粉末激光熔覆熔池行為的視覺監測與特征提取
2023-11-22 11:45:08董方煜陳永雄孔令超梁秀兵王開心
材料工程 2023年11期
董方煜,陳永雄*,孔令超,梁秀兵,王開心
(1 軍事科學院 國防科技創新研究院,北京 100071;2 長沙理工大學 汽車與機械工程學院,長沙 410114)
激光熔覆是一種先進加工制造技術,它通過在基材表面添加熔覆材料,并利用高能激光束使之與基材表面薄層一起熔凝并形成冶金結合,在基層表面制備出具有耐蝕、耐磨、抗氧化等不同功能特性的高性能冶金涂層[1]。激光熔覆技術以其綠色環保、生產效率高、涂層性能優異等特點,被廣泛應用于金屬材料加工制造。
激光熔覆涉及光、熱等多個物理場耦合,熔覆過程中的熱量積累能夠影響外在成形精度和內在組織結構,從而直接決定成形質量與產品性能[2]。熔池是激光作用在金屬材料基底上形成的熔融區域,是激光熔覆的最小成形單元[3]。因此,熔池的幾何形貌是決定熔覆質量的關鍵因素,實時監控熔池狀態、提高熔池的穩定性和尺寸精度是保證熔覆質量的重要基礎。Thompson 等[4]和 Vandone 等[5]開發了一種基于光束同軸成像的視覺監測系統,該系統集成了光學攝像頭、窄帶濾波器以采集并提高圖像質量。劉旭陽[6]使用CMOS 相機捕捉熔池圖像并通過圖像處理提取了熔池長度、寬度、面積等信息,其基于Lab-VIEW 軟件開發了一套激光熔覆圖像實時處理系統,該系統能直觀地顯示處理前后的熔池圖像及熔池特征波形。Yang 等[7]構建了一套具有雙波長窄帶濾光片的同軸CCD 圖像監測系統,以實時獲取清晰的熔池圖像,并采用最小邊界矩形法提取了熔池的幾何信息。有研究表明[8],熔池的動態特性能反映激光熔覆的過程信息,通過監控熔池的動態特性可有效控制激光熔覆的加工精度和最終成形質量。
對于熔池圖像的特征提取與分析,其關鍵技術在于圖像中熔池區域的圖像分割,即在整個圖像中識別出屬于熔池的像素區域。雷凱云等[9]在灰度閾值法提取的輪廓基礎上提出了一種主動輪廓提取模型,通過結合局部統計信息逼近真實輪廓,準確地提取了熔池邊緣。Song 等[10]將圖像傅里葉分量相位一致性最高的點作為特征點,提出了基于相位一致的熔池邊緣提取方法。該方法不受圖像亮度和局部對比度的影響,能夠有效抵抗激光產生的弧光、飛濺和耀斑的干擾,準確提取熔池邊緣圖像。Sun 等[11]應用伽馬校正增強熔池灰度梯度,通過設置熔池灰度閾值為130 提取了熔池邊界進而獲得熔池參數,提出了一種預測熔覆層橫截面輪廓的新方法。Fang 等[12]訓練了U-Net 神經網絡對熔池進行語義分割,能較好地識別并定位熔池,為完善熔池分割質量,最終使用Canny 算子提取了熔池輪廓。雖然已有算法在一定程度上取得了較好的熔池提取效果,但是所涉及圖像質量普遍較高,對于實際熔覆過程中波動較大的熔池圖像處理比較困難。并且,目前的研究局限于熔池邊緣的提取,忽略了熱影響區羽流等信息,不利于對熔覆過程的進一步分析。
本工作建立了熔池視覺監測系統,提出一種圖像分割方法提取熔池輪廓及其幾何特征,以實現熔覆過程中熔池與羽流的準確區分。通過選取典型熔覆試樣對熔池的寬度及形態變化進行時域分析,得到不同工藝下的熔池波動規律。
1 實驗材料與方法
1.1 實驗設備與材料
激光熔覆設備主要包括YLS-4000-S2T-Y16 連續光纖激光器、YC52 激光加工頭,配套 CWFL-4000EN 型水冷機和 PD150 型同軸送粉器,激光器的最大輸出功率為4 kW,激光波長為1070 nm。熔池視覺采集系統采用MV-CA020-10GM 型CMOS 工業相機,最高分辨率為1624 pix×1240 pix,使用HLCladding 采集軟件設置曝光時間和增益等參數。
采用316L 不銹鋼作為熔覆基板,尺寸為200 mm×200 mm×10 mm。熔覆粉末為 Ti6Al4V 粉末,粒徑為53~106 μm,其主要化學成分如表1 所示。

表1 Ti6Al4V 粉末化學成分(質量分數/%)Table 1 Chemical compositions of Ti6Al4V powder(mass fraction/%)
1.2 實驗方法
熔覆實驗前對基體表面進行噴砂處理,并用丙酮清洗干凈。同時將粉末放置于60 ℃干燥箱中干燥1 h,以確保粉末具有良好的流動性,保證送粉穩定。
實驗前采用平面黑白陣列對CMOS 進行實物標定,以獲取熔池的實際幾何尺寸。選取邊長為1 mm黑白相間的方塊陣列置于激光熔覆基板加工位置,設置 CMOS 參數與熔覆過程相同并對標定板進行圖像拍攝。標定得到每個方塊邊長為94 pix,即1 mm 的方塊對應8836 pix。由于 CMOS 與加工頭同軸,標定的準確性不受幾何畸變影響。
為研究工藝參數對熔池形貌的影響,以激光功率、送粉速率、掃描速率、光斑直徑為研究對象,設計四因素五水平L25(45)正交實驗,工藝參數水平如表2所示。實驗在316L 不銹鋼基板表面進行單層單道熔覆,每道熔覆層長度為60 mm,相鄰兩道熔覆層間距為8 mm,部分熔覆試樣形貌如圖1 所示。激光熔覆時使用氣流量為9 L/min 的高純氬氣送粉,采用充滿高純氬氣的密閉裝置對熔覆過程進行氣氛保護,并利用高精度氧分析儀進行環境監測,保證熔覆過程中氧氣含量低于100×10-6。
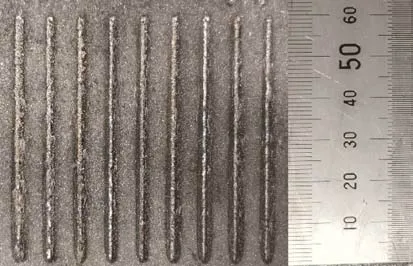
圖1 部分激光熔覆試樣形貌Fig.1 Morphology of some laser cladding samples
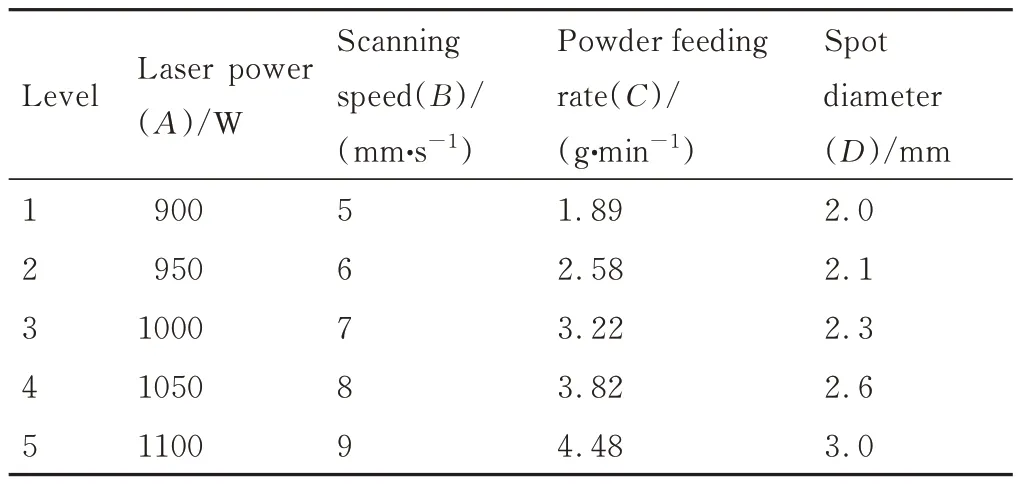
表2 正交實驗參數Table 2 Parameters of orthogonal experiments
采用電火花線切割技術對熔覆層沿垂直于掃描方向取樣,使用不同粗細的砂紙(粒度依次為320#,600#,800#,1200#,1500#,2000#)打磨樣品,隨后拋光至無明顯劃痕,利用光學顯微鏡觀察熔覆層橫截面,并多點位測量取平均值作為熔覆寬度w。
1.3 熔池圖像處理
激光熔覆過程中,熔池數字圖像易受到的干擾包括兩類:一是熔覆時產生的粉末飛濺、羽流、高溫等離子體[13];二是圖像傳輸、記錄過程中的隨機信號[14]。這些干擾具體表現為熔池輪廓模糊、噪聲點明顯、采集圖像不清晰等。為準確地提取熔池信息,需要對熔池數字圖像進行處理。首先對采集的熔池圖像進行感興趣區域(region of interest,ROI)截取,其次采用中值濾波方法去掉熔池圖像的孤立噪聲點,采用Kmeans 圖像分割與Otsu 雙閾值分割相結合的方法識別熔池輪廓,最后基于OpenCV 軟件庫提取熔池的幾何特征。
1.3.1 圖像預處理
本工作基于Python-OpenCV 軟件庫對熔池圖像進行處理。由于CMOS 相機與加工頭同軸安裝,圖像中加工頭所占畫面尺寸較大,因此截取熔池附近的圖像作為感興趣區域(ROI),后續僅針對此區域進行處理。
圖像濾波可去除采集圖像中的噪聲點,減弱弧光對熔池邊界的干擾,清晰熔池邊緣。在常見的圖像濾波方法中,中值濾波在去除隨機噪聲方面有良好的表現,該方法將以中值濾波器為中心的鄰域內的所有像素重新排列,取排列的中間值作為濾波器的響應[15]。如圖2 所示,本工作采用5×5 的濾波窗口弱化了飛濺噪聲,具體操作是取像素點(i,j)的鄰域窗口,用鄰域內像素的中間值代替f(i,j),輸出為

圖2 中值濾波后的ROI 熔池圖像Fig.2 Molten pool image after median filter
1.3.2 圖像分割
由于熔覆過程中產生大量的光和熱[16],僅通過單一的閾值處理方法很難分割出熔池邊緣[17]。本工作采用K-means 算法和最大類間方差(Otsu)雙閾值分割相結合的方法提取熔池信息,能有效區分熔池和羽流。
K-means 聚類是迭代求解的分類方法,將N個對象分為K組,隨機選取K個對象作為初始聚類中心,計算每個對象到聚類中心的歐式距離并將其分配到距離最近的類,隨后重新計算聚類中心,直至滿足終止條件。最終聚類結果是使組內相似度最高,組間相似度較低[18]。
本工作設置背景、羽流、熔池三個類別,設置類內中心距離小于0.01 或迭代超過100 次時結束分類,Kmeans 算法可以快速分割圖像,熔池處理結果如圖3 所示。由于K-means 算法類別中心初始的隨機性以及迭代精度的限制,雖然熔池及熱影響區能被快速識別,但識別精度有待提高。
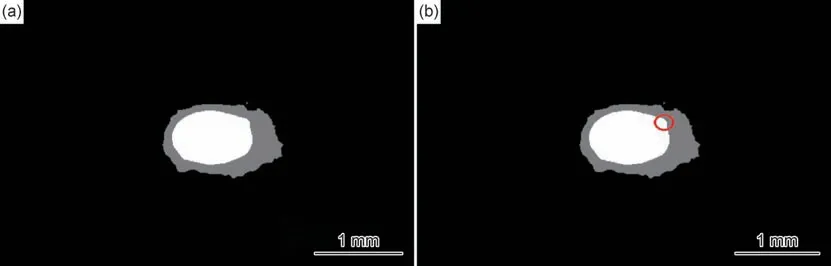
圖3 K-means 算法分割熔池與熱影響區(a)處理結果;(b)邊緣處理精度較低Fig.3 Molten pool images of segmenting molten pool and heat affected zone through K-means algorithm(a)processing result;(b)low precision of edge processing
本工作通過改進Otsu 方法進行雙閾值分割,提高提取熔池的精確度。Otsu 雙閾值分割是將灰度圖劃分為A,B,C 三個區域,將得到的兩個閾值分別設為k1和k2,pi(i=0,1,…,L)表示灰度等級為i的像素的概率,則各區域的概率為:
類間方差為:
式中:L表示熔池圖像的最大灰度值;PA,PB,PC分別表示A,B,C 的像素與圖像總像素之比;wA,wB,wC,w0分別表示A,B,C 區域和整幅圖的平均灰度值;使σ取得最大值的k1,k2即為雙閾值的最優解。經過預處理后的熔池灰度圖如圖4 所示,由于羽流、熱影響區等的灰色區域峰值較小,在圖像中所占像素比例較少,因此,該算法可以準確地劃分熔池邊界,處理效果如圖5所示。
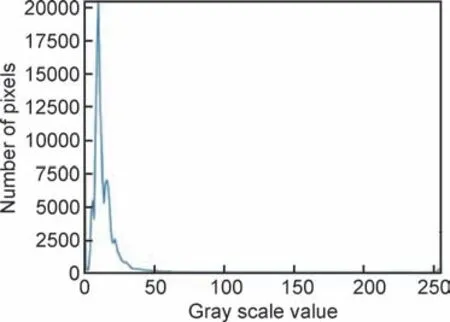
圖4 熔池圖像灰度直方圖Fig.4 Gray histogram of molten pool image
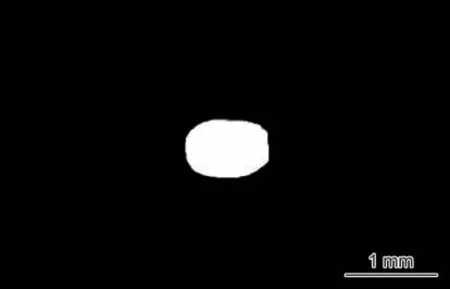
圖5 雙閾值Otsu 提取熔池輪廓Fig.5 Molten pool contour extracted through double threshold Otsu algorithm
將經K-means 算法與Otsu 算法處理后的圖像結合得到熔池圖像,如圖6 所示。結果表明此方法可以提取出較為準確的熔池邊界,并且保留羽流、熱影響區等信息,便于后續通過熔池圖像對熔覆過程進行研究。

圖6 圖像處理后的熔池圖像Fig.6 Molten pool image after processing
1.3.3 提取熔池幾何信息
經圖像分割后的熔池邊界清晰,首先使用OpenCV庫中的輪廓搜索函數可搜索到分割后的熔池區域,從而計算熔池面積,其次繪制熔池最大外接矩形可得到熔池的寬度信息,最后通過橢圓擬合可得到熔池的幾何形狀、不規則程度等。通過統計像素可得到羽流區域面積。處理后的熔池效果如圖7 所示。
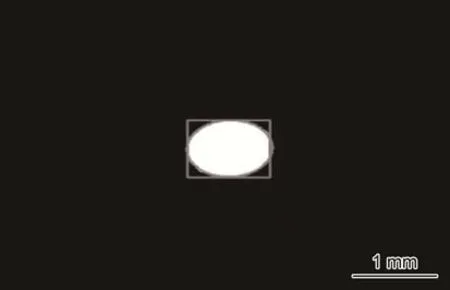
圖7 熔池橢圓擬合與幾何特征提取Fig.7 Ellipse fitting and geometric feature extraction of molten pool
計算熔池面積為A1,計算熔池擬合橢圓的面積為A2,定義熔池不規則程度d為:
d值越大說明熔池越不規則,反之,則說明熔池形態為較規則的橢圓形。
2 結果與分析
2.1 熔池圖像處理結果
圖像處理前后的熔池圖像如圖8 所示。經過處理后的熔池如圖8(b)所示,相較于簡單的邊緣檢測結果(圖9),本工作提出的方法能較好地分割熔池和熱影響區,且識別誤差較小,有利于對熔覆過程中熔池形態變化進行監測,對熱影響區包含的信息進行分析,避免有效信息的丟失。

圖8 圖像處理前后的熔池圖像(a)熔池原圖像;(b)處理后的熔池圖像Fig.8 Images of molten pool before and after processing(a)original view of molten pool;(b)molten pool after processing
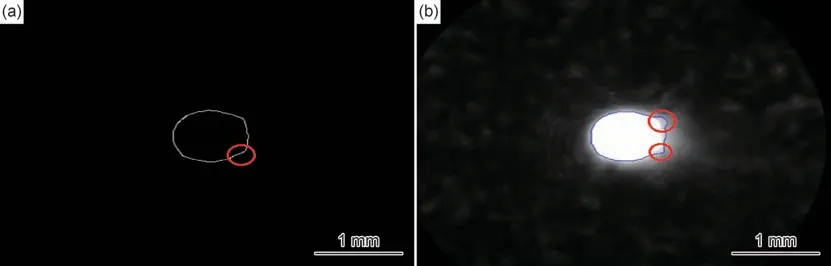
圖9 邊緣檢測方法提取的熔池圖像(a)Canny 算子邊緣檢測結果;(b)分水嶺算法邊緣檢測結果Fig.9 Molten pool extracted by edge detection methods(a)Canny operator edge detection result(;b)watershed algorithm edge detection result
2.2 熔池圖像處理準確性驗證分析
通過處理熔覆視頻中每幀熔池圖像并取平均值得到熔池寬度(w1)。本工作定義熔池寬度提取的精度(P)為:
實驗結果及熔池圖像處理結果分析如表3 所示,通過圖像處理得到的熔池寬度(w1)和通過金相圖像測量得到的熔池寬度(w)相差不大,除A3B2C5D1組合外,熔池寬度提取精度均不低于95%,表明本工作使用的算法可以清晰地分辨熔池和熱影響區,能較為準確地提取熔池的輪廓,便于對熔池的監控分析。
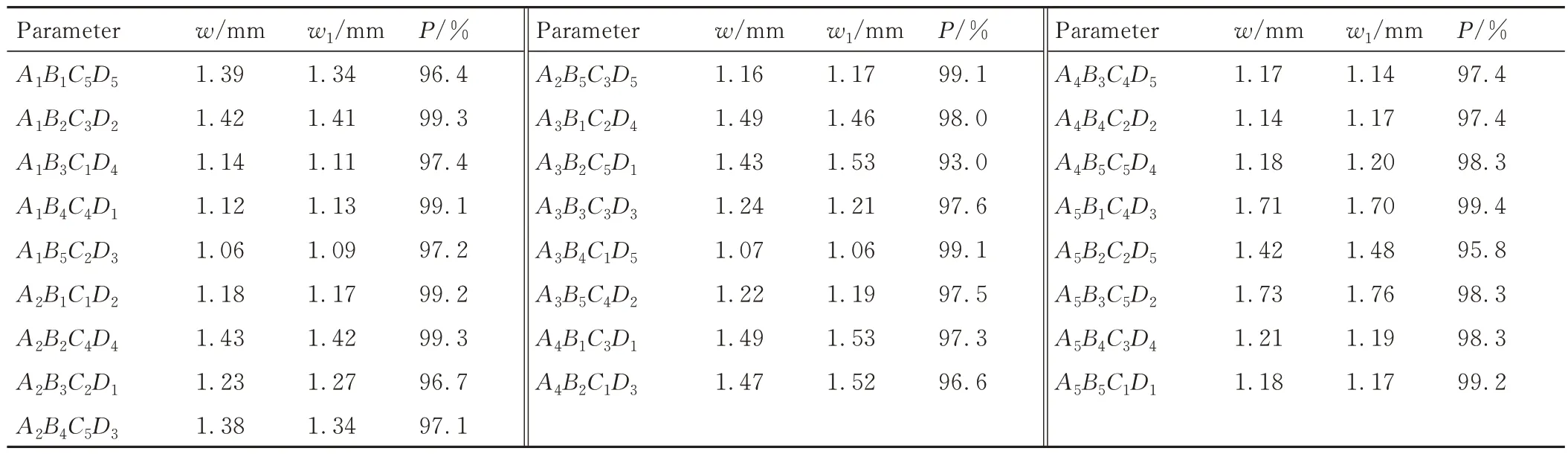
表3 實驗結果及熔池圖像處理結果分析Table 3 Experimental results and analysis of molten pool image processing results
2.3 熔池的時域變化分析
熔池的寬度、面積、幾何形狀隨著熔覆的進行在不斷地變化,一定程度上反映了工藝過程的穩定性,對實驗視頻中的熔池進行時域分析,部分試樣的熔池特征監測結果如圖10~12 所示。
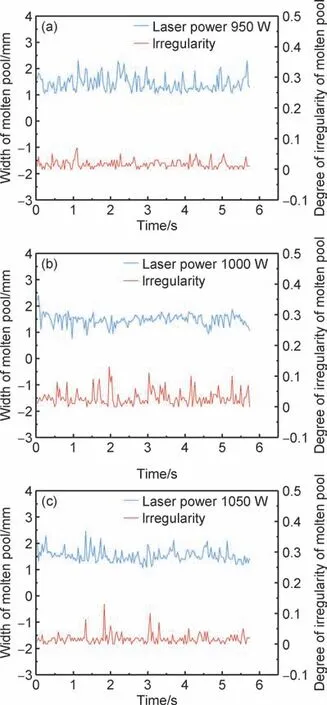
圖10 掃描速率6 mm/s 時熔池時域變化曲線(a)激光功率950 W;(b)激光功率1000 W;(c)激光功率1050 WFig.10 Time domain variation curves of molten pool at scanning speed of 6 mm/s(a)laser power 950 W;(b)laser power 1000 W;(c)laser power 1050 W
經過對熔池幾何特征的分析驗證,熔池寬度和面積隨熔覆的進行變化趨勢相同,本工作以熔池寬度為研究對象。熔池寬度在一個值附近上下波動,這是由于熔覆過程中熔池捕獲粉末具有隨機性以及材料熔凝擾動的影響[19]。當掃描速率較低時,激光功率對熔池寬度的波動影響比較顯著,隨著激光功率的增加,熔池寬度波動頻率與幅度均有所增加;提高掃描速率時,激光功率對熔池寬度的影響減小:隨著激光功率的增加,熔池寬度的波動頻率基本不變,波動幅度減小。當激光功率不變時,隨著掃描速率的提高,熔池寬度波動減小,趨于穩定。對每組圖片分析可知,在熔覆過程中,熔池的幾何形狀與熔池寬度的變化趨勢基本一致,當寬度有明顯變化時,熔池形狀也趨于不規則,此時容易產生熔覆缺陷。
對比不同工藝下的熔池變化,在熔覆開始時熔池均有較大的波動,熔覆初期的熔池寬度一般大于熔池寬度的平均值,這是由于激光發生瞬間的能量較高,且熔覆過程也是激光器逐漸穩定的過程,一定程度上會影響初始階段的熔覆效果。此外,不同工藝下熔池的波動各異,當熔池幾何特征變化出現尖峰時熔覆易產生缺陷。此種情況一是與材料特性及設備穩定性相關,熔覆過程中送粉不穩定造成未完全熔融的粉末黏附在加工頭噴嘴處,黏附的粉末聚集到一定體積后在重力和氣流的雙重作用下掉落到熔覆層,導致熔池形狀發生變化,但對熔池幾何參數不產生影響,如圖11(c)所示;二是熔覆過程產生的裂紋和孔隙等缺陷對熔池的幾何參數及形狀均有明顯影響,如圖11(a)所示。在光鏡下可觀察到尖峰對應位置的熔覆層有明顯裂紋,這是由于熔覆過程產生的應力超過材料的屈服極限導致熔覆層產生塑性形變,之后熔覆層產生殘余應力引發裂紋[20-21]。對熔池進行監測可以及時發現并抑制熔覆缺陷,有利于熔覆過程的穩定進行。
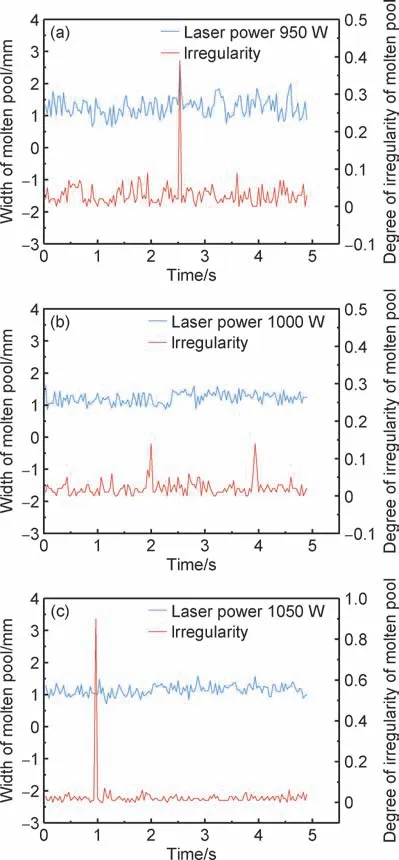
圖11 掃描速率7 mm/s 時熔池時域變化曲線(a)激光功率950 W;(b)激光功率1000 W;(c)激光功率1050 WFig.11 Time domain variation curves of molten pool at scanning speed of 7 mm/s(a)laser power 950 W;(b)laser power 1000 W;(c)laser power 1050 W
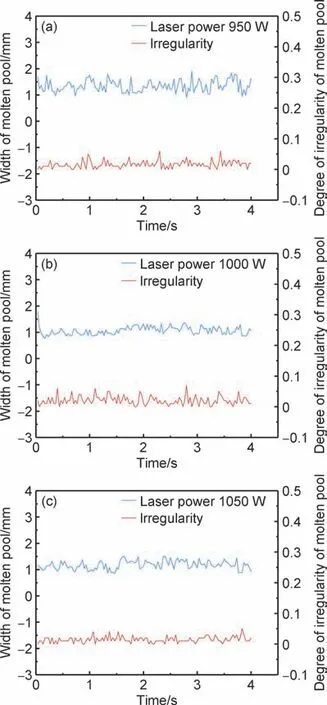
圖12 掃描速率8 mm/s 時熔池時域變化曲線(a)激光功率950 W;(b)激光功率1000 W;(c)激光功率1050 WFig.12 Time domain variation curves of molten pool at scanning speed of 8 mm/s(a)laser power 950 W;(b)laser power 1000 W;(c)laser power 1050 W
3 結論
(1)K-means 分割與Otsu 雙閾值分割結合的方法可以準確清晰地獲取熔池區域圖像,對熔池和羽流區分度較高,方便提取熔池特征信息。經圖像處理后的熔覆層寬度測量精度達95%以上。
(2)熔池寬度與幾何形狀在時域上的變化能夠反映激光熔覆的工藝穩定性。熔池寬度呈波動狀態,隨著掃描速率的提高,激光功率對熔池寬度的波動影響減小,熔池趨于穩定。熔池的異常波動有助于識別熔覆缺陷。
(3)針對激光熔覆的熔池特征開展研究,熔池的特征變化在一定程度上可以反映工藝的穩定性。激光熔覆是快速高效的過程,對熔池監測和處理的實時性要求較高,因此,提高熔池特征提取的速度是未來研究的關鍵。
