PolyJet原理3D打印機(jī)模型擺放位置對(duì)打印速度和電力消耗的影響
2023-11-01 03:20:34萬海鑫
萬 海 鑫
(阜陽職業(yè)技術(shù)學(xué)院,安徽 阜陽 236000)
3D打印技術(shù)以計(jì)算機(jī)數(shù)字模型為基礎(chǔ),利用橫截面切片將數(shù)字模型切成很多層片,并通過3D打印設(shè)備,分層加工和迭加成形得到固態(tài)形體[1]。按照耗材的不同,3D打印可以分成以下幾種:(1)基于液體光敏樹脂工藝的光固化(SLA)和聚合物噴射成型(polyjet);(2)基于絲狀固體工藝的熔融堆積(FDM);(3)基于片狀固態(tài)工藝的疊層實(shí)體制造(LOM);(4)基于粉末工藝的激光燒結(jié)(SLS)、激光熔融(SLM)、激光近凈成型(LENS)、電子束熔融(EBM)、三維噴印(3DP)等。與傳統(tǒng)減材制造工藝相比,基于polyjet原理的3D打印技術(shù)的主要優(yōu)勢(shì)在于幾乎可以建造任何幾何形狀,提供了幾乎無限的、不受約束的幾何復(fù)雜性。同時(shí)減少了產(chǎn)品的生產(chǎn)周期和模具成本,并且實(shí)現(xiàn)了設(shè)計(jì)者就能制造的直接制造方式。為了實(shí)現(xiàn)可持續(xù)制造,需要評(píng)估3D打印對(duì)環(huán)境的影響,而電力消耗是造成環(huán)境影響的因素之一。
1 PolyJet原理介紹
聚合物噴射(PolyJet)是實(shí)現(xiàn)彩色3D打印技術(shù)的重要手段[2],如圖1所示,液態(tài)光敏樹脂被泵送到打印頭的液囊,之后流入打印頭上方的壓電倉(cāng)中,壓電倉(cāng)的上方是雙金屬片結(jié)構(gòu),施加電流后向下彎曲,從而將光敏樹脂從打印頭的微孔中壓出,每個(gè)微孔噴出不同顏色的光敏樹脂。打印頭沿X方向移動(dòng),光敏樹脂被噴到打印平臺(tái)(或上一層打印件)上,打印頭上安裝的UV固化燈將本層液態(tài)光敏樹脂固化,X方向打印完成后沿Y方向移動(dòng)一定的距離,重復(fù)剛才的動(dòng)作。當(dāng)一層打印完成后,工作臺(tái)精準(zhǔn)地下降一個(gè)成型層厚,然后再進(jìn)行第二層具有一定幾何輪廓的液態(tài)光敏樹脂固化成型[4]。如此循環(huán),直至模型打印完成。打印的材料有兩種類型:模型材料和支持材料,模型材料用于構(gòu)建模型,支撐材料作為基礎(chǔ)層和支撐垂懸結(jié)構(gòu)。
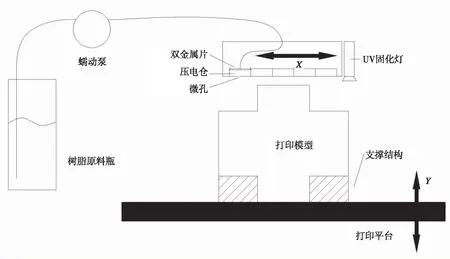
圖1 PolyJet工藝示意
PolyJet原理3D打印是一種可光固化的聚光3D打印工藝,具有高分辨率、高精度、多材料和彩色打印等優(yōu)點(diǎn),但是它的生產(chǎn)力(每單位制造時(shí)間的打印體積)比傳統(tǒng)的制造工藝要低。
2 試驗(yàn)設(shè)置和試驗(yàn)程序
2.1 試驗(yàn)設(shè)備
本試驗(yàn)使用珠海賽納三維科技有限公司生產(chǎn)的工業(yè)級(jí)3D打印機(jī),型號(hào)J300PLUS,該3D打印機(jī)的參數(shù)見表1,使用的模型材料是該公司生產(chǎn)的RGD系列,使用的支撐材料是該公司生產(chǎn)的SUP系列。
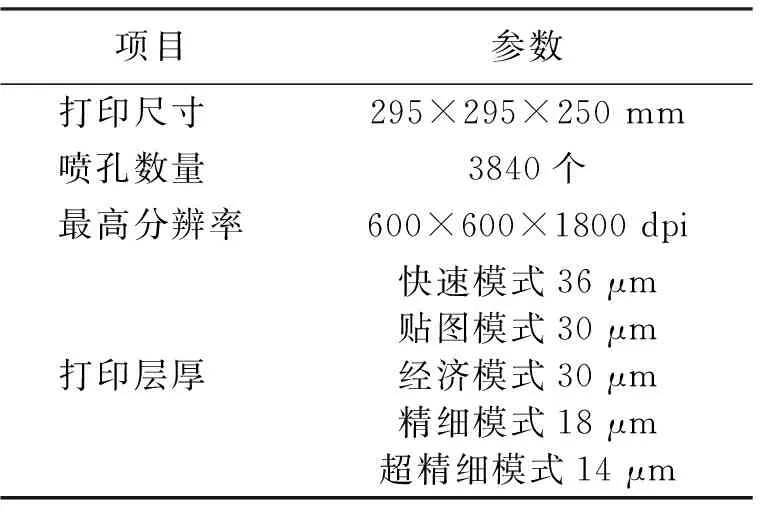
表1 J300PLUS參數(shù)及打印參數(shù)
2.2 消耗功率的測(cè)量
為了獲得J300PLUS打印機(jī)在打印過程中消耗的電力,試驗(yàn)采用深圳市驛生勝利科技有限公司生產(chǎn)的VC5000A電能質(zhì)量分析儀并配置7.5 mm×13 mm尖小形電流鉗,該電能質(zhì)量分析儀可以記錄實(shí)時(shí)功率和電能,并以曲線形式顯示。將J300PLUS打印機(jī)連接電源,并為每個(gè)導(dǎo)線安裝電流鉗,并把電流鉗連接VC5000A電能質(zhì)量分析儀。
開機(jī)待設(shè)備穩(wěn)定后,實(shí)測(cè)J300PLUS打印機(jī)的待機(jī)功率約0.62 kW,實(shí)測(cè)打印機(jī)消耗電力以功率大于0.62 kW為打印起點(diǎn),以功率等于0.62 kW為打印終點(diǎn),讀取打印起點(diǎn)和打印終點(diǎn)的時(shí)間和耗電量,即為J300PLUS打印機(jī)打印一個(gè)模型的打印時(shí)間和耗電量。
2.3 打印效率和功率效率的確定
打印單位體積的模型消耗的時(shí)間,稱為“打印效率”,可以用實(shí)測(cè)的打印時(shí)間除以打印模型的體積,如公式1所示。打印效率值直接代表打印單位體積的模型時(shí)間消耗。
總的電力消耗取決于打印時(shí)間和模型量,為更好地研究模型位置和方向?qū)Υ蛴C(jī)功耗的影響,將實(shí)測(cè)的打印消耗電能除以打印模型的體積,得到的值稱為“功率效率”,如公式2所示。功率效率值直接代表了打印單位體積的模型功率消耗。因此,打印效率和功率效率值可以在不同的打印配置中進(jìn)行比較,作為確定哪些打印更有效的工具。
(1)
(2)
式(1)、(2)中ηt為打印效率(min/mm3),ηw為功率效率(J/mm3),T為打印時(shí)間(min),W為打印功耗(J),V打印模型的體積(mm3)
2.4 試驗(yàn)設(shè)計(jì)
為體現(xiàn)X和Y方向放置的打印效率和功率效率差異,使用以下2個(gè)方案依次試驗(yàn)。
方案1:本方案測(cè)試較小模型的效率,較小模型指模型寬度小于打印頭寬度,打印機(jī)無需沿Y軸移動(dòng)。采用10 mm×10 mm×2 mm的六面體模型按照?qǐng)D2放置,在打印平臺(tái)XY平面左上角(距離機(jī)器零點(diǎn)最近位置)放置1個(gè)模型作為對(duì)照(圖2a),在打印平臺(tái)X(圖2b)軸和Y(圖2c)軸的2個(gè)角上各放置2個(gè)模型,在打印平臺(tái)4個(gè)角都放置1個(gè)模型(圖2d)。打印層厚30 μm,模型顏色黑色,上述模型打印3次。
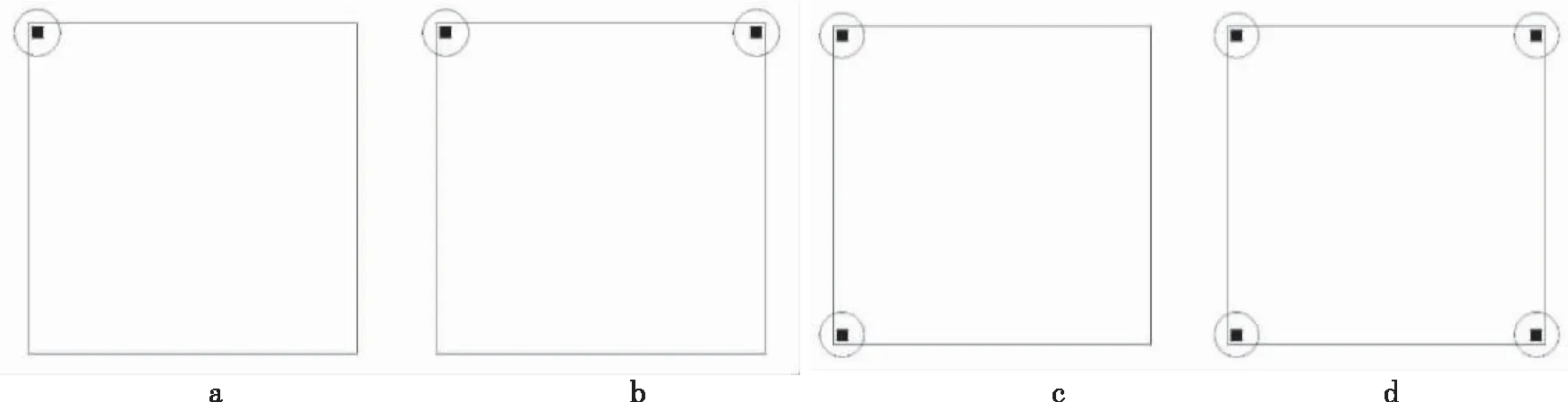
圖2 較小模型試驗(yàn)?zāi)P头胖檬疽?/p>
方案2:本方案測(cè)試大型模型的效率,大型模型指模型寬度大于打印頭寬度,需要打印機(jī)沿Y軸往復(fù)運(yùn)動(dòng)。采用290 mm×10 mm×2 mm的六面體模型按照?qǐng)D3a和圖3b放置,為測(cè)試超大模型的效率,采用290 mm×290 mm×2 mm的六面體模型按照?qǐng)D3c放置,此模型可以覆蓋整個(gè)打印平臺(tái)。打印層厚30 μm,模型顏色黑色,上述模型打印3次。

圖3 較大模型試驗(yàn)?zāi)P头胖檬疽?/p>
3 小結(jié)
方案1的試驗(yàn)結(jié)果如圖4a和圖4c所示,每列代表3次試驗(yàn)結(jié)果的平均值,每列的誤差條與上下公差代表平均值的標(biāo)準(zhǔn)誤差(SE),SE計(jì)算如公式3所示:
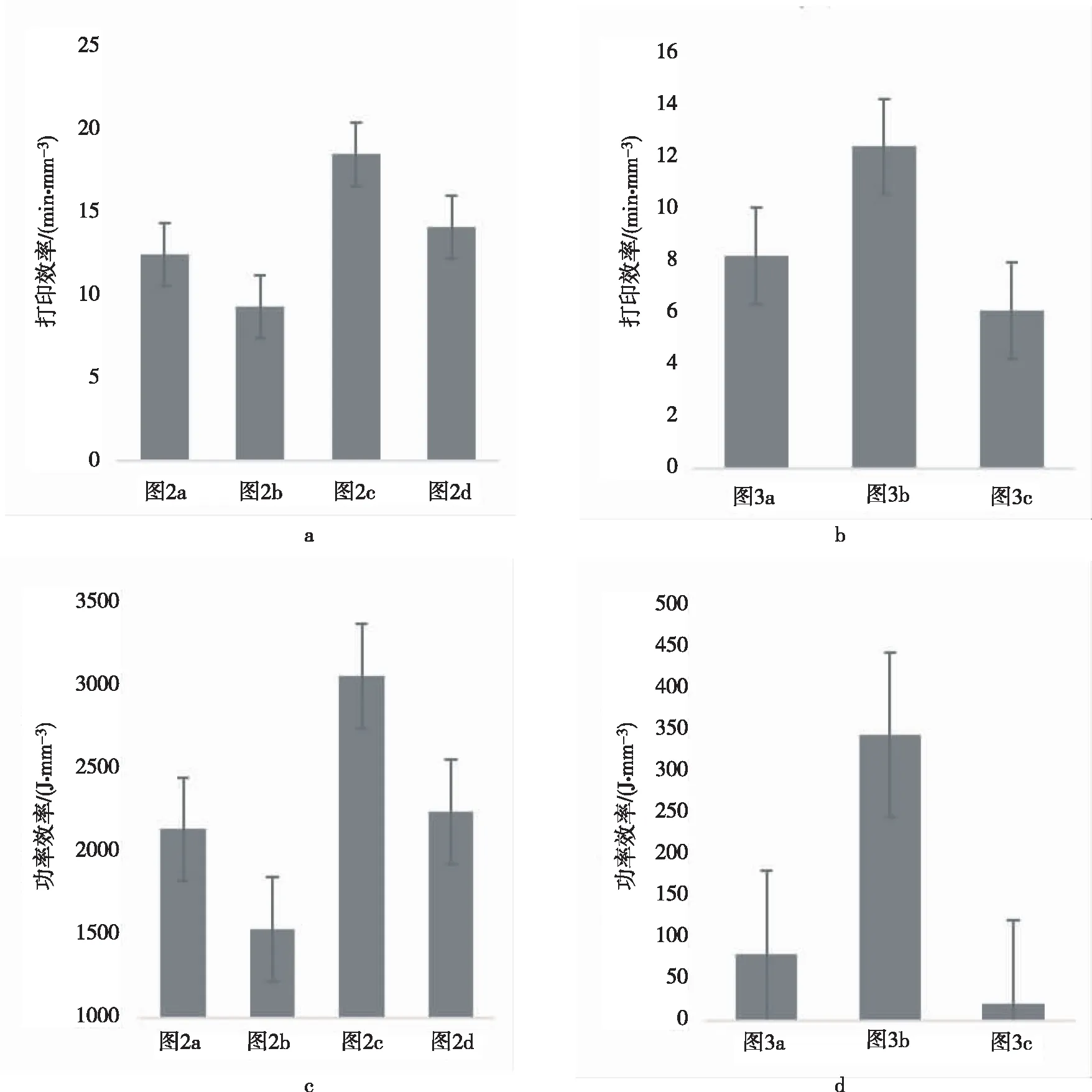
圖4 實(shí)驗(yàn)結(jié)果
(3)
(3)式中σ為標(biāo)準(zhǔn)差,n為試驗(yàn)次數(shù)。
對(duì)照組的數(shù)值采樣被作為基準(zhǔn)包括在內(nèi),當(dāng)打印小模型時(shí),在X軸上打印圖2b消耗的時(shí)間和功率是在Y軸上打印圖2c的50.63%和50.23%,與在Y軸上打印相比,打印相同體積的模型,只需要消耗一半的時(shí)間和電能,在X軸上打印小模型是一個(gè)更好的選擇。
方案2的試驗(yàn)結(jié)果如圖4b和圖4d所示,在X軸上打印圖3a消耗的時(shí)間和功率是在Y軸上打印圖3b的66.18%和23.39%。這主要是由于打印頭沿X軸噴出樹脂,如果模型大于打印第一次噴出的寬度,則需要沿Y軸運(yùn)動(dòng),并重復(fù)沿X軸噴出樹脂。當(dāng)打印超大模型時(shí)(圖3c),時(shí)間效率和功率效率只有Y軸上的49.15%和6.15%,意味著超大模型在整個(gè)XY平面上的打印效率和功率效率非常高。因此建議多個(gè)模型打印時(shí),將多個(gè)模型布滿打印平臺(tái)一次打印,而不是一個(gè)一個(gè)模型打印。
4 結(jié) 論
本研究調(diào)查了PolyJet工藝的時(shí)間消耗和功率消耗,并將其與打印模型的位置、方向和體積直接聯(lián)系起來。這項(xiàng)研究的方法和結(jié)果應(yīng)該有助于研究人員和從業(yè)人員尋求減少PolyJet印刷過程中的功率消耗。研究發(fā)現(xiàn),在X軸上打印比在Y軸上打印更有效,這意味著在沿X軸上打印模型每立方毫米消耗的時(shí)間和焦耳數(shù)更少,當(dāng)打印模型較少時(shí),建議將模型沿X方向排列,Y方向排列尺寸盡量小,以減少Y方向運(yùn)動(dòng)。與小樣品相比,大樣品的打印效率和功率效率更高,因此建議有零星打印需求時(shí),盡量攢在一起打印,在一次打印中模型盡量布滿平臺(tái)。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
甘肅教育(2020年14期)2020-09-11 07:57:42
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
時(shí)代英語·高二(2015年1期)2015-03-16 00:08:11
中國(guó)衛(wèi)生(2014年11期)2014-11-12 13:11:32