磨粒流加工壁面效應研究
2023-11-28 09:40:12湯爐濱文東輝孔凡志袁巧玲
中國機械工程 2023年9期
湯爐濱 文東輝 孔凡志 袁巧玲
摘要:數值模擬了圓柱內表面的初始粗糙度、入口流速和內孔直徑對壁面流場壓力、局部壓差及剪切力的影響規律,分析了入口處流場速度和剪切力的形成過程,從磨粒切削作用角度剖析了圓柱內表面入口處過拋現象的形成原因,結合磨粒流加工試驗揭示了各參數對壁面效應的影響規律。理論分析和試驗結果表明:增大圓孔直徑或減小入口流速能有效改善磨粒流流場壓力的均勻性,初始表面粗糙度對流場壓力數值及其局部壓差有微弱影響;入口處圓孔壁面速度突變引起剪切力突變,從而導致磨粒流加工過拋現象;初始表面粗糙度Ra=0.296 μm時有利于減弱磨粒流加工的壁面效應,而Ra=4.273 μm時有利于提高材料去除速率。
關鍵詞:流場壓力;剪切力;壁面效應;過拋現象
中圖分類號:TG580
DOI:10.3969/j.issn.1004-132X.2023.09.008
Research on Wall Effect of Abrasive Flow Machining
TANG Lubin1,2 WEN Donghui1,2 KONG Fanzhi1,2 YUAN Qiaoling1,2
Abstract: Effects of initial surface roughness, inlet flow velocity and hole diameter on flow field pressure, local pressure difference and shear force of cylinder inner wall were simulated by numerical method. Formation processes of flow field velocity and shear force at the cylinder entrance were detected, then over-polishing phenomenon accrued at the entrance of cylinder inner surfaces was deduced according to the abrasive forces action. Effects of all parameters on wall effect during abrasive flow machining was revealed by abrasive flow machining experiments and simulation. Theoretical analysis and experimental results show that, increasing diameter of round hole or reducing inlet flow rate may improve pressure uniformity of abrasive flow field effectively, initial surface roughness has a weak effect on flow field pressure value and the local pressure difference. Sharp transition of wall surface velocity at the entrance causes a sudden change of shear force, then leads to over-polishing phenomenon of abrasive flow machining. Initial surface roughness Ra=0.296 μm is conducive to weakening wall effect of abrasive flow machining and Ra=4.273 μm is conducive to increasing material removal rate.
Key words: flow field pressure; shear force; wall effect; over-polishing phenomenon
0 引言
航空航天、國防武器及汽車工業等對大長徑比微孔精密零件的需求日益增長,此類零件的拋光加工難度較大[1],磨粒流加工(abrasive flow machining,AFM)是一種能適應大長徑比復雜微孔流道的拋光技術[2-4]。然而,磨粒流加工過程存在較為顯著的壁面效應,即工件表面粗糙度和表面形貌的差異以及入口處的過拋現象導致加工后表面質量一致性較差,因此,調控磨粒流流場均勻分布是抑制壁面效應的關鍵因素,而磨粒流流場特性受入口壓力和流速、磨料濃度、磨粒粒徑、流動形態、工件初始粗糙度等因素的影響。
BARAIYA等[5]研究磨粒粒徑、磨料濃度、循環次數等對表面粗糙度的影響后發現:表面粗糙度的改善率隨循環次數和磨料濃度的增加而增加,隨磨粒粒徑的減小而減小,表面粗糙度最大降幅為37.89%。李俊燁等[6]研究磨粒流入口壓力對壁面壓力的影響來揭示其表面創成機理,發現入口壓力越大,異型曲面的表面粗糙度Ra越小,且壓力與速度的不匹配導致出現磨粒流漩渦現象。李琛等[7]數值模擬了流場壓力和速度流場的分布,經過20 h加工后,工件入口處與出口處粗糙度分別降至312 nm和566 nm。SINGH等[8]研究初始粗糙度為0.50~0.67 μm時不銹鋼316L的拋光效果,發現磨粒流加工后最佳表面粗糙度降至48 nm,降幅為92.2%。AZAMI等[9]提出了一種旋轉磨粒流加工方法,分析了磨粒粒徑和旋轉速度對表面粗糙度的影響,表面粗糙度可從微米級降低至納米級。SHARMA等[10]通過施加不同頻率的超聲波來改變磨粒流態,進而減小表面粗糙度,當施加頻率為20 kHZ時,表面粗糙度最大降幅為81.02%。WANG等[11]開發不同黏度的磨料,發現黏度較高的磨料加工工件后,其表面均勻性提高了58%。
已有研究多聚焦于各參數與表面質量、加工效率等加工特性的定性聯系,鮮有對流場壓力與剪切力分布規律的深入報道,以及對入口處過拋現象的成因剖析和壁面效應作用規律的闡述。本文以某航天零件上的圓柱內表面為研究對象,模擬了初始表面粗糙度、入口流速、圓孔直徑對磨粒流場壓力及剪切力的影響規律,闡明了不同參數對壁面效應的作用規律。
1 磨粒流場特性分析
1.1 磨粒流加工原理
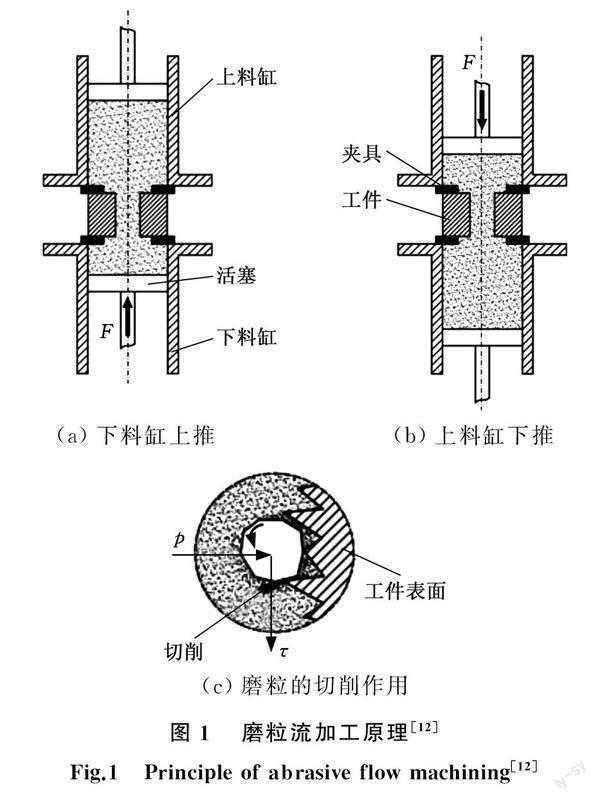
磨粒流加工原理如圖1所示。磨料裝入下料缸,將工件及夾具夾持在上下料缸之間,上下料缸、工件及夾具之間構成密閉空間。通過液壓力F推動上下料缸活塞,進而擠壓磨料使其往復切削加工工件的待加工面。
1.2 材料去除函數
計算流體動力學CFD中SST k-ω模型結合了k-ε和k-ω模型,適用于低雷諾數的湍流模型在壁面區域的模擬,在此情形下使用該模型具有更高的計算精度。SST k-ω模型表達式如下[13]:
式中,C1為常數。
1.3 粗糙表面的壁面特性
計時鳴等[17]將不同粗糙程度的圓柱內表面分為粗糙區、光滑區和過渡區,分類依據與黏性底層厚度δ′和粗糙厚度Δ有關。當δ′>Δ時,粗糙厚度對湍流核心幾乎沒有影響,稱為光滑區;當δ′<Δ時,粗糙厚度會加劇湍流程度,增大能量耗散,稱為粗糙區。兩種作用方式見圖2,而過渡區則介于兩個區域之間。
不同區域的摩擦力差異較大,進而對磨粒的流動形態產生影響。過渡區摩擦因數的計算公式為
(9)
式中,λ為摩擦因數;d為磨粒粒徑;r0為流道半徑;Re為雷諾數。
當d→0時,由下式得到光滑區的摩擦因數:
(10)
在粗糙區,粗糙凸面完全暴露在湍流核心,不依賴雷諾數,則摩擦因數計算公式為
(11)
2 磨粒流加工的數值模擬
2.1 幾何模型
圖3a為“夾具-工件”爆炸圖,采用拋光、鏜孔、鉸孔、線切割四種工藝方法加工出不同初始表面粗糙度的圓柱內表面,圓孔長L=200 mm,通過螺母和螺桿將工件和夾具固定,磨料在孔內的流動方向如圖3a中箭頭所示。圖3b為“夾具-工件”俯視圖,粗實線為所需要拋光的表面,陰影部分為磨料通道。由于上下料缸的往復加工參數相同,故僅對上料缸下推單向過程的磨粒流場特性進行仿真分析。利用SolidWorks軟件建立流場的幾何模型,如圖4a所示,包括料缸段、夾具段和圓孔段三部分;為保證數值模擬結果的收斂性與準確性,通過SolidWorks對幾何模型進行分割處理,再利用Workbench-Meshing對幾何模型進行網格分塊劃分,如圖4b所示。劃分后的網格類型為六面體,圓孔段的網格單元數為133 800,網格節點數為139 695。
2.2 參數設置
選擇多相流模型為Mixture,開啟能量方程,采用速度入口和壓力出口,主相設置為聚合物,動力黏度0.15 Pa·s,密度ρ0=1340 kg/m3;第二相設置為SiC顆粒,磨粒粒徑d=38 μm,磨料濃度η0=10%,環境溫度T0=293 K。壁面處采用無滑移邊界條件并設置其為對流換熱表面,以模擬暴露在空氣中的自然對流換熱,對流傳熱系數δ0=20 W/(m2·K)。采用拋光、鏜孔、鉸孔、線切割等四種工藝加工出不同初始表面粗糙度的圓孔,經吉泰TR200表面粗糙度儀測得壁面的初始表面粗糙度Ra依次為0.296 μm、1.820 μm、3.181 μm、4.273 μm。由式(8)可知,材料去除量與流場壓力和剪切力直接相關,而壓力和剪切力又與初始表面粗糙度Ra、圓孔直徑D0、入口速度vin相關,因此,以初始表面粗糙度、圓孔直徑、入口流速三個參數為變量進行數值模擬,分析各參數對圓孔壁面壓力及剪切力的影響規律。各參數水平及其數值見表1。
2.3 網格可靠性驗證
數值模擬時網格數量會影響計算結果的精度,故需要驗證網格數量與計算結果之間的無關聯性。本文以圓孔壁面為研究對象,即此處主要針對圓孔段的網格進行無關性驗證,得到三種不同網格數量下圓孔壁面不同位置處的無關性檢驗結果。由此可見:當網格數量由52 520增至133 800時,最大壓力變化率為9.060%;當網格數量由133 800增至206 016時,最大壓力變化率為0.386%。可認為當網格數量達到133 800時,計算結果之間的偏差在可接受范圍內,與結果存在無關性。
2.4 數值模擬結果
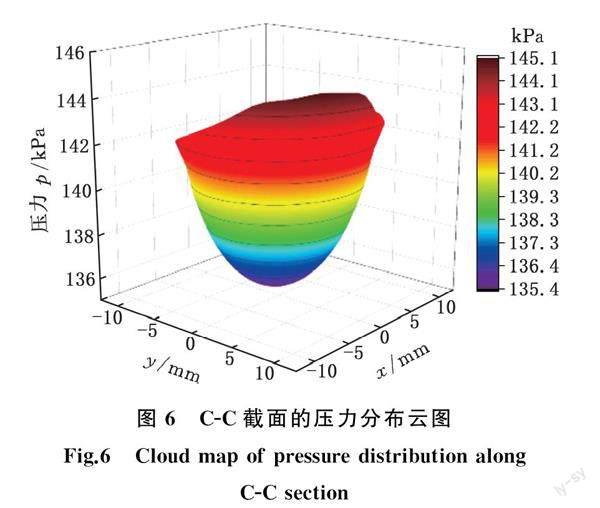
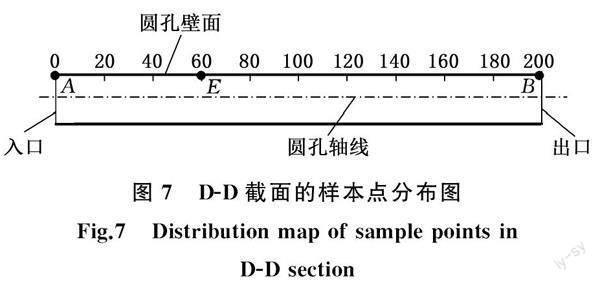
圖5為圓孔直徑D0=20 mm時的壓力分布云圖,圓孔長L=200 mm,沿磨料流動方向定義左端為入口,右端為出口,沿C-C方向剖開得到圓孔徑向截面壓力分布云圖,為了更好地表達C-C截面的壓力變化趨勢,利用后處理軟件對流場壓力分布云圖進行適當調整。由圖6可知,徑向上的壓力衰減量很小,且同圓周上的壓力也是很相近的,故需重點研究圓孔軸線方向上的壓力分布。沿圖5中D-D方向剖開得到軸向截面圖,見圖7,圓孔壁面在平面上投影為AB線,由式(4)可知材料去除量Δz與壓力p成正比,因此,選取AB為數據提取線,以AB線上壓力的均值和方差為標準來評判壓力的大小和分布均勻性,進而反映圓孔壁面材料去除量的大小及分布均勻性。圖7中AB線上0 mm處點A的壓力記為p1,60 mm處點E的壓力記為p2,定義局部壓差Δp= p1- p2。
由于出口B處壓力迅速下降至零,體現為AB線上200 mm處的壓力幾乎都趨于下降至零點附近,B點鄰近區域壓力的變化較小,因此對AB線0 ~180 mm處的壓力變化進行討論。圖8所示為vin=15 m/s、D0=20 mm時初始表面粗糙度對AB線上壓力的影響,可知壓力隨著初始表面粗糙度的增大而增大,因為粗糙度越大,壁面的粗糙度輪廓波動越大,磨粒就更易進入相鄰凸起的縫隙間而產生犁削效果[18]。壓力數值及其波動也十分明顯,但在140~180 mm處壓力隨初始表面粗糙度的增大而發生的變化并不顯著,這是因為磨粒在入口處與壁面發生激烈的碰撞,使得部分磨粒反彈回流,伴隨著流場的發展磨粒與壁面的接觸力逐漸減弱,壓力值也就越來越接近。圖9所示為D0=20 mm、Ra=0.296 μm時入口流速對AB線上壓力分布的影響,可知壓力隨入口流速的增大而增大,因為入口流速越大,磨粒的動能越大,壓力也就越大。上述總體變化趨勢表明:初始表面粗糙度明顯增大時,AB線上壓力的增長并不顯著。以vin=15 m/s、Ra=0.296 μm為例,進一步分析圓孔直徑對AB線上壓力的影響,由圖10可知圓孔直徑越小,壓力越大,且當直徑由15 mm減小至10 mm時,壓力有較為明顯的增大,最大增幅達61.50%。
對上述結果進行均值和方差分析,結果見表3~表5,由此可知:初始表面粗糙度越小,會在AB線上產生相對均勻且更小的壓力,但影響不顯著;更小的入口流速可以在AB線上產生更加均勻的壓力,但產生的壓力更小;更大的圓孔直徑可以在AB線上產生更加均勻且更小的壓力,圓孔直徑對壓力均勻性影響最顯著,均勻性提高約52.91%,說明圓孔直徑減小至一定程度時,壁面效應會越發顯著。依據上述結果,可以通過減小入口流速來提高磨粒流流場壓力分布的均勻性。
由圖8~圖10可知,隨著磨料的流動,AB線上同一位置處的壓力越來越接近,因此分析初始表面粗糙度、入口流速和圓孔直徑對局部壓差Δp的影響。圖11所示為三個參數水平對AB線上局部壓差的影響,其中橫坐標F1、F2、F3、F4分別表示初始表面粗糙度0.296 μm、1.820 μm、3.181 μm、4.273 μm,G1、G2、G3分別表示入口流速15 m/s、20 m/s、25 m/s,H1、H2、H3分別表示圓孔直徑10 mm、15 mm、20 mm。可知局部壓差隨著初始表面粗糙度和入口流速的減小而減小,而圓孔直徑越小,局部壓差卻越大,由式(11)可知當D0減小時,λ在增大,壁面粗糙區對磨粒流動形態的影響更加顯著,加劇了湍流程度,進而增大了能量損耗,但初始表面粗糙度對局部壓差的影響也不顯著。
入口處的非穩定流動會產生入口倒圓、過量切削等過拋現象[19],影響入口處的加工效果。圖12和圖13以D0=20 mm、vin=15 m/s、Ra=0.296 μm為例,通過分析圓孔入口處速度與剪切力的分布來研究過拋的形成過程。由圖12可知,當磨粒由大口徑的夾具段流入小口徑的圓孔段時,磨粒受到邊界的擾動及空間減小的影響,使得磨粒在入口處無序地滑擦加工表面,致使速度驟增再逐漸趨于平穩,這就致使磨粒剛進入圓孔時剪切力最大,然后呈現降低并逐漸趨于平緩的變化趨勢,進而導致磨粒在入口處對孔壁面產生過量切削,最終產生過拋現象。
由式(8)可知材料去除量Δz與剪切力τ正相關,進一步分析各參數對剪切力的影響。圖14所示為D0=20 mm、vin=15 m/s時初始表面粗糙度對AB線上剪切力的影響,由圖可知,剪切力隨著初始表面粗糙度的減小而增大,表明初始表面粗糙度越大入口處過拋現象越弱。圖15所示為D0=20 mm、Ra=0.296 μm時入口流速對AB線上剪切力的影響,由圖可知,剪切力隨著入口流速的增大而增大,表明入口流速越小入口處過拋現象越弱。圖16所示為vin=15 m/s、Ra=0.296 μm時圓孔直徑對AB線上剪切力的影響,由圖可知,圓孔直徑越小,在入口處的剪切力越小,但趨于穩定后反而越大,表明圓孔直徑越小入口處過拋現象越弱。
3 磨粒流加工試驗分析
采用Easy Flow 200擠壓珩磨機進行磨粒流加工試驗,該設備主要包含液壓系統、夾緊系統、控制及監測系統,通過夾緊圖3b所示的夾具端面以夾緊整個工件,控制及檢測系統控制料缸的運動并監測加工過程。該設備可以通過設置加工時間、加工周期、入口壓力等方式對工件進行加工。由材料去除函數可知,材料去除量與壓力直接相關,而初始表面粗糙度狀態會影響流場壓力的分布,因此針對工件上的圓孔進行初始表面粗糙度的單一因素試驗,控制圓孔直徑、磨料濃度、加工周期、入口壓力不變。
待加工工件為某航天零件42CrMo合金鋼材料,工件上圓孔壁面的初始表面粗糙度、磨料相關參數與前文數值模擬中的參數設置一致,圓孔直徑D0均為20 mm,長度均為200 mm。先將磨料倒入下料缸中,再將安裝好的夾具與工件放置在機床的夾緊平臺上夾緊,設置入口壓力為2.0 MPa,加工周期設為40次往復循環,采用雙向加工方式。
由數值模擬分析可知:一方面,隨著初始表面粗糙度的增大,磨粒與壁面的碰撞變得激烈,加劇了流場的湍流程度,進而造成更大的能量耗散,加快了壓力下降的速度,導致壓力分布均勻性變差,最終使得加工后圓孔壁面的粗糙度值分布均勻性更差;另一方面,隨著初始表面粗糙度的增大,壁面的粗糙度輪廓波動大,磨粒就極易進入壁面凸起的縫隙之間而產生更大的壓力,增大了磨粒切入工件的深度,進而產生更大的去除量,最終使其在同一個加工周期內獲得更高的材料去除率。因此,通過實驗研究不同初始表面粗糙度對圓孔壁面粗糙度值的變化率和粗糙度值分布均勻性的影響規律,以驗證不同初始表面粗糙度對AB線上壓力大小和分布均勻性的影響規律。為便于觀測,在圓孔壁面上均布a~e五個粗糙度值測量點,a點與圓孔邊緣相距5 mm,見圖17。五個測量點一個加工周期后的粗糙度值結果見表6,可知圓孔壁面的粗糙度值分布均勻性由好到差的排序為:拋光,鏜孔,鉸孔,線切割。圖18所示為e點的粗糙度值變化,且對e點的粗糙度值進行重復測試,添加誤差棒以表明測試結果的準確性,可知圓孔壁面的粗糙度值變化率由快到慢的排序為:線切割,鉸孔,鏜孔,拋光,最快約53.95 nm/次。由此可見,上述結果與表3的仿真結果相吻合。上述實驗結果也很好地驗證了不同初始表面粗糙度對壁面效應作用規律的影響。
選取某段流道,采用ZQ-601高清數碼電子顯微鏡對磨粒流加工前后的四種不同工藝孔壁面進行檢測,見圖19。可知通過拋光獲得的圓孔在經磨粒流加工后,其壁面最平滑光整,微觀不平整度相較于其他三者更低,最終獲得了更加均勻的表面。因此,除初始表面粗糙度值外,表面微觀形貌對磨粒流光整加工過程中粗糙度值的改善也具有重要影響。
4 結論
(1)當入口流速和初始表面粗糙度越小、圓孔直徑越大時,AB線上局部壓差越小,其壓力分布的均勻性也越好,磨粒流加工中的壁面效應越弱。
同時,各參數對AB線上壓力的影響程度又是不一致的,從大到小排序如下:圓孔直徑,入口流速,初始表面粗糙度,其中,圓孔直徑從10 mm增至15 mm時,壓力均勻性有較為明顯的提高,總共提高約52.91%。在實際磨粒流加工前,可以通過減小工件在上一道工序中加工后的表面粗糙度,或者減小入口流速來提高磨粒流流場壓力分布的均勻性。
(2)入口處圓孔壁面速度的突變導致剪切力突變,從而產生過拋現象。入口流速對AB線上剪切力的影響程度最大。更小的圓孔直徑和入口流速、更大的初始表面粗糙度,可以在AB線入口處產生更小的剪切力,更有利于減弱入口處的過拋現象,導致壁面效應也更弱。在實際加工中可考慮在工件兩端各加一段材料特性、表面形貌等與所加工圓孔一致的專用夾具,將入口處的過量切削區域轉移至此夾具上,從而避免入口處產生過拋現象。
(3)對不同初始表面粗糙度的圓孔壁面進行磨粒流光整加工試驗,結果表明:隨著圓孔壁面初始表面粗糙度的減小,其壁面的粗糙度值分布均勻性更好,更有利于減弱磨粒流加工中的壁面效應,其分布均勻性由好到差的排序為:拋光,鏜孔,鉸孔,線切割;隨著圓孔壁面初始表面粗糙度的增大,壁面的粗糙度值變化率更快,最快約53.95 nm/次,其變化率由快到慢的排序為:線切割,鉸孔,鏜孔,拋光。試驗結果與表面粗糙度狀態對壁面效應影響的數值模擬結果相吻合。
參考文獻:
[1]CHEUNG C F, WANG C J, CAO Z C, et al. Development of a Multi-jet Polishing Process for Inner Surface Finishing[J]. Precision Engineering, 2018, 52:112-121.
[2]焦悅, 賀斌, 李朋, 等. 大深徑比微孔加工技術及其發展[J]. 航空科學技術, 2018, 29(3):1-7.
JIAO Yue, HE Bin, LI Peng, et al. Large Depth Diameter Microporous Processing Technology and Its Development[J]. Aviation Science and Technology, 2018, 29(3):1-7.
[3]ANTUNES R A, SALADOR C A F, OLIVEIRA M C L. Materials Selection of Optimized Titanium Alloys for Aircraft Applications[J]. Materials Research, 2018, 21(2):e20170979.
[4]劉薇娜,蔡智杰,李云峰,等.噴油嘴微孔磨粒流拋光數值模擬與試驗[J].中國機械工程,2017, 28(1):13-19.
LIU Weina, CAI Zhijie, LI Yunfeng, et al. Numerical Simulation and Experiment of Microporous Abrasive Flow Polishing of Fuel Injector[J]. China Mechanical Engineering, 2017, 28(1):13-19.
[5]BARAIYA R, BABBAR A, JAIN V, et al. In-situ Simultaneous Surface Finishing Using Abrasive Flow Machining via Novel Fixture[J]. Journal of Manufacturing Processes, 2020, 50:266-278.
[6]李俊燁, 朱志寶, 張心明, 等.異形截面孔磨粒流精密加工質量分析[J].中國機械工程,2021, 32(17):2063-2073.
LI Junye, ZHU Zhibao, ZHANG Xinming, et al. Quality Analysis of Abrasive Flow Precision Machining of Special-shaped Section Holes[J]. China Mechanical Engineering, 2021, 32(17):2063-2073.
[7]李琛, 計時鳴, 譚大鵬, 等.軟性磨粒流加工特性及近壁區域微切削機理[J].機械工程學報,2014, 50(9):161-168.
LI Chen, JI Shiming, TAN Dapeng, et al. Microcarpiece Processing Characteristics and Near Wall Region of Soft Abrasives[J]. Journal of Mechanical Engineering, 2014, 50(9):161-168.
[8]SINGH H, SANKAR M R, JAIN V K. Simulation and Experimental Investigations into Abrasive Flow Nanofinishing of Surgical Stainless Steel Tubes[J]. Machining Science and Technology, 2018, 22(3):454-475.
[9]AZAMI A, AZIZI A, KHOSHANJAM A, et al. A New Approach for Nanofinishing of Complicated-surfaces Using Rotational Abrasive Finishing Process[J]. Materials and Manufacturing Processes, 2020, 35(8):940-950.
[10]SHARMA A K, VENKATESH G, RAJESHA S, et al. Experimental Investigations into Ultrasonic-assisted Abrasive Flow Machining(UAAFM) Process[J]. The International Journal of Advanced Manufacturing Technology, 2015, 80(1/4):477-493.
[11]WANG A C, CHENG K C, CHEN K Y, et al. A Study on the Abrasive Gels and the Application of Abrasive Flow Machining in Complex-hole Polishing[J]. Procedia CIRP, 2018, 68:523-528.
[12]高航, 付有志, 王宣平, 等.螺旋面磨料流光整加工仿真與試驗[J].浙江大學學報(工學版), 2016, 50(05):920-926.
GAO Hang, FU Youzhi, WANG Xuanping, et al. Simplified Assembly and Test Simulation and Test[J]. Journal of Zhejiang University(Engineering Edition), 2016, 50(5):920-926.
[13]李研彪, 陳強, 張利.鈦合金薄壁曲面液態金屬-磨粒流加工仿真與試驗研究[J].機械工程學報,2021, 57(23):220-231.
LI Yanbiao, CHEN Qiang, ZHANG Li. Simulation and Experimental Research on Liquid Metal-abrasive Flow Machining of Titanium Alloy Thin-walled Surfaces[J]. Journal of Mechanical Engineering, 2021, 57(23):220-231.
[14]尹洪超, 劉宵, 翟鎮德, 等. 多角度彎曲管磨粒流加工數值模擬研究[J]. 中國機械工程, 2021, 32(11):1299-1306.
YIN Hongchao, LIU Xiao, ZHAI Zhende, et al. Numerical Simulation of Multi-angle Bending Tube Grain Flow[J]. China Mechanical Engineering, 2021,32(11):1299-1306.
[15]張克華, 許永超, 丁金福, 等.異形內孔曲面的磨料流均勻加工方法研究[J]. 中國機械工程, 2013, 24(17):2377-2382.
ZHANG Kehua, XU Yongchao, DING Jinfu, et al. Research on Abrasive Flow Uniform Machining Method of Special-shaped Inner Hole Surface[J].China Mechanical Engineering, 2013, 24(17):2377-2382.
[16]蘭文濤, 吳愛祥.非牛頓流體管道流動方程及其近似解[J]. 哈爾濱工業大學學報, 2020, 52(12):140-146.
LAN Wentao, WU Aixiang. Non-Newtonian Fluid Pipeline Flow Equation and Its Approximate Solution[J]. Journal of Harbin Institute of Technology, 2020, 52(12):140-146.
[17]計時鳴, 李琛, 譚大鵬, 等. 軟性磨粒流加工方法及近壁區域特性[J].浙江大學學報(工學版), 2012, 46(10):1764-1772.
JI Shiming, LI Chen, TAN Dapeng, et al. SoftAbrasive Flow Machining Method and Properties of Near-wall Region[J]. Journal of Zhejiang University(Engineering Science Edition), 2012, 46(10):1764-1772.
[18]劉宵, 尹洪超, 穆林. 基于歐拉-歐拉方法的細長管道內磨粒流加工數值模擬研究[J]. 大連理工大學學報, 2021, 61(2):143-150.
LIU Xiao, YIN Hongchao, MU Lin. Numerical Simulation of Waste Flow Processing in Employed Pipeline Based on Euler-Euler Method[J]. Journal of Dalian University of Science and Technology, 2021, 61(2):143-150.
[19]FU Youzhi, GAO Hang, YAN Qiusheng, et al. A New Predictive Method of the Finished Surface Profile in Abrasive Flow Machining Process[J]. Precision Engineering, 2019, 60:497-505.
(編輯 陳 勇)
作者簡介:
湯爐濱,男,1998年生,碩士研究生。研究方向為超精密加工。
孔凡志(通信作者),男,1976年生,副教授。研究方向為超精密加工。E-mail:franzkong@zjut.edu.cn。
收稿日期:2022-06-06
基金項目:浙江省科技計劃(2021C01G6232927);浙江省公益技術應用研究項目(LGG22E050033)