異型煙與標(biāo)準(zhǔn)煙共線自動(dòng)入庫(kù)研究與應(yīng)用
2023-11-24 09:27:24馮仁宇王佳偉傅俊杰孔振明
物流科技 2023年22期
張 翼,夏 凱,馮仁宇,王佳偉,傅俊杰,孔振明
(1.上海煙草集團(tuán)有限責(zé)任公司,上海 200000;2.上海卷煙廠,上海 200000)
0 引 言
近些年,隨著卷煙消費(fèi)需求的增長(zhǎng)和卷煙行業(yè)供給側(cè)改革的深入推進(jìn),以中、短、細(xì)、爆為特點(diǎn)的異型規(guī)格卷煙(簡(jiǎn)稱“異型煙”),從最初的幾十種發(fā)展到了200多種,異型煙銷(xiāo)量呈快速增長(zhǎng)的趨勢(shì),異型煙市場(chǎng)已成為卷煙企業(yè)的必爭(zhēng)之地[1]。由于異型煙箱裝的包裝形式、尺寸規(guī)格與傳統(tǒng)標(biāo)準(zhǔn)規(guī)格的卷煙(簡(jiǎn)稱“標(biāo)準(zhǔn)煙”)存在較大的差異,不少卷煙廠根據(jù)不同的件煙類(lèi)型使用特定的輸送緩存線并采取對(duì)應(yīng)抓取機(jī)器人的方式實(shí)現(xiàn)兩者的共線自動(dòng)入庫(kù)。因此,如何在真正意義上實(shí)現(xiàn)異型煙與標(biāo)準(zhǔn)煙的共線自動(dòng)入庫(kù)、柔性化生產(chǎn)成為了卷煙企業(yè)所面臨的共同課題。
1 背景需求
上海卷煙廠浦東科技創(chuàng)新園區(qū)成品件煙庫(kù)入庫(kù)系統(tǒng)是按標(biāo)準(zhǔn)規(guī)格的件煙尺寸要求設(shè)計(jì)建造的。隨著生活質(zhì)量的日益提高,人們對(duì)卷煙產(chǎn)品吸味、外包裝等的需求越來(lái)越多樣化、個(gè)性化。卷煙生產(chǎn)也越來(lái)越向多品種、小批量、短周期的方向發(fā)展[2]。工廠以市場(chǎng)需求為導(dǎo)向,為滿足異型煙自動(dòng)入庫(kù)的生產(chǎn)需求,在原有系統(tǒng)的基礎(chǔ)上進(jìn)行了就地技改,通過(guò)輸送線改造、加裝額外檢測(cè)設(shè)備對(duì)碼垛機(jī)械手進(jìn)行了優(yōu)化,使多種不同品規(guī)件煙能通過(guò)輸送主線進(jìn)入相對(duì)應(yīng)的緩存道,被機(jī)器人抓取碼垛入庫(kù)。
2 系統(tǒng)改造及技術(shù)方案
煙草標(biāo)準(zhǔn)煙成品生產(chǎn)物流入庫(kù)的基本流程如下:首先卷接包生產(chǎn)線將條煙生產(chǎn)后,經(jīng)輸送線輸送至裝封箱線合成件煙后,再將件煙輸送至分合流及機(jī)器人碼垛系統(tǒng)進(jìn)行碼垛,碼垛完成后輸送至入庫(kù)站臺(tái),最后由系統(tǒng)調(diào)度堆垛機(jī),從入庫(kù)站臺(tái)叉取件煙托盤(pán),再將件煙托盤(pán)運(yùn)送至高架庫(kù)貨位進(jìn)行存放[3]。
上海卷煙廠浦東園區(qū)技改項(xiàng)目中工藝物流的部分主線已基本完成,物流成品庫(kù)可滿足標(biāo)準(zhǔn)軟硬件煙的全自動(dòng)入庫(kù)需求。其中件煙自裝封箱機(jī)出口后經(jīng)件煙輸送線、分流機(jī)構(gòu)、螺旋提升機(jī)、條碼掃描自動(dòng)分道、機(jī)械手碼垛、套膜機(jī)套膜等流程后入成品高架庫(kù),整套設(shè)備流程完備。
異型煙由于外觀尺寸、煙箱上條碼的位置方向和碼垛形式不同,在標(biāo)準(zhǔn)煙共線物流入庫(kù)的過(guò)程中會(huì)產(chǎn)生輸送線不匹配、條碼無(wú)法識(shí)讀、碼垛機(jī)器人無(wú)法處理等問(wèn)題,而本系統(tǒng)改造的目的即為解決這些技術(shù)難點(diǎn)。
2.1 件煙輸送線改造
從異型煙件煙裝封箱機(jī)出口開(kāi)始,件煙輸送系統(tǒng)就面臨多規(guī)格件煙輸送方向、輸送尺寸、合流匯流與標(biāo)準(zhǔn)煙同時(shí)輸送的問(wèn)題,為此主要進(jìn)行了三個(gè)方面的設(shè)計(jì)及改造。見(jiàn)圖1、圖2、圖3。

圖1 件煙箱轉(zhuǎn)向裝置

圖2 異型、標(biāo)準(zhǔn)煙共線輸送

圖3 適應(yīng)各尺寸的分合流轉(zhuǎn)向設(shè)備
在裝封箱機(jī)出口將原件煙輸送線改造為帶旋轉(zhuǎn)裝置的輸送線,對(duì)若干種類(lèi)異型煙進(jìn)行轉(zhuǎn)向處理,使其輸送方向與標(biāo)準(zhǔn)煙保持一致,便于后續(xù)分揀和碼垛;對(duì)原有輸送線進(jìn)行拓寬改造,增加輸送線的寬度與轉(zhuǎn)向半徑,使其可通過(guò)最大寬度的異型件煙,同時(shí)對(duì)緩存、積放功能進(jìn)行擴(kuò)充和優(yōu)化;改造了大量的靠邊、圍擋和輸送線分合流設(shè)備,在輸送過(guò)程中對(duì)件煙姿態(tài)進(jìn)行調(diào)整,使全尺寸件煙在輸送過(guò)程中均能基本保持一致靠邊行進(jìn)。
2.2 條碼識(shí)讀器改造
因異型煙的煙箱尺寸變化較大,尤其是煙箱厚度與標(biāo)準(zhǔn)煙箱的差別較大,且部分異型煙箱上的條碼方向與標(biāo)準(zhǔn)煙箱相差90°。根據(jù)異型煙箱特點(diǎn),一種方案是采用組合式條碼識(shí)別器。其中,固定式條碼識(shí)別器與煙箱前進(jìn)方向呈90°放置,用于識(shí)別標(biāo)準(zhǔn)煙箱,以及條碼方向與標(biāo)準(zhǔn)煙箱相同的異型煙箱;另一臺(tái)條碼識(shí)別器的安裝位置與煙箱前進(jìn)方向一致,用于識(shí)別條碼位置不確定、條碼方向與標(biāo)準(zhǔn)煙箱相差90°,且高度不固定的異型煙箱[4]。但在此改造方案實(shí)際測(cè)試過(guò)程中,由于件煙運(yùn)動(dòng)速度較快,垂直方向線掃傳感器對(duì)運(yùn)動(dòng)件煙的條碼識(shí)別率較低,漏掃情況非常普遍,結(jié)果如表1所示。另一種改造實(shí)施方案是通過(guò)選用基于圖像的讀碼器面掃替代原有線掃,以實(shí)現(xiàn)所有條碼的識(shí)讀功能,該設(shè)備識(shí)讀性能上除能正確識(shí)別基于CODE128格式的1號(hào)工程碼,同樣具備主流二維碼QR的識(shí)讀功能,可為今后卷煙二維碼的應(yīng)用,保留技術(shù)儲(chǔ)備與改造的可能,如圖4、圖5所示。

表1 條碼掃描識(shí)別測(cè)試表
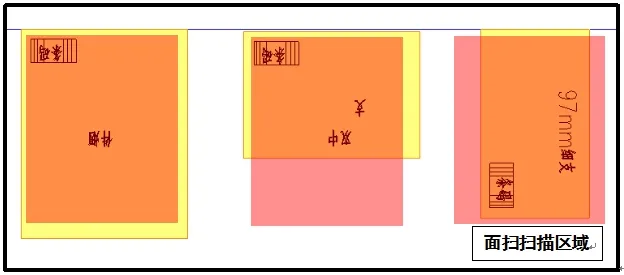
圖4 圖像面掃的掃描區(qū)域示意圖

圖5 圖像面掃的讀碼器方案及原理
改造完畢后實(shí)際測(cè)試條碼識(shí)別率為100%。
2.3 分揀緩存物料檢測(cè)光柵改造
成品件煙庫(kù)抓取站臺(tái)位通過(guò)電控連鎖信號(hào)判定滿足抓取條件時(shí),機(jī)器人進(jìn)行抓取碼垛最終形成滿托,待后續(xù)工藝流程進(jìn)行轉(zhuǎn)運(yùn)處理。其中安裝于抓取站臺(tái)位的光電管作為信號(hào)觸發(fā)器件需根據(jù)件煙尺寸、抓取數(shù)量進(jìn)行調(diào)整和安裝,以軟中華為例,單次最大抓取數(shù)量為3個(gè)件煙,為滿足正常流程單牌號(hào)傳感器的安裝數(shù)量,需等同于單次最大抓取數(shù)量,如圖6所示。

圖6 原件煙檢測(cè)傳感器方案
在實(shí)際生產(chǎn)過(guò)程中發(fā)現(xiàn),現(xiàn)場(chǎng)偶發(fā)件煙輸在送至抓取站臺(tái)的過(guò)程中,因外圍因素如封箱帶粘連設(shè)備所造成的件煙偏轉(zhuǎn)情況,致使該件煙的站位會(huì)影響后一抓件煙的擺放,更有甚者會(huì)使整托件煙翻落,為避免上述質(zhì)量隱患,另需一傳感器加以判定件煙姿態(tài)。
鑒于異型煙規(guī)格尺寸偏差較大,單設(shè)4個(gè)傳感器不適用不同牌號(hào)件煙占位檢測(cè)及偏轉(zhuǎn)檢測(cè)的需求,要實(shí)現(xiàn)單緩存通道對(duì)7種品規(guī)件煙的檢測(cè),合計(jì)需要29組傳感器,顯而易見(jiàn)上述方案不適用現(xiàn)場(chǎng)實(shí)際情況,如表2所示。

表2 異型煙尺寸與抓取方式表
因此改造方案選用光柵作為聯(lián)接現(xiàn)實(shí)與設(shè)備的重要媒介,單套設(shè)備既能實(shí)現(xiàn)件煙的柔性占位檢測(cè)功能及件煙的姿態(tài)檢測(cè)功能。當(dāng)上位系統(tǒng)下發(fā)工單時(shí),電控系統(tǒng)即可明確來(lái)料件煙垛型并自動(dòng)切換光柵檢測(cè)點(diǎn)位,實(shí)現(xiàn)7類(lèi)件煙的占位檢測(cè)及異常檢測(cè)功能。
在件煙占位檢測(cè)功能上,光柵將取代原有傳感器識(shí)別件煙的功能,用以檢測(cè)需求量的煙包被輸送設(shè)備正常輸送至機(jī)器人抓取站臺(tái),當(dāng)系統(tǒng)需求數(shù)量等同于件煙檢測(cè)數(shù)量時(shí),程序觸發(fā),連鎖信號(hào)機(jī)器人對(duì)件煙牌號(hào)進(jìn)行抓取。
在件煙偏轉(zhuǎn)檢測(cè)功能上,當(dāng)煙包偏轉(zhuǎn)倒煙時(shí),會(huì)暫停機(jī)器人的抓取動(dòng)作,及時(shí)通過(guò)軟件IFIX、BCI及聲光報(bào)警對(duì)現(xiàn)場(chǎng)操作人員進(jìn)行提示。待故障處置完成后便可直接對(duì)現(xiàn)場(chǎng)設(shè)備進(jìn)行復(fù)位,機(jī)器人即可延續(xù)之前任務(wù),無(wú)多余操作的工序。
該檢測(cè)功能具備二次拓展功能,如若存在新增尺寸規(guī)格件煙,僅需在程序中新定義煙包尺寸即可,無(wú)需調(diào)整硬件大幅縮短調(diào)試周期。
2.4 機(jī)器人碼垛改造
碼垛機(jī)器人需按照工廠件煙碼垛要求,通過(guò)現(xiàn)有吸盤(pán)夾具能抓取各品規(guī)件煙并進(jìn)行碼垛,在碼垛過(guò)程中需確保件煙垛盤(pán)間隙合理。整個(gè)改造需涉及機(jī)器人邏輯編程控制類(lèi)型的增加與件煙真空吸盤(pán)的改造優(yōu)化。
機(jī)器人碼垛方案分解:參照工廠紙箱的規(guī)格和件煙的碼垛形式,可將所有入庫(kù)的品規(guī)件煙碼垛形式分為3大類(lèi),分別為(A)3-2-3-2、(B)2-2-2-1、(C)2-2-1-1進(jìn)行抓取,如表3所示。

表3 件煙碼垛形式表(改造前)
全開(kāi)式中華碼垛形式的二次優(yōu)化:全開(kāi)式中華按照工廠紙箱規(guī)格和件煙碼垛形式進(jìn)行堆垛,其整托盤(pán)件煙如圖7所示有明顯間隙。在托盤(pán)轉(zhuǎn)運(yùn)至套膜機(jī)過(guò)程中存在件煙翻落情況。針對(duì)上述情況通過(guò)調(diào)整機(jī)器人碼垛垛型以保障垛型轉(zhuǎn)運(yùn)過(guò)程中的穩(wěn)定性。

圖7 全開(kāi)式件煙垛型圖(改造前)
新垛型以12個(gè)件煙為一層,三層碼放,單托盤(pán)合計(jì)36個(gè)件煙。較原有碼垛方式除了能杜絕因件煙間隙過(guò)大所造成的件煙翻落情況外,還提升了單托盤(pán)件煙的轉(zhuǎn)運(yùn)數(shù)量,如圖8所示。

圖8 全開(kāi)式件煙垛型圖(改造后)
上述件煙碼垛形式將原有機(jī)器人碼垛方式由3類(lèi)拓展至4類(lèi),以滿足不同品規(guī)件煙的碼垛要求,如表4所示。
3 仿真測(cè)試結(jié)果
3.1 方案總體設(shè)想
因異型煙的外觀尺寸及碼垛方式與常規(guī)煙存在較大的差異,現(xiàn)有機(jī)器人夾具在對(duì)部分異型煙進(jìn)行碼垛時(shí),無(wú)法同時(shí)承載3個(gè)件煙,為此設(shè)定單次抓取至多為2個(gè)件煙,導(dǎo)致機(jī)器人的碼垛流量下降。本文以數(shù)據(jù)分析為基礎(chǔ),基于現(xiàn)有運(yùn)行邏輯,通過(guò)仿真模擬以準(zhǔn)確掌握異型煙對(duì)流量的影響,最終通過(guò)調(diào)整抓取模式來(lái)彌補(bǔ)來(lái)料對(duì)設(shè)備效率的影響,并通過(guò)仿真方式加以分析論證。
3.2 技術(shù)路線
浦東科技園區(qū)成品件煙庫(kù)作為一個(gè)典型的離散量系統(tǒng),設(shè)備的整體運(yùn)轉(zhuǎn)存在明顯的先后順序。系統(tǒng)仿真是基于現(xiàn)場(chǎng)件煙來(lái)料和設(shè)備運(yùn)行動(dòng)作等參數(shù),通過(guò)軟件還原系統(tǒng)的運(yùn)行狀態(tài),模擬不同品規(guī)在不同來(lái)料流量下的設(shè)備運(yùn)行情況并統(tǒng)計(jì)相關(guān)數(shù)據(jù)。
3.3 仿真設(shè)定
對(duì)現(xiàn)場(chǎng)所有輸送轉(zhuǎn)運(yùn)設(shè)備,包括但不限于如直角分揀機(jī)、輥道輸送機(jī)、翻轉(zhuǎn)機(jī)構(gòu)進(jìn)行速度測(cè)算,并將上述設(shè)備轉(zhuǎn)運(yùn)速度逐一錄入仿真軟件中,以確保生產(chǎn)現(xiàn)場(chǎng)與仿真環(huán)境一致。
參數(shù)設(shè)定包含兩個(gè)主體功能,其一是用于設(shè)定7種不同尺寸規(guī)格件煙長(zhǎng)、寬、高的基礎(chǔ)數(shù)據(jù);其二是限定整托盤(pán)件煙碼垛數(shù)量;其三是按照牌號(hào)設(shè)定機(jī)器人每次抓取件煙的數(shù)量。上述數(shù)據(jù)均可進(jìn)行調(diào)整,作為仿真要素來(lái)參與對(duì)系統(tǒng)流量的測(cè)算。同時(shí)可對(duì)不同品規(guī)的件煙進(jìn)行流量設(shè)定,流量設(shè)定單位為件/小時(shí)。此外在品規(guī)設(shè)定中能實(shí)現(xiàn)不同品規(guī)件煙對(duì)應(yīng)不同緩存道的仿真需求。通過(guò)上述參數(shù)的設(shè)定,即可對(duì)不同來(lái)料件煙對(duì)設(shè)備運(yùn)行效率的影響進(jìn)行分析。
3.4 異型煙對(duì)機(jī)器人的影響分析報(bào)告
模擬不同牌號(hào)及流量時(shí)分析機(jī)器人的利用率及設(shè)備吞吐量,如表5所示。

表5 機(jī)器人的利用率及設(shè)備吞吐量表
分析可知,在相同的工作模式及環(huán)境下,受限于異型煙的外形尺寸,機(jī)器人單次抓取件煙的數(shù)量對(duì)機(jī)器人運(yùn)行效率具有較大的影響。為了明確各留量情況下異型煙較之標(biāo)準(zhǔn)煙對(duì)機(jī)器人效率的影響程度,通過(guò)效率計(jì)算公式。
進(jìn)一步加以論證分析,分析結(jié)果如表6所示。

表6 機(jī)器人對(duì)異型煙的運(yùn)行效率表
異型煙對(duì)機(jī)器人的運(yùn)能具有較為明顯的影響,在現(xiàn)有的仿真環(huán)境下,3種品規(guī)異型煙較之標(biāo)準(zhǔn)煙在滿流量運(yùn)行情況下的效率分別有17.43%、28.95%、38.65%的下降,而主要影響因素為機(jī)器人的單次抓取數(shù)量。
3.5 提升機(jī)器人抓取效率的研究與應(yīng)用
在現(xiàn)有設(shè)備環(huán)境下不改變夾具,以增加設(shè)備的投資支出為前提。為了釋放機(jī)器人設(shè)備的運(yùn)能使其跟上生產(chǎn)運(yùn)行節(jié)奏,就需要對(duì)機(jī)器人的抓取運(yùn)行邏輯進(jìn)行研究。
在件煙碼垛的過(guò)程中一般存在兩種抓取方式供現(xiàn)場(chǎng)使用,分別為回原點(diǎn)抓取以及非回原點(diǎn)抓取。兩種抓取模式抓取的站臺(tái)位點(diǎn)位相同、夾取方式也相同,不同的是兩抓之間的銜接動(dòng)作。
a.回原點(diǎn)抓取
回原點(diǎn)抓取流程每次的循環(huán)取放貨流程過(guò)程中均存在回歸home位動(dòng)作。
b.非回原點(diǎn)抓取
在機(jī)器人程序的執(zhí)行過(guò)程中,存在15秒的延時(shí)判定條件,如既定時(shí)間內(nèi)抓取站臺(tái)滿足抓取條件,機(jī)器人可從放置站臺(tái)位行進(jìn)至抓取站臺(tái)位;若既定時(shí)間內(nèi)抓取站臺(tái)不滿足抓取條件,則機(jī)器人回歸home位。
整個(gè)成品件煙庫(kù)的件煙緩存系統(tǒng)相當(dāng)復(fù)雜,對(duì)于兩種抓取方式的優(yōu)劣,難以通過(guò)簡(jiǎn)單的計(jì)算來(lái)確定,特別是面對(duì)庫(kù)區(qū)產(chǎn)量的不確定性。為此需利用系統(tǒng)仿真技術(shù),全面檢查仿真系統(tǒng)的運(yùn)行情況,研究系統(tǒng)運(yùn)行過(guò)程中庫(kù)區(qū)流量與機(jī)器人抓取動(dòng)作之間的聯(lián)系,旨在分析回原點(diǎn)抓取是否能釋放機(jī)器人運(yùn)行潛能。見(jiàn)表7。

表7 機(jī)器人流量及利用率表
基于兩種抓取方式合并數(shù)據(jù)如表8所示。

表8 機(jī)器人兩種抓取方式對(duì)照表
通過(guò)圖表可以很直觀地感受到新的抓取方式在效率方面有明顯的提升,進(jìn)一步對(duì)兩種抓取模式的效率進(jìn)行對(duì)比分析,結(jié)果如表9、圖9所示。

表9 機(jī)器人改進(jìn)抓取方式效率提升表

圖9 新抓取模式下效率提升率
3.6 仿真結(jié)果
綜上所述,在不改變現(xiàn)有夾具的情況下,機(jī)器人對(duì)異型煙的入庫(kù)效率遠(yuǎn)低于標(biāo)準(zhǔn)件煙。為此以設(shè)備邏輯為切入點(diǎn),通過(guò)改變?cè)袡C(jī)器人抓取方式顯著提升機(jī)器人的抓取效率。
基于單臺(tái)套機(jī)器人對(duì)應(yīng)四根件煙的緩存道,在來(lái)料為700件/小時(shí)的情況,機(jī)器人對(duì)于標(biāo)準(zhǔn)件煙的抓取效率提升了12%,其對(duì)異型煙的抓取更是提升了30%。
4 結(jié) 論
傳統(tǒng)異型煙由于產(chǎn)量、外形尺寸規(guī)格種類(lèi)較多等原因,行業(yè)內(nèi)一般都采用人工處理的方法。本文簡(jiǎn)要描述了上海卷煙廠件煙成品入庫(kù)系統(tǒng)的改造過(guò)程,實(shí)現(xiàn)了異型煙與標(biāo)準(zhǔn)煙的共線自動(dòng)入庫(kù),改變了原有異型煙人工入庫(kù)或者另線入庫(kù)的物流狀態(tài)。統(tǒng)合資源改造原有標(biāo)準(zhǔn)煙線后共線入庫(kù),降低了物流成本,減少了對(duì)人工的需求,生產(chǎn)效率與工藝質(zhì)量方面均有大幅提高,進(jìn)一步提升了工廠的自動(dòng)化水平。
物流系統(tǒng)應(yīng)具有一定的拓展空間和較好的改造柔性,要在設(shè)備的關(guān)鍵環(huán)節(jié)充分考慮未來(lái)擴(kuò)展的需要,預(yù)留必要接口和改造條件,使今后實(shí)施系統(tǒng)的升級(jí)、優(yōu)化,設(shè)備局部技術(shù)的改造較為便利[5]。本次改造案例的成功實(shí)施,對(duì)于煙草行業(yè)內(nèi)兄弟工廠異型煙與標(biāo)準(zhǔn)煙的自動(dòng)共線入庫(kù)改造、建設(shè)均有積極的參考意義。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
甘肅教育(2020年14期)2020-09-11 07:57:42
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
動(dòng)漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
專(zhuān)用汽車(chē)(2016年4期)2016-03-01 04:13:43
時(shí)代英語(yǔ)·高二(2015年1期)2015-03-16 00:08:11
中國(guó)衛(wèi)生(2014年11期)2014-11-12 13:11:32