觸發開關自動化裝配與調測系統設計
2024-04-29 05:49:26和明軍
組合機床與自動化加工技術 2024年4期
和明軍
(中國空空導彈研究院,洛陽 471009)
0 引言
觸發開關是機電觸發引信中廣泛使用的一類開關,主要用于控制引信爆炸序列中爆炸元件電路的工作狀態[1]。在無線電引信中,用于引信近炸功能失效、落地后備發火的導通[2]。這類開關結構簡單、安裝方便,裝配前可在離心試驗裝置上模擬測試閉合過載[3]。為避免觸發開關在使用中發生振動,防止鍍金層和鍍鈀層出現嚴重磨損,導致觸發開關失效[4-6],應加強工藝和質量控制,增加觸發開關批次例試考核,加強觸發開關生產過程中的測試。
隨著自動化裝配技術的發展,越來越多的調測和裝配生產任務走向信息化和智能化[7-8]。自動加工裝配生產線可以解決人工裝配工作容易出現誤差和故障、生產效率低、勞動強度大等問題[9-10]。通過將裝配過程和調測過程有效結合,形成一套高度集成的調測系統,可保證生產各個環節有效和高質進行。
本文針對觸發開關裝調系統各個單元進行結構設計,提高觸發開關裝配生產的自動化水平。為檢測觸發開關抗負載能力,提出一種過載檢測方法,實現過載測試的自主學習。同時,結合機器視覺和圖像分析技術對開關的關鍵部件進行視覺缺陷檢測,及時對不合格的產品進行處理。
1 觸發開關裝調工藝流程
觸發開關的生產調配流程由多個環節組成,每個生產環節對應指定的系統單元,觸發開關自動化裝調系統需要完成所有常閉式觸開關裝配、檢測、調測、灌封和固化任務。其中重點關注的是裝配和調測工藝,裝配工藝完成零件表面檢測、合件自動化鉚接和裝配,調測工藝對產品進行檢查、靜態電阻測量、動作過載調測試。在裝調過程中要重點解決兩個問題:
(1)裝配好的產品是否合格,為此需要經過調測系統的進一步測試,如采用過載測試的方法檢測彈簧合件能否經受住過載環境下的考驗,保證產品在實際使用過程中的安全穩定。
(2)裝配部件是否含有缺陷,如何快速對含有缺陷的部件進行篩查,為此使用機器視覺和圖像分析的方法可以篩查出不合格的部件,保證每一個部件符合產品質量的要求。
同時為保證某個單元發生故障時也可進行不間斷生產,各組成部分不僅具備聯合運行的功能,也可獨立運行。
2 自動裝調系統總體設計
觸發開關裝調系統主要包括7個部分,分別是主控單元、人工工位、裝配單元、調測單元、灌封單元、固化單元和存放單元,如圖1所示。
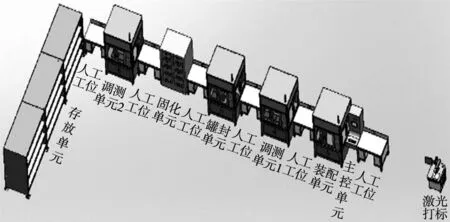
圖1 裝調系統各單元模塊
人工工位主要完成物料準備、產品打標、配套信息維護和裝調結果確認,維護產品配套信息,并將準備好的配套件放入相應的治具盤中。裝配單元負責主要的零部件組裝任務,主要由簧片鉚接機構、電路板合件裝配機構和萬字槽埋頭螺釘上料裝置組成,能夠對產品信息和裝配過程進行記錄。裝配好的產品需要進行動作過載測試,調測單元由調測單元1和調測單元2組成,能夠對產品調測結果進行記錄,同時調測單元2能夠完成動作過載自主調試和內六角圓柱頭螺釘灌封。裝配并調測完成的產品進入下一個環節,灌封單元主要完成觸發開關殼體點膠灌封、加壓固定等操作,并對產品灌封情況進行記錄。最后的固化單元負責提供觸發開關固化所需的環境,能夠自動完成常溫與高溫轉換,對完成殼體灌封并加壓固定的產品進行16 h常溫和2 h高溫(65 ℃)固化。本文將主要針對裝配單元系統和調測系統進行設計。
2.1 裝配單元系統設計
裝配單元主要由簧片鉚接機構、電路板合件裝配機構和萬字槽埋頭螺釘上料裝置組成,能夠對產品信息和裝配過程進行記錄,并向主控單元反饋任務執行情況。
裝配單元外形圖如圖2所示,設備床身采用標準方管焊接而成,臺面采用整塊鋼板加工而成,可保證加工精度。簧片鉚接機構主要由伺服鉚壓裝置、定位轉置、上下料機器人、視覺檢測設備、夾具和吸盤組成。其中鉚壓裝置的伺服電機控制鉚壓頭,沿導軌下行,定位準確,并且可準確控制鉚壓力,提高鉚壓合格率,如圖3a所示。電路板合件裝置由上下料機器人、安裝模具、擰緊裝置、視覺系統組成,如圖3b所示。

圖2 裝配單元組成
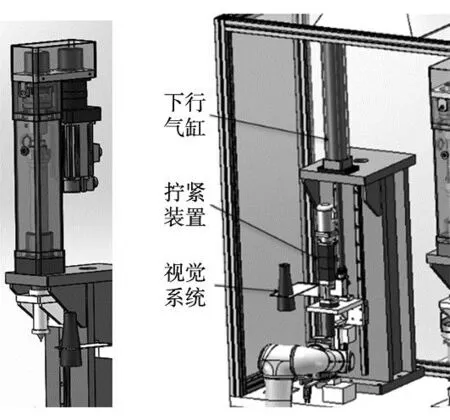
(a) 鉚壓頭裝置 (b) 電路板合件裝置
該單元裝配步驟為:機器人依次抓取輕(重)塊夾、簧片、輕(重)慣性塊,先到計算機視覺檢測機構下檢查外觀,然后放到鉚接胎具上,機器人夾爪移開,旋轉夾緊氣缸動作,將工件輔助壓緊,壓緊后,伺服鉚壓機下行,帶動鉚壓壓頭對工件進行鉚接,鉚壓機達到設定的壓力值后,停止下行,壓機返回,旋轉氣缸抬起,鉚接結束,形成簧片合件。
合件裝配抓取機器人將夾塊用吸盤吸起,放到合件模具上,然后合件裝配抓取機器人再到過渡胎具處,將簧片合件抓取,再將簧片合件套入合件模具上,然后合件裝配抓取機器人移開,推模具氣缸伸出,將胎具推到定位處,輔推氣缸伸出,靠緊工件,將工件定位。
振動上料裝置,將萬字螺釘沿輸送管,送到最前端鴨嘴處,氣缸帶動擰緊頭和螺釘鴨嘴下移擰緊螺釘。然后擰緊頭抬起,后移,對準另一個螺絲口,重復擰緊動作。擰緊完成,形成電路板合件。
2.2 調測單元系統設計
調測單元由調測單元1和調測單元2組成。調測單元1主要完成對電路板合件靜態電阻的初測和復測,對電路板合件進行動作過載測試。如圖4所示,單元機構由上下料機器人,伺服電機及驅動一套,回轉裝置,控制系統,報警系統,防塵裝置,設備床身等組成。人工從裝配單元取出部件送到調測單元1,由機器人抓取電路板合件放到固定胎具上,將電路板合件固定,伺服轉臺旋轉90°,將下一個電路板合件放到固定胎具上,在調測臺上擺滿4個工件。伺服轉臺按照設定的條件旋轉,進行過載檢測。

圖4 調測單元1機構組成
調測單元2能夠對調試合格產品內六角圓柱頭螺釘突出長度進行檢測,記錄、反饋調測信息和故障信息,并對故障件區分存放。如圖5所示,單元內部包括伺服轉臺,工裝夾具,電阻檢測裝置,過載檢測裝置,過載調節機構、計算機視覺檢測系統和涂膠機構。人工將部件放到調測單元2內,由機器人抓取工件,放到轉盤的胎具上,將開關固定,首先檢測靜態電阻,4件同時進行。然后轉臺旋轉,進行過載檢測,經過調測合格的開關,利用計算機視覺檢測螺釘外部長度,復測檢測結果。
3 觸發開關自動過載檢測方法
為保證觸發開關能夠經受極端載荷等特殊場景,在產線中應提前做好過載檢測工作。如圖6所示,在過載檢測過程中,離心機的轉速可以測得,離心機產生的離心力與簧片慣性塊觸頭與電路板之間的接觸力存在著聯系;其次,慣性塊觸頭與電路板之間的接觸力又會受到內六角圓柱頭螺釘給簧片壓力的影響;然后,內六角圓柱頭螺釘給簧片的壓力可以反映于內六角圓柱頭螺釘的擰緊距離;最后,通過上述各因素之間的關聯,可以得出離心機轉速與內六角圓柱頭螺釘擰緊圈數之間的關系。

圖6 過載檢測各因素關系
采用仿真的方式來模擬調測過程中各種接觸力的變化,根據仿真結果建立關系式,將觸發開關的三維模型導入到Ansys軟件中,進行應力分析。將電路板設置為固定,簧片與電路板之間設置為固定,慣性塊觸頭與電路板之間設置為接觸,調測螺釘端面與簧片之間設置為接觸。對內六角圓柱頭螺釘施加不同的力,得出內六角圓柱頭螺釘的擰緊圈數與螺釘給簧片的壓力之間的關系:
F=aX+b
(1)
式中:F為螺釘產生的力,N;X為螺釘的擰緊距離,mm;a、b為常量。
對簧片合件進行受力分析。如圖7所示,在施加螺釘壓力的過程中,根據力的傳遞方式可知,發生作用的兩個位置為調測螺釘與簧片側端面接觸處,和慣性塊觸頭與電路板之間接觸處。離心力由轉盤產生,根據轉速和轉盤半徑可以求得離心力大小。而離心力與螺栓的壓力和簧片的預緊力相平衡,從而求出螺釘擰緊產生的力大小。最后根據擰緊圈數和螺釘力的關系即可求出螺釘擰緊圈數與離心機轉速之間的關系。
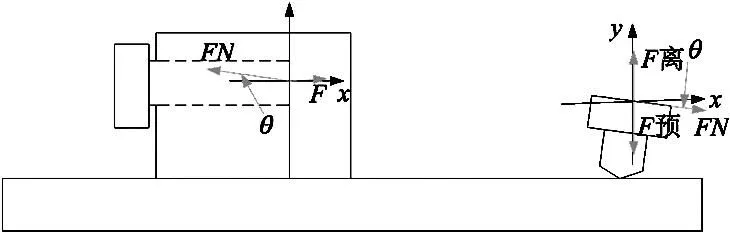
圖7 離心旋轉時受力圖
4 基于機器視覺的關鍵件缺陷檢測
在裝配單元中,簧片合件鉚接工序前,需要對輕(重)慣性塊觸頭表面進行計算機視覺檢測。輕(重)慣性塊觸頭表面主要需要檢測黑點、和劃痕等缺陷。采用2000 W像素相機、遠心鏡頭,并搭配穹頂型光源進行圖像采集。將輕(重)慣性塊觸頭表面采集的圖像進行局部放大,只保留球面部分,對該部分圖像進行預處理,如圖8所示。

(a) 圖像掩膜 (b) 圖像濾波 (c) 圖像差分 (d) 二值化處理
二值化處理的結果使用形態學操作簡化圖像數據,并除去不相干的結構。通過對處理后的圖像進行邊緣檢測,分析灰度值變化較大的像素點集合。用梯度表示灰度值的變化程度和方向,可以通過點乘一個sober或其他算子得到不同方向的梯度值gx(m,n),gy(m,n)。本文通過以下公式計算梯度值和梯度方向。
(2)
(3)
對處理后的圖像進一步采用特征提取,這里缺陷特征提取方法采用灰度共生矩陣。灰度共生矩陣能夠靈活的描述紋理更為細微的特征,從中提取角二階矩、對比度、熵、面積和周長等,式(4)和式(5)分別為特征面積和周長提取表達式。
(4)
L=∑(x,y∈R)1
(5)
通過程序實現對缺陷的篩選工作,根據劃痕輪廓面積和周長進行缺陷篩選,篩選掉小的噪聲點,并用矩形框選出劃痕缺陷位置,目標輸出結果如圖9所示,最外層大方框為待檢測區域,內部多個小型方框表示金屬表面缺陷所在位置。兩圖像處理結果的不同來源于篩選精度的不同。
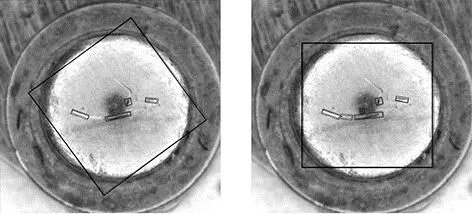
圖9 慣性塊觸頭缺陷檢測
5 結論
為提高觸發開關生產過程的質量和效率,本文設計了一套觸發開發自動裝配與調測系統,并對其中的裝配和調測單元進行了詳細介紹,實現了觸發開發自動裝配、鉚接、檢測、調測、灌封和固化。同時,采用仿真和模型計算結合的自主裝調算法對簧片合件進行了過載測試,保證開關裝配件的產品質量。采用機器視覺檢測方法對慣性塊觸頭表面的微小缺陷進行自動檢測,進一步提高了系統的智能化程度。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34