激光金屬沉積技術制備TC4 鈦合金工藝的研究
2023-10-31 06:39:54黎非凡趙海濤王余蓮
有色金屬材料與工程 2023年5期
關鍵詞:工藝
黎非凡, 趙海濤, 王余蓮
(沈陽理工大學 材料科學與工程學院, 沈陽 110168)
金屬材料增材制造技術是基于離散—堆積原理的新型數字化成形技術,通過使用激光等熱源,將粉狀或絲狀的金屬材料熔化并逐層堆積“打印”金屬零件的制造技術[1-2]。激光金屬沉積(laser metal deposition,LMD)工藝是近來發展起來的一種很有前途的先進增材制造技術。該工藝過程將粉材或絲材送入激光能量源形成的熔池中,熔覆在工件表面。LMD 工藝能夠制造形狀非常復雜的零部件,可用于修復在過去被認為是不可修復的或被丟棄的高價值零部件[3-5],還可用于生產復合材料和功能梯度材料制成的零件[6-7]。
鈦及鈦合金(Ti、Ti6Al4V、Ti6Al7Nb 等)具有比強度高、耐熱性好、耐腐蝕、生物相容性好等特點,是醫療器械、化工設備、航天航空及運動器械等行業的理想材料[8-9]。鑒于鈦合金是典型的難加工材料,加工時的應力大且溫度高,刀具損耗嚴重,阻礙了鈦合金的廣泛應用。LMD 技術非常適合用于鈦和鈦合金材料的制造,一是3D 打印時,受保護的鈦不易與空氣中的元素反應,微區局部快速升溫、降溫也降低了合金元素的揮發損耗;第二,復雜形狀的制品可以在不經切割加工的情況下制成,粉材或絲材的高利用率大大降低了產品的制造成本[8-10]。
LMD 工藝在金屬沉積過程中,工藝參數之間存在著高度交互作用,對性能起著重要作用。Khodabakhshi 等[11-12]基于LMD 工藝研究了S316-L 奧氏體和S410-L 馬氏體不銹鋼的微觀組織特征、晶體織構、拉伸性能,與奧氏體和馬氏體不銹鋼軋板進行了比較,結果表明:打印的馬氏體不銹鋼的抗拉強度顯著提高,但塑性降低。Mahamood 等[13-14]基于LMD 工藝研究了激光功率、掃描速率、粉末流速、氣體流速對沉積過程中Ti6Al4V 合金微觀組織、維氏硬度和表面光潔度的影響,優化了工藝參數,獲得了最佳的表面光潔度和更好的力學性能。
到目前為止,LMD 工藝制備TC4 鈦合金的報道較少,對制備工藝對打印件的微觀組織和缺陷的影響機制進行詳細探討的文獻更少。本文選用激光同軸LMD 工藝制得TC4 鈦合金,并探討了激光功率和掃描速率對于TC4 鈦合金結構、組織形貌和維氏硬度的影響機制,以期尋找出最佳的制備工藝參數,為優質的TC4 打印件的生產提供理論依據。
1 試驗材料及方法
圖1(a)為LMD 工藝成型原理示意圖,主要由激光束發生系統、聚焦透鏡系統、送料和送氣系統構成,在此技術中,激光束在發出并透過聚焦透鏡系統后,加熱被送料系統送入噴頭中的金屬粉末,金屬液滴逐層熔覆在鈦合金基板上形成制件。試驗所用材料為氣霧法制備的Ti6Al4V 合金球形粉材,如圖1(b)所示,粉材粒度均勻,直徑為100 μm左右。采用JF-M2000R 同軸打印機在氮氣保護下打印試樣。制備試樣經Kroll 試劑(HF:HNO3:H2O的體積分數比為1:3:50)腐蝕后采用光學顯微鏡(optical microstructure, OM)、掃描電子顯微鏡(scanning electron microscope,SEM)及其自帶能譜儀(energy disperse spectroscopy, EDS)對微觀組織和元素成分進行表征。采用X 射線衍射(X-ray diffractometer,XRD)分析樣品結構,采用維氏硬度計測試樣品維氏硬度,加載500 gf 載荷15 s,每個試樣測試5 個點,取平均值作為最終顯微硬度。
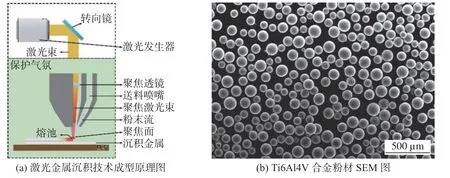
圖1 LMD 工藝成型原理圖和Ti6Al4V 合金粉材SEM 圖Fig.1 LMD technology forming schematic diagram and the SEM image of Ti6Al4V powder
2 結果與討論
2.1 組織與結構分析
LMD 工藝制造的沉積態TC4 鈦合金的三維形貌圖和XRD 譜圖如圖2 所示。由圖2(a)可見,沉積態TC4 鈦合金樣品中,粉材垂直于掃描方向堆疊,不同熔覆層之間的界面結合處存在少量熔合不良的現象,該組織主要是柱狀晶,柱狀晶沿垂直于基板平面的方向穿透數個熔覆層生長。這是由于在激光增材制造過程中,柱狀晶首先于高溫度梯度的熔池底端形核并順著溫度梯度方向生長,該方向與堆疊方向基本相同,后一層的熔覆將重熔前層頂部,新熔池底部就是上一熔覆層柱狀晶的頂部,柱狀晶得以繼續外延生長。從圖2(b)中XRD 譜圖中可以看出,沉積態TC4 鈦合金以密排六方結構的α 相衍射峰為主,還存在少量體心立方結構的β 相衍射峰,無其他雜相衍射峰。
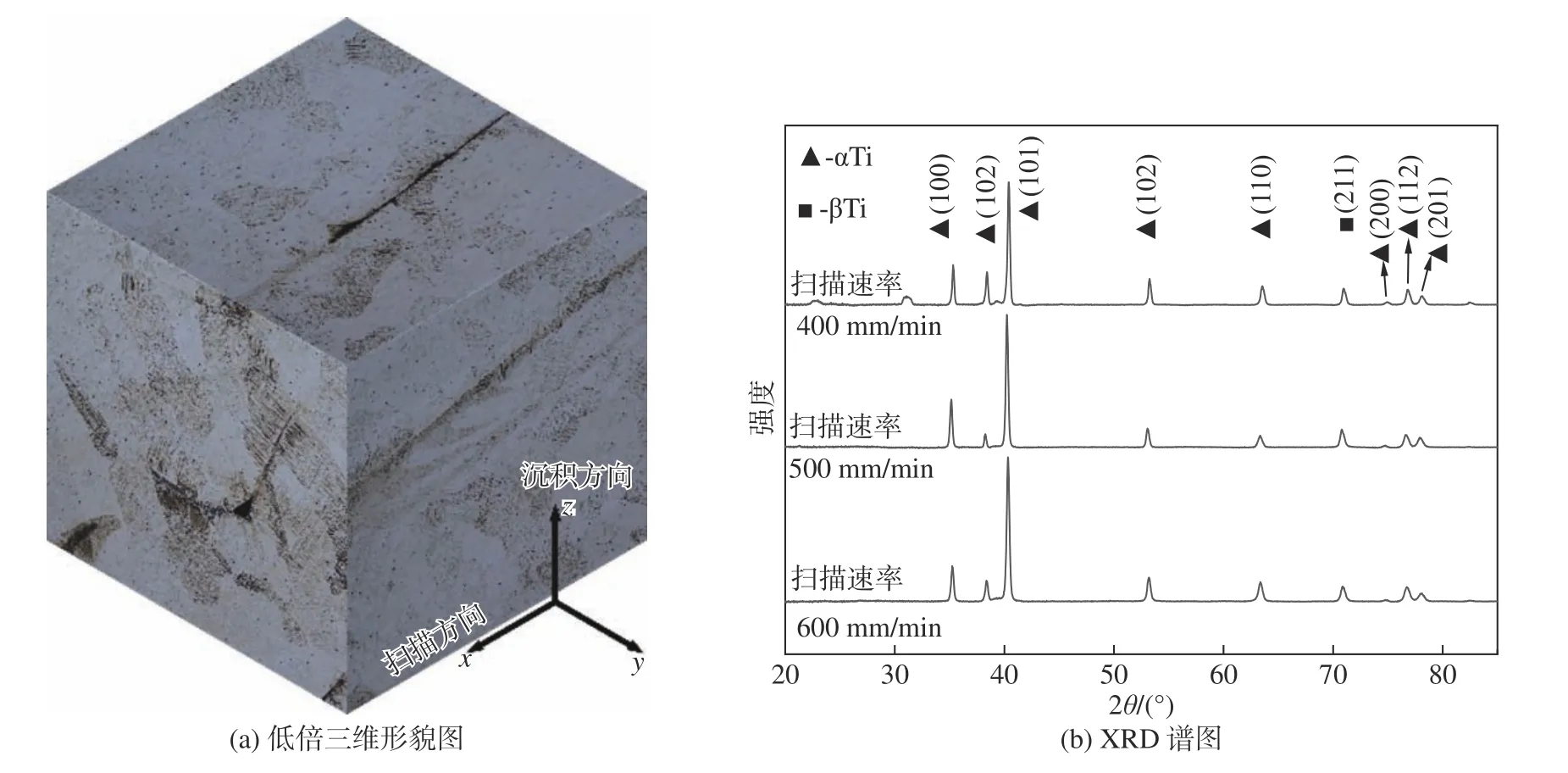
圖2 LMD 打印TC4 鈦合金的三維形貌圖和XRD 譜圖Fig.2 3D morphology and XRD patterns of the LMD printed TC4 titanium alloy
圖3 為沉積態TC4 鈦合金的SEM 圖。從圖3中可以看出,沉積態TC4 鈦合金的組織主要是典型的細針狀α 相馬氏體[15-16],原始β 相內部還發生相變析出形成亞結構,該亞結構大多為由無序的片層狀α 相和晶界β 相構成的魏氏組織,而魏氏組織塑性較差,這也是為什么TC4 鈦合金熱處理前塑形較差的原因[16-18]。部分樣品中甚至出現少量同向α 相集束組織。

圖3 沉積態TC4 鈦合金的SEM 圖Fig. 3 SEM images of the deposited TC4 titanium alloy
圖4 為沉積態TC4 鈦合金的SEM 圖和對應的EDS 圖。由圖4 可見,LMD 生產的沉積態TC4 鈦合金的元素主要是Ti、Al、V,其中Ti 是主要成分元素,Al 和V 較少,未檢出其他雜質元素。Al 是TC4鈦合金的α 相穩定元素,能提高其相變溫度,對其在常溫和高溫下的強度和比重有顯著影響,V 是合金中的β 相穩定元素,發揮著穩定劑和強化劑的作用,有助于改善TC4 鈦合金的延展性和塑性。較亮處的B 點與較暗處的A 點所含元素組成區別不大,亮處的Al 含量稍高,Ti 含量稍低。
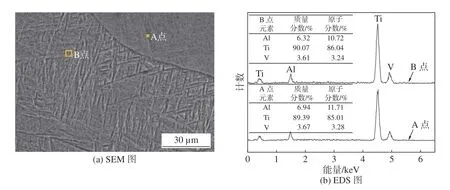
圖4 沉積態TC4 鈦合金的SEM 圖及對應的EDS 圖Fig.4 SEM image and corresponding EDS image of the deposited TC4 titanium alloy
2.2 打印參數對組織的影響
2.2.1 激光功率的影響
圖5 為不同激光功率下的TC4 鈦合金的OM 圖。掃描速率為700 mm/min,粉盤轉速為3 r/min,搭接步長為0.6 mm。從圖5 中可以看到,隨著激光功率的增加,TC4 鈦合金的打印缺陷逐漸減少。在激光功率低于550 W 時(見圖5a、5b),晶粒之間存在一些孔隙和缺陷,還出現了少量的熔合不良現象。當功率增到550 W 及以上時,魏氏組織明顯增多,孔隙、缺陷的數量和大小明顯減少,熔合不良現象明顯減少直至消失(見圖5c)。這可能是因為粉材和基板吸收的熱量隨著激光功率的增加而增加,金屬粉末熔化更充分,熔池的溫度和尺寸增大的同時,晶粒生長時間也延長,導致晶粒尺寸和熔覆層熔池尺寸都隨著功率的增大而增大,孔隙缺陷隨著功率的增加而減少。由于沉積態TC4 鈦合金組織內部結晶學取向具有差異,呈明暗更替生長的狀態,且隨著激光功率不斷增加,晶粒尺寸不斷增大[19]。
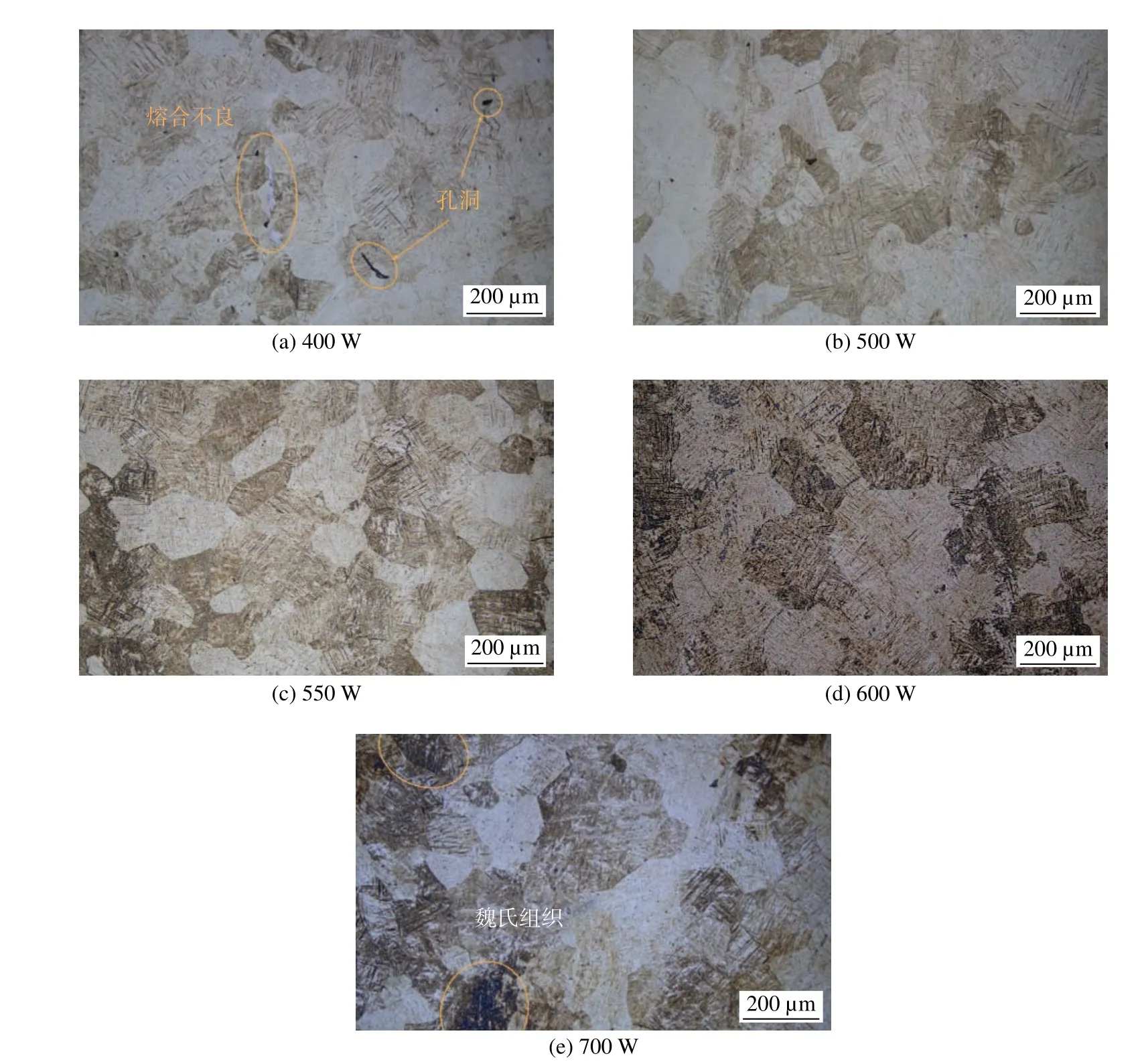
圖5 不同激光功率下的TC4 鈦合金的OM 圖Fig.5 OM images of the TC4 titanium alloy under different laser powers
綜合比較后還發現,從圖5(c)中可以看出,在激光功率為550 W 時的組織較為均勻細小,主要組織是垂直于基板平面生長的柱狀晶,直徑為100~400 μm,熔覆層沒有熔合不良的現象。這說明此時的熔池達到了熱穩定狀態,溫度和尺寸較為穩定,粉材能夠充分受熱熔化,晶粒也能得到充分生長。
2.2.2 掃描速率的影響
圖6 為不同掃描速率下的TC4 鈦合金剖面的OM 圖。激光功率為550 W,粉盤轉速為3 r/min,搭接步長為0.6 mm。由圖6(a)可見,當掃描速率為400 mm/min 時,層間熔合不良,部分熔覆層間還出現了斷續點狀的未熔合缺陷,這是由于激光對金屬粉末作用時間過長而產生了燒損[20]。隨著掃描速率的升高,柱狀晶的寬度逐漸減小,這是因為制造過程中的溫度梯度與掃描速率相關,掃描速率較小時,溫度梯度也較小,熔池各部分形核環境近乎一致,同步形核生成形狀近似的等軸柱狀晶,溫度梯度較小也使得柱狀晶的成長速度偏慢進而造成柱狀晶相對粗大[18]。當掃描速率低于600 mm/min 時,單位時間內輸入了較大的熱量,單位面積熔覆的粉材也較多,從而導致熔覆層間距較大(見圖6a、圖6b)。
2.3 力學性能分析
圖7 為TC4 鈦合金的維氏硬度壓痕照片和不同掃描速率下的平均維氏硬度。從圖7 中可以看到,隨著掃描速率的增加,TC4 鈦合金的維氏硬度呈現先增大后減小的趨勢。激光功率為550 W,掃描速率為600 mm/min 時的平均維氏硬度達到了最大值409。掃描速率為700 mm/min 時,維氏硬度下降,是因為受到了魏氏組織和熔合不良的影響。
3 結 論
(1)沉積態TC4 鈦合金的物相以密排六方結構的α 相為主,體心立方的β 相含量較少,微觀組織主要是細針狀α 相馬氏體組織。原始β 相內部發生相變析出形成了亞結構,該亞結構大多是由無序的片層狀α 相、晶界β 相構成的魏氏組織。
(2)沉積態TC4 鈦合金的微觀組織主要是柱狀晶,由于前一熔覆層頂部的重熔,柱狀晶沿垂直于基板平面的方向穿透數個熔覆層生長。
(3)隨著激光功率的增加,TC4 鈦合金的晶粒尺寸不斷增大,孔隙缺陷減少。隨著掃描速率的升高,柱狀晶的寬度逐漸減小,熔覆層間距也逐漸減小,并且在掃描速率為400 mm/min 時,部分熔覆層間還形成了斷續點狀的未熔合缺陷。
(4)激光功率為550 W、掃描速率為600 mm/min、搭接步長為0.6 mm 時,TC4 鈦合金的最高維氏硬度達到409。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52