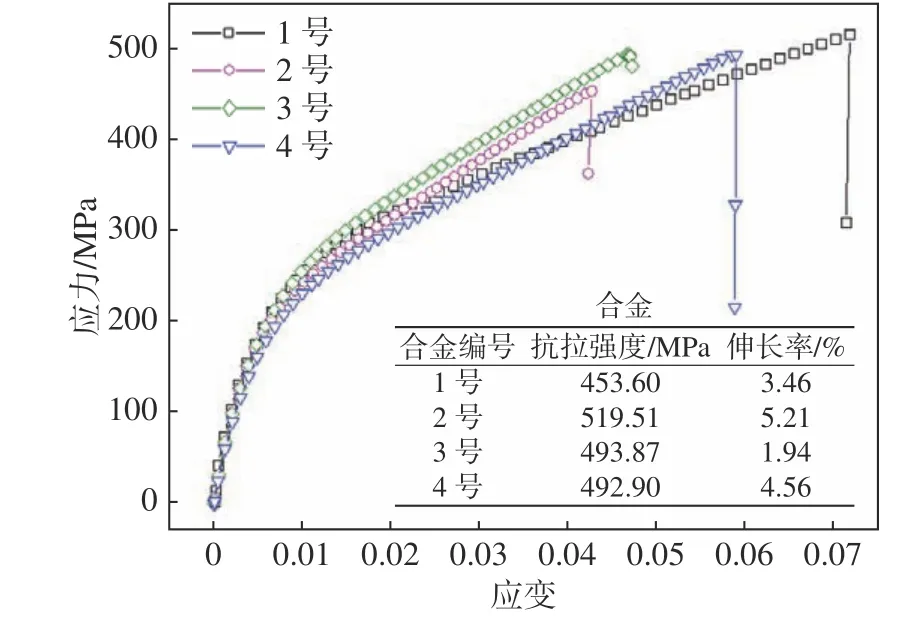
圖11 LMD 成形Cu-Al-Mn-Ti 合金拉伸性能Fig. 11 Tensile properties of the LMD formed Cu-Al-Mn-Ti alloys
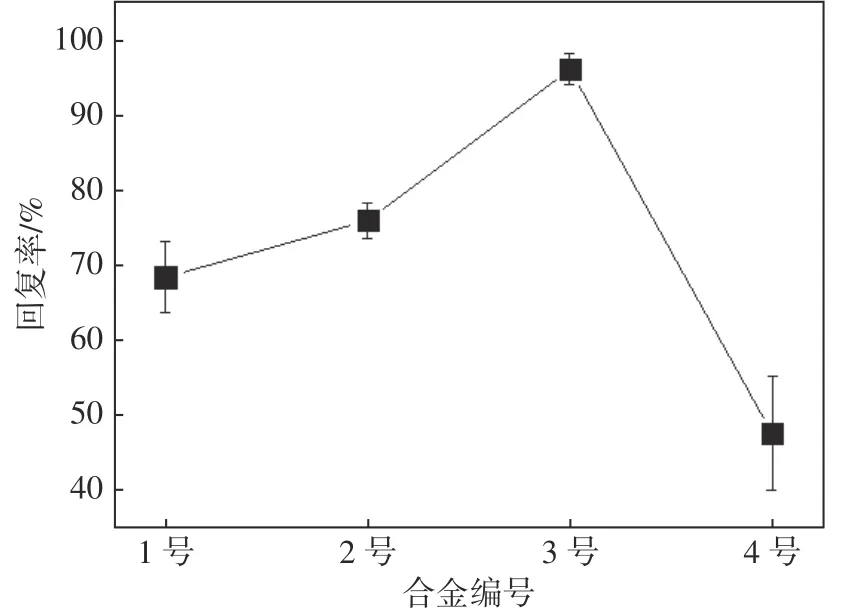
圖12 LMD 成形Cu-Al-Mn-Ti 合金形狀回復(fù)率Fig. 12 Shape recovery ratio of the LMD formed Cu-Al-Mn-Ti alloys
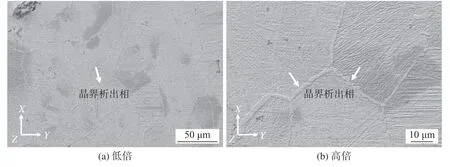
圖13 MLD 成形Cu-Al-Mn-Ti 合金500 ℃時(shí)效后SEM 圖Fig.13 SEM images of the LMD formed Cu-Al-Mn-Ti alloy after aging under 500 ℃
3 結(jié) 論
(1)LMD 成形Cu-Al-Mn-Ti 合金組織呈現(xiàn)各向異性特征:建造面為粗大的柱狀晶組織,掃描面為細(xì)小的等軸晶組織。合金內(nèi)部存在典型的針狀馬氏體,且晶粒內(nèi)析出大量L21結(jié)構(gòu)的Cu2AlMn 相。由于LMD 成形過(guò)程凝固速度極快,合金基體主要為β 相。
(2)孔隙缺陷是LMD 成形Cu-Al-Mn-Ti 合金的主要冶金缺陷。合金中存在3 類孔隙:因打印過(guò)程粉末表面水分與Al 反應(yīng)形成的大型圓形夾雜孔隙;因保護(hù)氣氣體溶解析出形成的微型圓孔;因能量輸入不足形成的不規(guī)則未熔孔隙。
(3)熱處理可提高LMD 成形Cu-Al-Mn-Ti 合金的力學(xué)性能和形狀記憶性能。固溶、時(shí)效后,合金的抗拉強(qiáng)度可由453.6 MPa 提高至519.5 MPa。形狀回復(fù)率可由68%提高至97%。但時(shí)效溫度過(guò)高時(shí),會(huì)在晶界處析出網(wǎng)狀α 相,導(dǎo)致合金的力學(xué)性能及形狀記憶性能下降。
猜你喜歡
紡織科技進(jìn)展(2023年10期)2023-11-23 10:04:52
化學(xué)教與學(xué)(2023年5期)2023-04-03 06:12:14
科海故事博覽(2021年33期)2021-12-08 05:39:00
廣東建材(2021年6期)2021-07-01 02:24:02
科學(xué)技術(shù)創(chuàng)新(2020年21期)2020-01-06 20:58:51
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年12期)2019-05-21 07:26:42
科學(xué)中國(guó)人(2015年29期)2015-07-14 14:14:05
西南軍醫(yī)(2015年3期)2015-04-23 07:28:21
中國(guó)工程咨詢(2015年8期)2015-02-16 06:38:52
中國(guó)藥業(yè)(2014年24期)2014-05-26 09:00:33