基于BIM技術的大跨度雙曲面鋁板吊頂施工工藝
2024-05-07 05:28:00彭歡
山西建筑 2024年9期
彭 歡
(中鐵十四局集團有限公司,山東 濟南 250000)
隨著建設行業的快速發展,建筑與生態的協調美感變得越來越重要,對工程的外觀品質要求也越來越高,形式也更加多樣化[1]。近年來,中國相繼建成了一批規模宏大的公共場所,比如會展中心、機場和商業大樓等,這些超大空間建筑,由于跨度長、空間大、體系構造復雜、施工難度大,在施工階段為了規避不良情況的發生,確保安全施工,要進行全方位綜合考慮,確保工程順利地實施[2]。本文結合大跨度下雙曲面鋁板吊頂的施工,對吊頂系統設計與施工進行全方位敘述與科學分析,在實施中將模擬計算、BIM應用與結構空間碰撞[3]轉化為實際空間結構,進行一個全過程的設計與施工創新技術的總結。
1 雙曲面鋁板吊頂設計說明
大懸挑雙曲面造型穿孔鋁板吊頂位于3層,吊頂懸挑長度為36.5 m,寬度為26.4 m,相對高度8 m~19.23 m,主龍骨采用120 mm×60 mm×5 mm鍍鋅鋼管,副龍骨為50 mm×50 mm×4 mm的鍍鋅鋼管,外部經過碳氟噴涂處理[4]。裝飾鋁板選擇使用3 mm厚的雙彎曲穿孔鋁板[5],四邊采用自攻螺釘固定。收口鋁板則采用2.5 mm厚的鋁單板。整體造型采用6條腰線,每條腰線都具有不同的彎曲度,橫向設計分為內側弧形和外側弧形。鋁板是不規則的平行四邊形,每片的大小均不相同。因此,基礎鋼框架的大小和夾角也各不相同,其鋁板吊頂效果如圖1所示。

2 工程特點及難點
2.1 工程特點
1)懸挑長度為36.5 m,寬度為26.4 m,相對高度從8 m到19.23 m不等。2)對于雙曲面鋁板吊頂,存在造型復雜、分格不規則、規格眾多、存在翹曲值[6]。
2.2 工程難點
1)鋁板吊頂跨度大,存在雙曲面,施工測量、吊點定位困難,在測量時應綜合考慮建筑壓縮[7]、施工溫差[8]、風荷載作用變形[9]、移位影響[10]等。2)施工高度高,需采用合理的操作平臺保障其施工安全[11]。3)飾面鋁板為雙曲面不規則造型,加工及安裝難度高,須嚴格控制加工及安裝精度[12]。
3 施工工藝及技術要點
根據不同專業的管線布局,對天花板進行了建模。然后使用CAD軟件繪制了一張可供測量的數字化圖紙[13],將其與天花板上的柵格位置以及高程對應起來。根據這個過程,對每個構件的尺寸進行了繪制,并起到了一定的引導作用。采用BIM技術,以“面-線-點”分解思想為基礎,將天花板分解為單獨的曲面,并將其進一步分解為每個單項高程點,作為建筑控制高程[14]。在保證測量精度的前提下,按照一定的空間間隔進行了多次切割,得到了每個截面。每個截面構成了一個相對獨立的高程控制系統,最終完成了將單一平面結合成雙曲線的立體空間效果。
4 施工工藝
4.1 工藝流程
深層次設計→二次測量,三維掃描→BIM建模→抽取三維坐標→主要建筑物的變形檢查→工藝參數抽取→模塊化建筑拆除→鋼架結構的制造→鋼架的提升與接頭部位的定位與焊接→重新測量鋼構及樣板→鋁板處理→鋁板固定→建筑質量檢驗。
4.2 定位放線
1)根據場地的實際情況,在現場進行基準軸線和基準高程的交接。2)測量已交付的參考線的誤差,并根據結果來評估參考線的精度。完成基線檢查后,放樣控制軸,在地面上用墨筆劃出并做好標記。3)使用激光全站儀,以控制軸為參考點,將控制點導入到鋼屋蓋桁架的下弦處[15],并在此基礎上進行標記。4)根據控制線路和圖紙,在施工現場標記出吊桿的掛點并進行標識。5)在天花板的剖面圖中,可以使用墻面、圓柱和額外的標桿來測量參考高程,并標注弧形天花板的終端控制標高。
4.3 三維建模
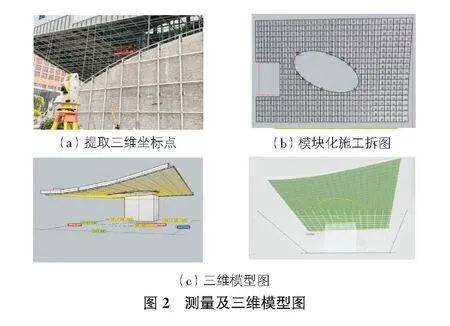
1)采用全站儀、三維建筑掃描儀對現場主體結構進行數據測繪[16],測繪點位數據導入電腦,根據設計效果及安裝方案在犀牛軟件進行現場復刻建模,在模型內對各節點進行優化。2)確認模型優化符合現場使用要求后,開始建立龍骨基層圖、面層分割圖,再次復核無異常后將模型進行參數化,提取主次鋼架龍骨點位數據、飾面鋁板生產加工數據[17],并繪制鋁板加工圖紙下單到生產車間進行模具制作及雙曲鋁板生產,測量及三維模型建模如圖2所示。
4.4 壓型模具制作及鋁板生產
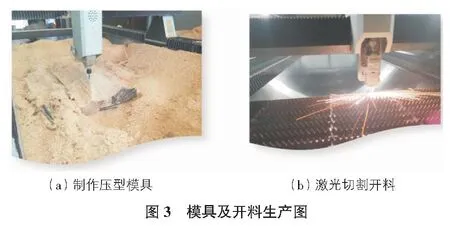
1)根據下單鋁板數據制作1∶1造型壓型模具[18]。2)生產制作主要控制節點:鋁板加工零件圖攤平、配料、開料、穿孔、壓型、焊接、打磨拋光、預拼裝、校正、二次打磨、氟碳噴涂,模具及開料生產圖如圖3所示。a.各生產控制節點環節,需對生產質量進行全程監督把控,發現質量異常的即刻進行調整返工。b.半成品完成且需要將板材分模組在車間進行預拼裝,便于檢驗曲面圓滑度、拼接縫隙是否均需、拼接效果是否符合使用要求、可見面是否符合噴涂要求等[19]。
4.5 轉換層骨架安裝
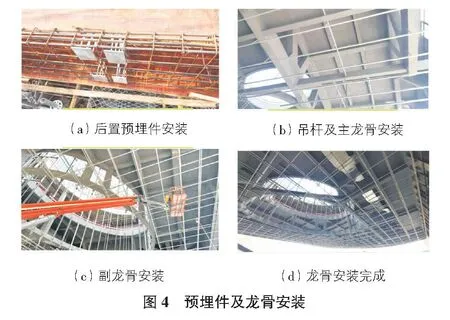
1)根據放樣定位,首先對預制好的轉換層框架基底進行組裝。按照圖紙的要求,在工地上進行不同規格的主要鋼材切割,并按照圖紙上的序號進行鋼材的鋪設[20]。2)在吊裝鋼材之前,需要對焊縫部位進行打磨,將防銹油清除掉,讓金屬表面變得光滑。3)當進行鋼材吊裝時,根據序號,將尺寸為120 mm×60 mm×5 mm的熱鍍鋅鋼管與預制埋板進行焊接。4)在吊鋼上焊接120 mm×60 mm×5 mm鍍鋅鋼管作轉換層主龍骨。5)在主龍骨上焊接50 mm×50 mm×4 mm鍍鋅鋼管作為副龍骨。6)根據深化方案和建筑三維建模,將使用全站儀對主梁進行精確定位,并在主梁上標注出異形鋁板單板的位置[21]。然后在主梁上焊接50 mm×50 mm×4 mm的熱鍍鋅鋼管,以形成雙曲線懸臂受力框架。7)焊接鋼材時,應采用兩面焊接,注意保持鋼材的縱向和橫向平直,禁止傾斜。8)在焊接完成后,監造人員將對焊縫進行檢查,同時確保焊縫已經進行了防腐處理,具體情況請參見圖4。
4.6 飾面鋁板安裝
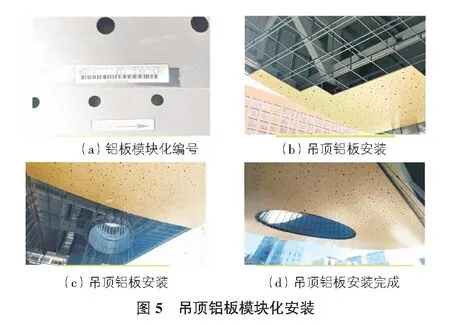
1)根據三維建模得到的平面布置平面圖,鋁合金異型單板的安裝高度和定位由其在平面圖上的定位決定。2)鋁板位置確定后,從橢圓造型位置呈放射式向四周排列鋁板。3)鋁板安裝時采用自攻螺絲對異形鋁板四周進行連接加固。4)每完成一排鋁板,對鋁板的安裝位置、平順度和標高進行復測,不平順的鋁板及時進行精確微調。5)全部鋁板吊裝完成且對縫隙進行填縫處理、修復。6)安裝外檐收口鋁板采用2.5 mm鋁單板,按設計要求對吊頂飾面的外邊緣收口、轉角收口、平面對接收口進行處理。7)鋁板安裝完成后,揭除鋁單板表層的防護膜,并組織進行驗收,吊頂鋁板模塊化安裝如圖5所示。
4.7 過程質量控制
1)水平控制線實測必須準確無誤。龍骨安裝必須按圖紙及二次建模所給出的龍骨標高基準點安裝;完成且經整體調整后再安裝面板。在安裝過程中,請根據設計圖和二次造型指引,安裝相應的板面。如果需要安裝重型設備,無法直接懸掛在天花板上,可以使用獨立的懸掛裝置將其與建筑物直接連接。
2)為確保吊頂的完整性,預留的各項孔洞必須符合相關設計圖紙及規范的要求,在吊頂中安裝額外的龍骨及吊件,以防止吊頂出現裂縫[22]。
3)天花板必須與主要建筑或附屬建筑物結合在一起,不能掛在任何管道和裝置上,它們還應該在橫向上進行可靠的連接,以確保整體性。
4)在安裝穿孔鋁板之前,需要先選擇合適的板材,確保顏色、規格、圖案或打孔的疏密程度一致。在裁剪板材時,要控制好切割的角度,使得切口的邊緣和毛茬都保持平直。在安裝過程中,要按照預先計劃進行,以避免出現拼接不平整或錯臺的情況。
5)在設計吊頂時,需要注意與其他專業的協調。在吊頂放線和施工過程中,要綜合考慮吊頂內部管道的走向、燈具的安裝位置、空調風口的設置和深度等因素。每個開孔都需要經過相關建設單位的批準才能進行。
5 結語
本項目使用現場三維掃描、BIM和犀牛三維建模等技術對大型雙曲鋁合金天花進行建模。依據圖紙和工藝圖紙對其進行精確定位,生成符合設計規范的單側雙曲鋁板天花的弧線,最終實現雙曲鋁合金天花體系的建造。通過施工多個復雜曲面結構的天花體系,可以提高工作效率、降低費用,并實現一次成型,最終獲得最佳效果。此外,該方法還能有效監控施工質量、降低工程費用、縮短施工時間,確保工程的安全性。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
汽車實用技術(2020年16期)2020-09-06 13:28:22
當代工人(2019年20期)2019-12-13 08:26:11
制造技術與機床(2017年9期)2017-11-27 02:14:26
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
西安建筑科技大學學報(自然科學版)(2014年2期)2014-11-12 13:04:54
河南科技(2014年12期)2014-02-27 14:10:44