熱處理工藝對激光熔覆316L溫度場與應力場的影響規律
2024-05-08 07:55:34李燕樂潘忠濤戚小霞崔維強陳健李方義
中國機械工程 2024年4期
關鍵詞:方向
李燕樂 潘忠濤 戚小霞 崔維強 陳健 李方義
摘要:
為研究不同熱處理工藝對激光熔覆殘余應力的調控作用,利用ANSYS有限元分析軟件建立了熱力耦合模型,對不同溫度(22~900 ℃)的熔覆前預熱處理、不同溫度(200~1000 ℃)的熔覆后退火處理以及熔覆前后協同熱處理條件下的激光熔覆316L不銹鋼溫度場和應力場進行了數值模擬。研究結果表明:預熱對熔池溫度影響最大,熔池溫度隨預熱溫度的增高而增高;退火處理對激光熔覆殘余應力的改善效果最好,800 ℃退火處理可使殘余應力減小約50%,其次是熔覆前后協同熱處理,可使殘余應力減小約35%,預熱處理對激光熔覆殘余應力有一定改善,其中預熱500 ℃可使殘余應力減小約20%。
關鍵詞:316L不銹鋼;激光熔覆;熱處理;數值模擬;殘余應力
中圖分類號:U270
DOI:10.3969/j.issn.1004132X.2024.04.010
開放科學(資源服務)標識碼(OSID):
Effect of Heat Treatment on Temperature and Stress Distribution during
Laser Cladding of 316L Steels
LI Yanle1? PAN Zhongtao1? QI Xiaoxia1? CUI Weiqiang1? CHEN Jian2? LI Fangyi1
1.Key Laboratory of Efficient and Clean Machinery Manufacturing,Ministry of Education,School of
Mechanical Engineering,Shandong University,Jinan,250061
2.China Railway 14th? Bureau Group Corporation Limited,Jinan,250101
Abstract: In order to study the control effectiveness of different heat treatment processes on the residual stress of laser cladding, a thermo-mechanics coupling model was established by using ANSYS finite element analysis software. The temperature and stress fields during the laser cladding of 316L stainless steel were simulated under the conditions of preheating(22~900 ℃) before cladding, annealing treatment(200~1000 ℃) after cladding and combined heat treatment before and after cladding. The results show that preheating has the greatest influence on the temperature of molten pool. The temperature of the molten pool increases with the increase of the preheating temperature. Annealing treatment has the best effect on improving the residual stress of laser cladding, and the residual stress is reduced by about 50% at 800 ℃. Comparatively, followed by preheating and annealing treatment, the residual stress is reduced by about 35%. In addition, preheating treatment may also effectively adjust the residual stress, with a reduction of 20% at 500 ℃.
Key words: 316L stainless steel; laser cladding; heat treatment; numerical simulation; residual stress
收稿日期:20230925
基金項目:國家自然科學基金(52275495);泰山產業領軍人才工程專項經費(tscx202306015)
0? 引言
激光熔覆(laser cladding)是一種表面改性技術,采用高能激光束對熔覆層和基體同時加熱,使熔覆層材料與部分基體共同熔化并快速冷卻,從而在基材表面獲得良好冶金結合的優質涂層。激光熔覆具有冷卻快、涂層稀釋率低、變形小、易實現自動化等優點,可顯著改善基體表面耐磨、耐蝕及抗氧化等特性,因而得到廣泛應用[1-4]。殘余應力是影響激光熔覆成形質量最重要的因素之一,熔覆層裂紋、耐磨損性、抗腐蝕性等都和殘余應力分布密切相關。WANG等[5]通過減小涂層中的殘余應力,避免了硬面涂層中的裂紋產生;張天剛等[6]的研究表明,涂層中應力集中的區域出現裂紋的幾率較大;ZHU等[7]和郭華鋒等[8]發現,一定的殘余壓應力有利于涂層耐磨性的提高;CRUZ等[9]通過研究發現,壓應力抑制了SLM 316L不銹鋼的薄膜生長,降低了再鈍化動力學,提高了316L不銹鋼的抗點蝕性。因此,對殘余應力的分布和調控進行研究,消除或改善應力分布情況,對提高熔覆層的性能具有非常重要的現實意義。
激光熔覆殘余應力與激光熔覆工藝參數[10]、掃描策略[11]和后處理方法[12]密切相關。目前,對激光熔覆殘余應力的調控研究多是基于優化工藝參數的數值模擬研究。VUNDRU等[13]利用ABAQUS建立了CPM9V粉末在H13工具鋼表面激光熔覆的熱力耦合模型,對殘余應力進行分析后確定了減小拉應力的最佳熔覆工藝參數。王麗芳等[14]利用ANSYS建立了單層熔覆模型,探究了工藝參數對熔覆層殘余應力的影響規律,結果表明,掃描速度及激光功率對殘余應力的影響最大。MENG等[15]建立了順序耦合模型,在不同工藝參數和掃描策略下實現對Inconel718合金激光增材制造中溫度場和應力場的模擬,結果表明,較小的激光功率、較大的掃描速度以及合理的掃描策略可有效避免熔覆中的應力集中。
此外,一些學者還對預熱條件下的激光熔覆進行了數值模擬。古昭昭[16]對同軸送粉激光熔覆的溫度場及應力場進行了模擬,研究表明,預熱可明顯改善殘余應力分布。趙元[17]開展了曲率葉片激光熔覆修復的數值模擬研究,結果表明,基體預熱溫度從220 ℃提高到420 ℃時,變曲率葉片熔覆層的兩類應力皆呈下降趨勢。蔡春波等[18]利用SYSWELD建立了三維有限元模型,對不同預熱溫度下激光熔覆鐵基涂層的過程進行了數值模擬,分析不同預熱溫度下溫度場和組織轉變的變化規律,研究冷卻速度和組織轉變對殘余應力場的影響。
熱處理工藝對激光熔覆316L溫度場與應力場的影響規律——李燕樂? 潘忠濤? 戚小霞等
中國機械工程 第35卷 第4期 2024年4月
盡管一些學者已經利用數值模擬的方法對激光熔覆殘余應力的調控進行了研究,但大多是通過優化工藝參數或預熱處理來調控殘余應力,關于通過熔覆后熱處理及熔覆前后協同熱處理工藝來調控殘余應力的數值模擬缺乏研究。基于此,本文建立了三維熱彈塑性模型,通過熱力耦合數值模擬,對不同熱處理工藝對激光熔覆溫度場、應力場的影響規律進行研究。通過對比熔覆前預熱處理、熔覆后退火處理及熔覆前后協同熱處理工藝對激光熔覆殘余應力的影響,探索調控激光熔覆殘余應力的最優熱處理工藝。
1? 有限元建模與實驗方法
1.1? 激光熔覆有限元模型的建立
激光熔覆過程中,在高能激光束的照射下,光斑區域及其周圍的基材被迅速加熱形成熔池并產生彈塑性變形,熔池與周圍基材產生極大的溫度梯度,由于材料在不同溫度下熱膨脹系數、彈性模量、屈服強度等力學性能存在差異,溫度梯度導致不均勻的膨脹收縮,故而產生熱應力。
利用ANSYS軟件對激光熔覆溫度場和應力場進行數值模擬時,由于溫度場對應力場有很大影響,而應力場對溫度場的影響很小[19],因此建立了順序熱力耦合模型。先利用APDL命令流對模型施加高斯熱源,對溫度場進行計算,獲得節點溫度數據,然后利用ANSYS軟件中的單元轉換功能將模型中的熱單元轉換為結構單元,并設定相應的結構邊界條件,將溫度場節點數據加載到模型之中,由此得到激光熔覆應力場的有限元模型,進一步進行應力場的計算,得到激光熔覆殘余應力場的分布。
1.1.1? 幾何建模及網格劃分
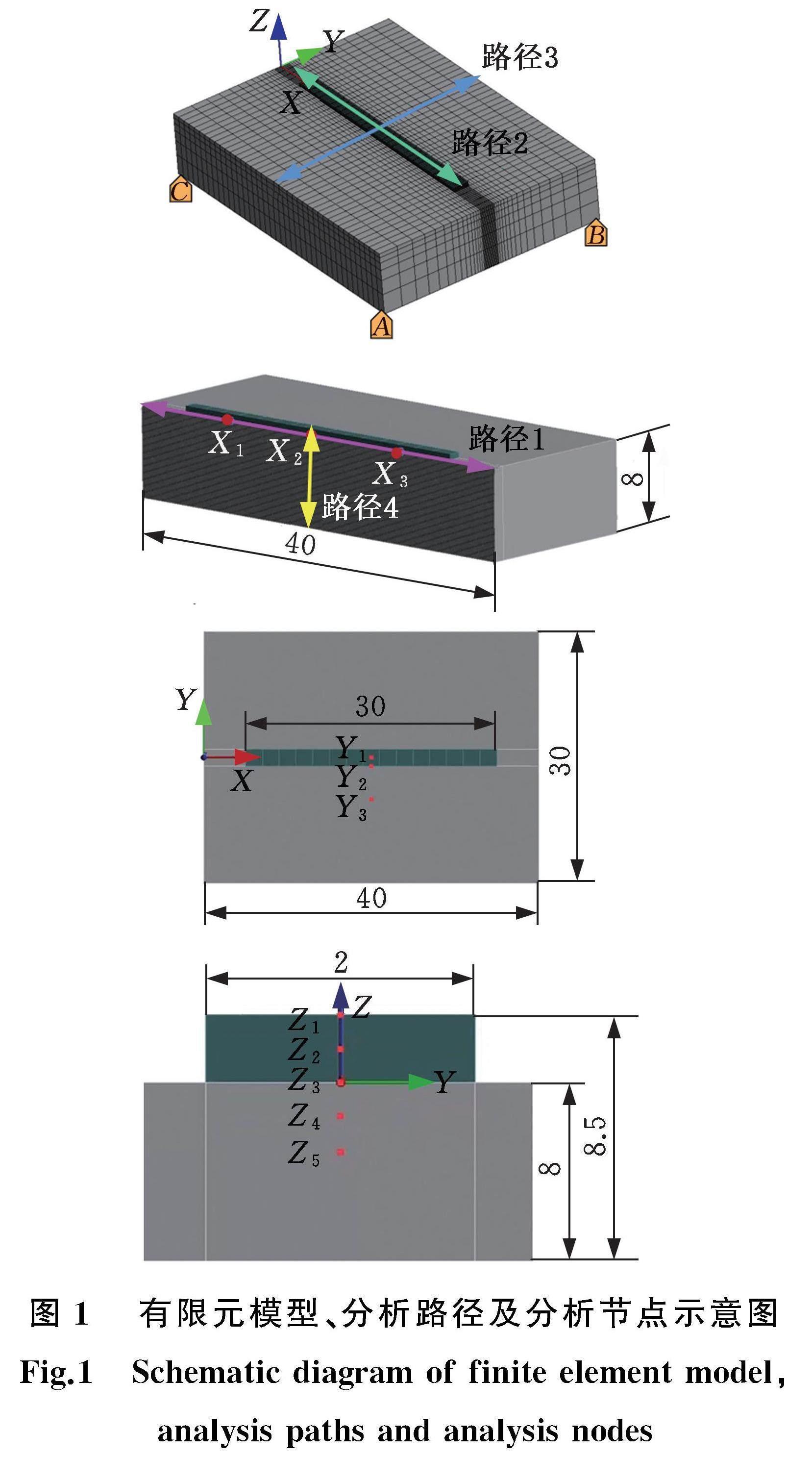
單道單層激光熔覆有限元模型如圖1所示,基體尺寸為40 mm×30 mm×8 mm,熔覆層尺寸為30 mm×2 mm×0.5 mm。熔覆區域溫度變化劇烈,溫度梯度及應力較大,為確保計算結果,模型采用六面體梯度網格,即越靠近熔覆層,網格越密集,如圖1所示,模型的單元和節點總數分別為14 520和66 373。模型自由度約束采用三點固定法,對A點施加X、Y、Z方向約束,B點施加X、Y方向約束,C點施加Z方向約束。
為進一步分析模型溫度場與應力場的空間分布規律,在模型上設置了不同的分析節點和分析路徑。如圖1所示,于熔覆層與基體的連接處沿激光掃描方向設置X1(0.01,0,0)、X2(0.02,0,0)、X3(0.03,0,0)共3個節點;于基體上表面沿橫向設置Y1(0.02,0,0)、Y2(0.02,-0.001,0)、Y3(0.02,-0.005,0)共3個節點;熔覆中部沿厚度方向設置Z1(0.02,0,0.0005)、Z2(0.02,0,0.000 25)、Z3(0.02,0,0)、Z4(0.02,0,-0.000 25)、Z5(0.02,0,-0.0005)共5個節點。為研究不同位置的殘余應力分布情況,設置了4條路徑,如圖1所示。由于熔覆層沿激光掃描方向會形成較大的縱向殘余應力,因此路徑1與路徑2均沿激光掃描方向設置。路徑1設置在熔覆層與基體結合處,這是因為熔覆層和基體采用的是不同的材料,其彈性模量、熱膨脹系數等材料特性存在差異,容易發生應力集中。路徑2設置在熔覆層上表面,目的是研究熔覆層表面處的應力分布。由于垂直于激光掃描方向的溫度梯度最大,產生的熱應力也相應很大,因此沿橫向設置的路徑3與沿厚度方向設置的路徑4均垂直于激光掃描方向。由于熔覆層與基體的結合處容易發生應力集中,增大了裂紋生成的可能性,因此所選路徑主要設在此處,可以很好地反映整個模型的應力分布特點[15,20-21]。
根據文獻[22-23],結合Jmatpro材料模擬軟件,獲得了基體45鋼和熔覆材料316L隨溫度變化的材料熱物性參數,如圖2所示。
1.1.2? 移動熱源加載
由于激光熱源具有一定的穿透深度[20,24],故激光熔覆模擬中采用高斯分布的體熱源模型[25-27],該模型可以很好地描述激光熱功率密度沿高度方向衰減的空間分布特點,表達式為[24,28]
Q=6ηPππR3exp(-3r2R2)(1)
r2=(x-x0-vt)2+(y-y0)2+(z-z0)2(2)
式中,Q為熱流密度;η為激光吸收率,一般取0.25~0.6[21,28-29],本文取0.45;P為激光功率;R為光斑半徑;r為空間內任意一點至光斑中心的距離;x0、y0、z0為激光掃描的起始坐標;v為激光的移動速度;t為時間。
在激光熔覆過程溫度場的計算中,通過有限元模型的熱對流模塊和熱輻射模塊在模型表面施加熱對流和熱輻射,對流傳熱系數為10 W/(m2·K),接近自然對流,輻射率為0.4。
1.1.3? 熱處理工藝參數
激光熔覆數值模擬的基本工藝參數為:激光功率1200 W,掃描速度5 mm/s,熱源半徑1.5 mm。熱處理的工藝參數由熱處理方式、預熱溫度、退火溫度3個因素組成,如表1所示,本文共進行了9組預熱處理、5組退火處理以及2組協同處理工藝條件下的激光熔覆數值模擬。
1.2? 激光熔覆實驗方法
為了驗證有限元模型的有效性,利用與數值模擬相同的工藝參數(激光功率1200 W,掃描速度5 mm/s,熱源半徑1.5 mm)進行熔覆實驗,將仿真溫度場橫截面和實驗熔池形貌尺寸進行對比。實驗采用同軸送粉激光熔覆設備,實驗原理如圖3所示。基體選用尺寸為40 mm×30 mm×8 mm的45鋼板,其化學成分如表2所示,熔覆層選用316L不銹鋼粉末,粒徑45~106 μm,化學成分如表2所示。熔覆前對基體表面進行砂紙打磨后用酒精和丙酮去除油污,再與粉末一并烘干處理,熔覆完成后,用電火花線切割機將試樣切割為5 mm×5 mm×8 mm的樣塊,對熔覆層截面進行研磨和拋光,拋光后的樣塊用無水乙醇洗凈并吹干后放入配置好的氯化鐵金相腐蝕液(95 mL濃鹽酸+3 mL過氧化氫+7.5 g三氯化鐵),腐蝕液完全浸濕樣塊,腐蝕表面5~10 s后用無水乙醇對腐蝕后的樣塊表面進行沖洗,然后用金相顯微鏡觀察涂層的截面形貌。
2? 結果與討論
2.1? 溫度場分布
2.1.1? 模型驗證
圖4所示為數值模擬得到的未進行熱處理時單道激光熔覆在3 s時刻的溫度場。激光照射位置形成橢球形熔池,等溫線在沿激光掃描方向較為密集,在凝固方向上逐漸稀疏,隨著熱源在X軸方向上不斷移動,熔池不斷向前推移。45鋼與316L的熔點分別為1450 ℃和1370 ℃,熔池的溫度高于基體與熔覆層的熔點,因此二者可以達到冶金結合。
圖5所示為仿真溫度場橫截面和實驗獲得的熔池橫截面,熔覆層橫截面可劃分為熔覆區(CZ)、基體熔化區(MZ)、熱影響區(HAZ)和基體(SZ)[30-31]。圖5a所示為試件橫截面的金相組織,在金相顯微鏡下測得熔覆區高度H=0.46 mm,基體熔化區高度h=0.64 mm,熔池高度H1=1.1 mm,熔池寬度W1=2.3 mm,熱影響區寬度WHAZ1=2.93 mm。圖5b所示為模型橫截面溫度場,溫度高于1450 ℃的部分形成熔池,溫度900~1450 ℃的部分為熱影響區,提取截面上的熔池尺寸輪廓線可得模型熔池高度H2=1.2 mm,熔池寬度W2=2.2 mm,熱影響區寬度WHAZ2=2.9 mm。模擬與實驗所得熔池的尺寸吻合較好,驗證了模型的準確性[15,30]。實際熔覆過程中熔池存在流動性,因此實驗熔池截面呈拋物線形,而模擬時未考慮熔池的流動性[32-33],
因此模擬熔池橫截面形貌與實驗熔池的拋物線形略有差別。另外,MENG等[15]在對Inconel718合金激光增材制造中溫度場和應力場的模擬中,將單道熔覆實驗熔池的橫截面與熔池橫截面的模擬結果進行對比驗證后,測試了熔覆層表面的殘余應力,結果表明殘余應力的模擬結果與實驗結果的平均誤差為7.26%,最大誤差為21%。CHEN等[33]在研究搭接率和掃描策略對選擇性激光熔化殘余應力的影響時,將熔池橫截面的實驗結果與模擬結果進行驗證后,將模擬和實驗中獲得的殘余應力進行了比較,模擬結果與實驗數據具有相同的趨勢,殘余應力平均誤差小于10%,最大誤差小于20%。研究結果表明殘余應力的模擬結果與實驗結果吻合良好,說明經過熔池橫截面驗證后的模型殘余應力模擬是可靠的,反映了該方法的準確性。
2.1.2? 熔覆過程溫度分布
圖6a為熔覆層與基體連接處沿激光掃描方向3個節點(X1、X2、X3) 的溫度時間曲線。熔覆時熔池沿掃描方向不斷移動,熱源經過時溫度迅速升高達到峰值,熱源經過后溫度迅速降低,表現為瞬態非線性變化曲線。X1、X2、X3節點的溫度峰值分別為2633 ℃、2695 ℃、2703 ℃,由于熔覆過程熱量的累積導致后續節點的溫度高于前面節點的溫度。同時,由于熔覆速度較快,時間較短,熱累積較小,不同節點的溫度峰值差別不大。圖6b為基體上表面沿橫向的3個節點(Y1、Y2、Y3)的溫度時間曲線。3 s時熱源中心到達Y1節點,Y1節點溫度最高達到2695 ℃,Y2、Y3節點的溫度峰值逐漸減小,Y3節點的溫度峰值在150 ℃以下,說明此處激光的熱影響作用已不太明顯,與激光熔覆熱影響區較小的特點相吻合。圖6c為熔覆中部沿厚度方向的5個節點(Z1、Z2、Z3、Z4、Z5)的溫度時間曲線。熔覆層上表面的Z1節點的溫度最高,達到3206 ℃,Z2、Z3、Z4、Z5節點溫度峰值逐漸降低但都在1750 ℃以上,可以達到冶金結合。
這里分析了無熱處理時熔覆過程中各節點溫度隨時間的變化,預熱及退火熱處理工藝下各節點熔覆過程中的溫度變化趨勢及分布特點與此相似,不再贅述。
2.1.3? 熱處理工藝對溫度的影響
圖7展示了預熱處理500 ℃及退火800 ℃處理時掃描道中部熔池內部Z4節點的溫度歷程。無預熱處理時,Z4節點溫度受激光掃描后從室溫22 ℃急劇上升,3 s時達到峰值2290 ℃,6 s時熔覆完成,隨后溫度逐漸降低,自然冷卻至3600 s時降至24.9 ℃。熔覆前進行500 ℃預熱處理時,Z4節點溫度受激光掃描后從500 ℃急劇上升,3 s時達到峰值2788 ℃,6 s時熔覆完成,自然冷卻至3600 s時降至43 ℃。熔覆后進行800 ℃退火處理時,Z4節點在3600~21 600 s內溫度保持800 ℃不變,21 600 s后開始進行自然冷卻,25 200 s時(冷卻1 h)溫度降至51.5 ℃。總體來看,熔覆完成前,由于持續的激光熱量輸入,溫度下降速率較慢,6 s時熔覆完成,由于不再有熱量輸入,溫度驟降,隨著與環境溫差的減小,冷卻速率又變得緩慢。另外,預熱處理使Z4點溫度峰值高于無預熱的熔覆溫度峰值,且冷卻速率有所減緩,退火處理是熔覆后處理,因此對熔覆過程中的溫度沒有影響。此處只分析了500 ℃預熱處理及800 ℃退火處理兩種熱處理工藝參數對Z4節點的溫度歷程的影響,其他溫度的熱處理工藝參數下該節點的溫度雖略有差異,但溫度歷史趨勢一致,不再贅述。
2.2? 應力場分析
激光熔覆結束后冷卻至室溫的殘余應力對熔覆層質量有重要影響,因此本節重點對激光熔覆殘余應力進行分析,采用仿真模型的等效應力(von Mises應力)來評估[34-35]。
2.2.1? 單道熔覆應力場分布
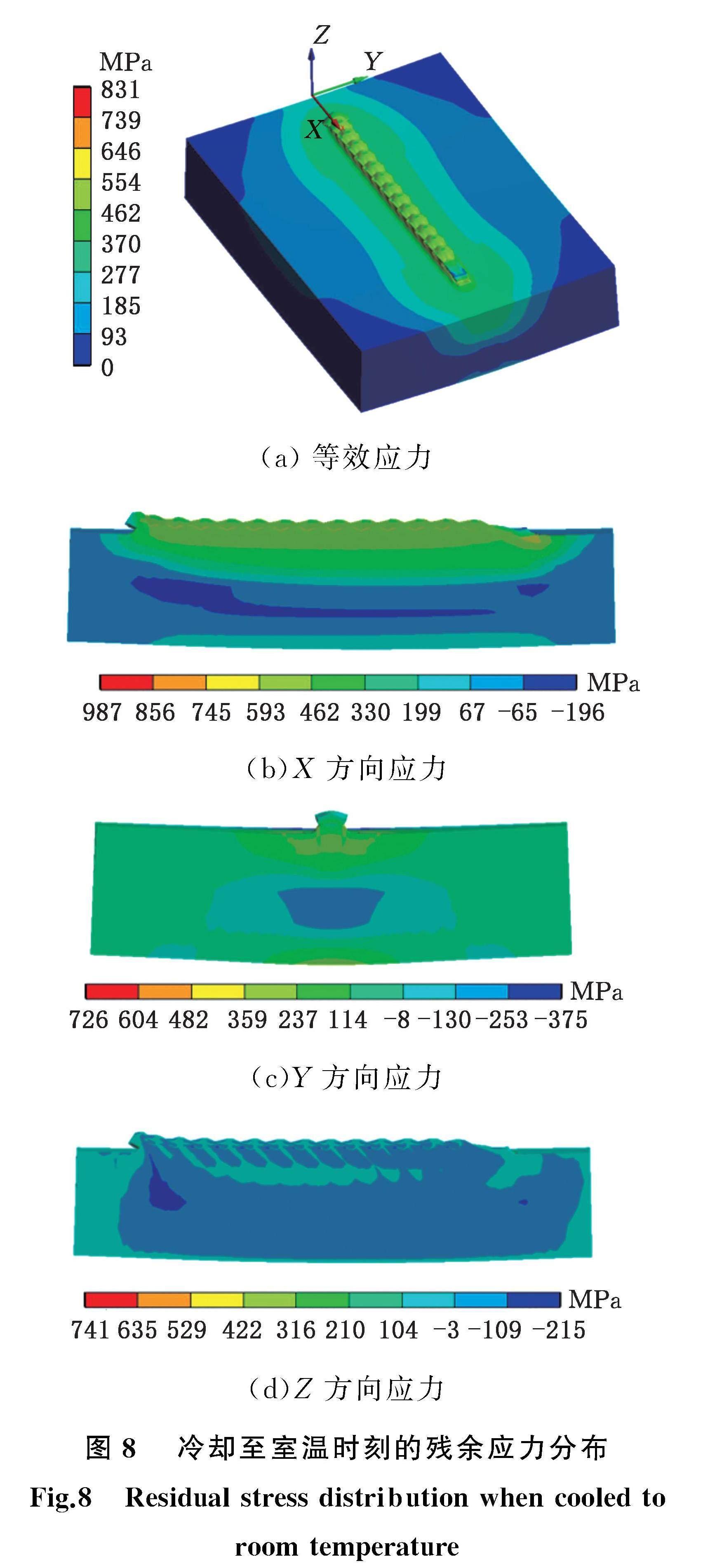
圖8所示為激光加熱結束后,自然冷卻至室溫時刻的殘余應力分布。對于等效應力,由圖8a可以看出,除了起始和末端熔覆層上表面的殘余應力較小外,整個熔覆層存在很大的殘余應力。對于X方向(縱向)應力,由圖8b可知,熔覆層及其下方區域存較大的拉應力(600 MPa左右),再下方是應力較小的壓應力區域,在激光加熱結束冷卻的過程中,由于熔覆層收縮受到周圍基體的約束,導致在X方向上產生了較大的拉應力,下方由于平衡原理會產生壓應力。對于Y方向(橫向)應力,如圖8c所示,熔覆層和基體結合位置及其附近存在拉應力(360 MPa左右),下方為壓應力。對于Z方向(厚度方向)應力,如圖8d所示,由于熔覆層在厚度方向上成形高度較小,因此受到的收縮阻力較小,使得熔覆層在厚度方向的殘余應力很小(小于100 MPa),同時在熔覆層下方實體存在較小的壓應力。通過對比各方向殘余應力可以發現,X方向應力明顯大于Y方向和Z方向應力,即沿掃描方向殘余應力最大,這是因為沿X方向(激光掃描方向)熔覆層塑性拉伸變形遠大于其他兩個方向,因此,單道熔覆的等效應力分布受到X方向應力的影響最大。圖中部分區域的殘余應力超過了材料的屈服強度,一方面是激光熔覆過程中極高的溫度梯度導致了大殘余應力;另一方面是因為模擬中材料發生理想彈塑性行為導致材料發生加工硬化,使得材料的屈服強度隨塑性變形的增大而增大[20,36-37]。
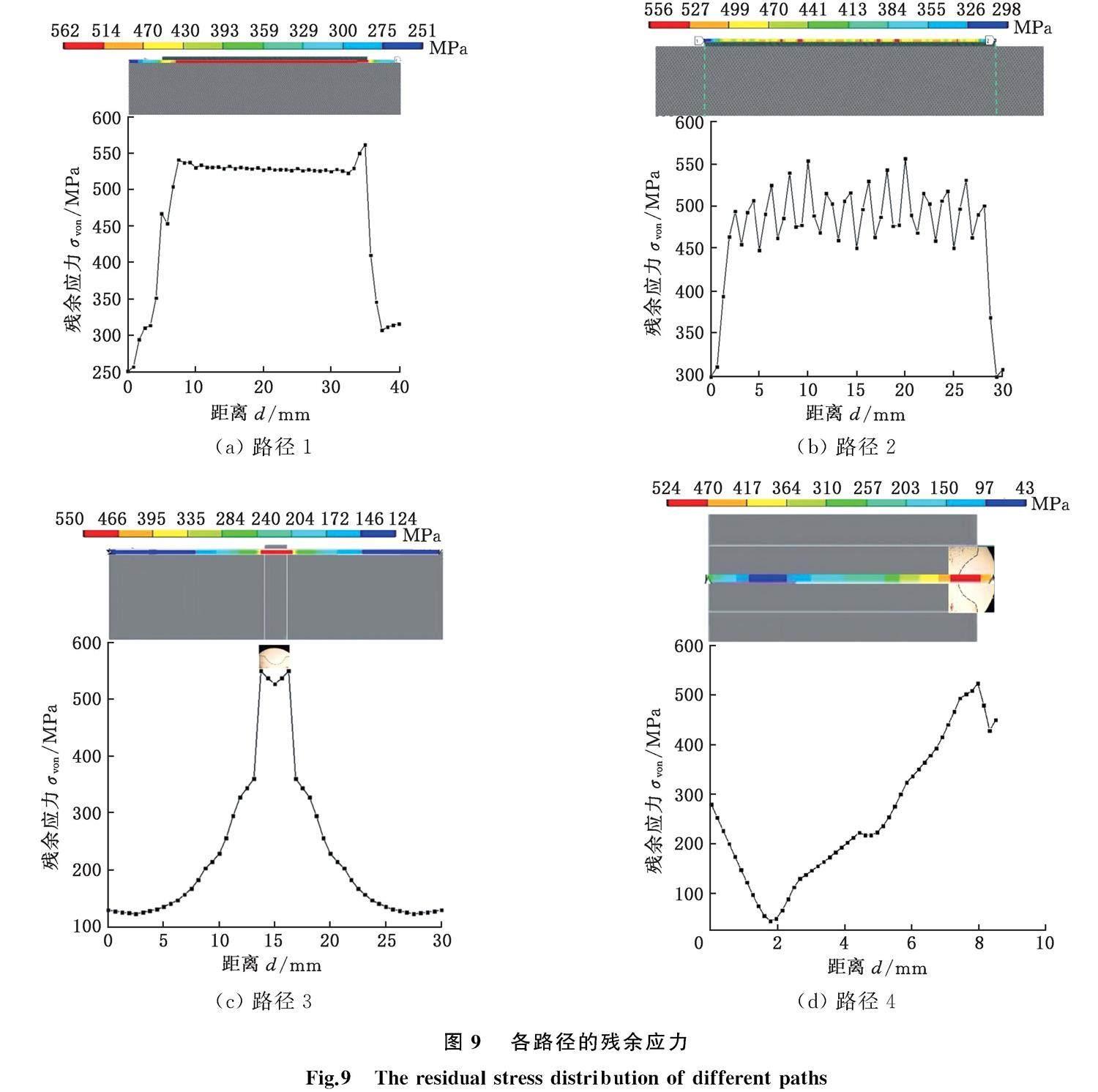
圖9為采集各條路徑的von Mises應力(σvon)得到的各路徑殘余應力分布曲線。圖9a所示為路徑1即沿激光掃描方向熔覆層與基體連接處的等效應力,由于熔覆層在冷卻收縮時會受到周圍實體的強烈約束,整個掃描道(5 mm 通過分析發現,沿著掃描方向的路徑1和路徑2的殘余應力分布較為均勻,但在開始和結束位置有應力突變,在橫向,路徑3的殘余應力在熔覆層邊界位置突然增大,厚度方向上路徑4的殘余應力主要集中在熔覆區域(距離基體底部8 mm處)。4條路徑的最大殘余應力均出現在熔覆層和基體的連接處,一是由于熔池冷卻過程中體積收縮受到基體的約束,導致應力集中,二是由于熔覆層和基體材料的彈性模量、熱膨脹系數等熱物性存在差異導致的應力集中。因此,熔覆層與基體的連接處易發生開裂等缺陷。 2.2.2? 不同預熱溫度下的應力分布 激光熔覆具有快熱快冷的特點,熔池附近的溫度梯度非常大,基體預熱可保溫緩冷,是減小殘余應力、減少裂紋的有效的手段。通過數值模擬得到了不同預熱條件下的殘余應力分布,圖10為各路徑在不同預熱溫度θ0下的殘余應力曲線。如圖10a所示,在不同預熱溫度下,路徑1即沿激光掃描方向熔覆層與基體連接處的殘余應力相較于未預熱熔覆均出現不同程度的減小。不預熱或預熱溫度在100~400 ℃時,路徑1在熔覆末端位置(X=35 mm)的殘余應力最大;預熱溫度在500~900 ℃時路徑1上熔覆起始與末端位置的殘余應力改善效果明顯好于熔覆中段,熔覆末端的殘余應力已不再是整個熔覆路徑的最大應力,熔覆起始與末端位置的殘余應力明顯小于熔覆中段位置的殘余應力,這有助于提高熔覆起始及末端位置的熔覆質量。如圖10b所示,預熱后路徑2即熔覆層上表面的殘余應力變化不大。如圖10c所示,預熱后路徑3即沿橫向基體上表面的殘余應力減小幅度也比較明顯,預熱溫度22~200 ℃時,殘余應力呈現兩側突變高于中間,300~600 ℃時,熔覆區域殘余應力明顯減小且分布趨于均衡,700~900 ℃時,預熱帶來的過大熱輸入量導致熔覆層與基體結合處中部 殘余應力出現突增。如圖10d所示,從路徑4即厚度方向上熔覆中部觀察到,預熱后基體殘余應力明顯減小且分布更加均衡。由不同預熱溫度下各路徑的殘余應力分布可見,預熱處理減小了熔覆過程中熔覆層和基體間的溫度梯度,從而減小了殘余應力。以路徑1為例,如圖11所示,預熱500 ℃時殘余應力(470 MPa)比不預熱時的殘余應力(570 Pa)減小了約20%。 2.2.3? 不同退火溫度下的應力分布 通過數值模擬得到了不同退火溫度下各路徑的殘余應力分布,如圖12所示。由圖12a可知,退火后路徑1即沿激光掃描方向熔覆層與基體連接處的殘余應力減小,其減小的幅度隨著退火溫度的增高而逐漸增大,其中退火溫度在800~1000 ℃時效果最好。由圖12b可知,退火后路徑2即熔覆層上表面的殘余應力變化不大。由圖12c可知,退火處理使路徑3即沿橫向方向基體上表面的殘余應力減小,減小的幅度隨著退火溫度的增高而逐漸增大,退火溫度在800~1000 ℃時效果最好,殘余應力可減小50%左右。由圖12d路徑4即厚度方向上的熔覆中部位置觀察到,退火后基體殘余應力的改善效果要好于熔覆層,特別是退火溫度800~1000 ℃時,結合處殘余應力由500 MPa減小至290 MPa。將不同退火溫度下熔覆道中間節點Y1(0.02,0,0)的殘余應力進行對比,如圖13所示,800 ℃退火處理時殘余應力約為275 MPa,比沒有退火時Y1節點的最大值535 MPa減小了約50%。與預熱處理相比,退火處理屬于熔覆后處理,熱量輸入不參與熔覆過程中的熱力耦合,因此并不改變殘余應力的分布趨勢,但整體上減小了殘余應力,且效果非常明顯。退火溫度800 ℃以上時,殘余應力的改善作用與800 ℃時相差別不大,考慮到溫度越高對設備要求越高, 800 ℃可作為最佳的退火溫度。 2.2.4? 協同熱處理下的應力分布 圖14為不同熱處理工藝下各路徑的殘余應 力曲線。由圖14a可知,預熱退火協同熱處理時,路徑1即沿激光掃描方向熔覆層與基體連接處的殘余應力可減小35%~40%;由圖14b可見,協同熱處理對路徑2即沿激光掃描方向熔覆層上表面殘余應力改善不明顯;由圖14c可知,預熱退火協同熱處理使路徑3即橫向方向上基體上表面的殘余應力減小40%左右;由圖14d可知,協同熱處理對基體及熔覆層與基體的連接處的殘余應力改善效果要好于熔覆層。 由不同熱處理工藝下各路徑殘余應力分布可知,熔覆前預熱處理、熔覆后退火處理、熔覆前后協同熱處理對殘余應力都有不同程度的改善,只進行熔覆后退火處理的殘余應力最小,其次是熔覆前后協同處理,第三是只進行熔覆前預熱處理。因為預熱處理雖然會減小溫度梯度,降低熔池冷卻速度,一定程度上減小殘余應力,但預熱帶來的熱積累會增加熱應力。因此激光熔覆殘余應力調控的最優熱處理工藝為熔覆后800~1000 ℃退火處理,沒有條件退火處理的,可進行500 ℃預熱處理,確定熔覆后進行退火處理的,不需要預熱處理。 3? 結論 本文研究了不同熱處理工藝對激光熔覆殘余應力的調控作用,建立了熱力耦合的三維熱彈塑性模型,實現了熔覆前預熱處理、熔覆后退火處理、熔覆前后協同熱處理工藝條件下316L激光熔覆溫度場和應力場的數值模擬,并采用多路徑方法研究分析了不同熱處理工藝對熔覆層溫度和應力分布的影響。主要結論如下: (1)激光熔覆過程中熔池溫度主要受工藝參數影響,熱處理工藝并不影響熔覆過程的溫度變化趨勢,但熔覆層的溫度峰值隨預熱溫度的升高而升高,同時,預熱處理能有效減慢冷卻速率,冷卻時間延長了0.5~1 h。 (2)熔覆前預熱處理、熔覆后退火處理及熔覆前后協同熱處理工藝均可有效減小熔覆殘余應力,其中退火處理效果最好,其次是預熱退火協同熱處理。熔覆前預熱處理中,采用500℃時效果最好,殘余應力可減小20%左右;熔覆后退火處理中,退火溫度800~1000 ℃時效果最好,殘余應力可減小50%左右,為最優熱處理工藝;采用熔覆前預熱處理和熔覆后退火協同處理,殘余應力可減小35%左右。 (3)對比不同路徑殘余應力分布,沿激光掃描方向的路徑1、路徑2的殘余應力較為均勻,但在熔覆開始和結束處有應力集中,橫向方向的路徑3殘余應力變化幅度最大,在熔覆層邊界位置應力集中明顯。在熱處理工藝下,路徑1、路徑3的應力集中現象明顯減弱,熔覆層與基體搭接處的殘余應力可減小40%以上,應力分布更加均衡,有利于防止結合區域裂紋的產生。 參考文獻: [1]? 李方義,戚小霞,李燕樂,等. 盾構機關鍵零部件再制造修復技術綜述[J]. 中國機械工程, 2021, 32(7):820-831. LI Fangyi, QI Xiaoxia, LI Yanle, et al. Review of Remanufacturing Repair Technology for Key Components of Shield Machine[J]. China Mechanical Engineering, 2021, 32(7):820-831. [2]? 李方義,李振,王黎明,等. 內燃機增材再制造修復技術綜述[J]. 中國機械工程, 2019, 30(9):1119-1127. LI Fangyi, LI Zhen, WANG Liming, et al. Review of Additive Remanufacturing Repair Technology for Internal Combustion Engine[J]. China Mechanical Engineering, 2019, 30(9):1119-1127. [3]? WENG Fei, CHEN Chuanzhong, YU Huijun. Research Status of Laser Cladding on Titanium and Its Alloys: a Review[J]. Materials & Design, 2014, 58:412-425. [4]? 李廣琪,朱剛賢,王麗芳,等. 離焦量對中空環形激光熔覆層溫度場及應力場的影響[J]. 中國機械工程, 2021, 32(5):587-593. LI Guangqi, ZHU Gangxian, WANG Lifang, et al. Effect of Defocusing Distance on Temperature Field and Stress Field of Hollow Ring Laser Cladding Layer[J]. China Mechanical Engineering, 2021, 32(5):587-593. [5]? WANG Dengzhi, HU Qianwu, ZENG Xiaoyan. Residual Stress and Cracking Behaviors of Cr13Ni5Si2 Based Composite Coatings Prepared by Laser-induction Hybrid Cladding[J]. Surface and Coatings Technology, 2015, 274:51-59. [6]? 張天剛,孫榮祿. TC4表面激光熔覆Ni60涂層裂紋有限元分析[J]. 金屬熱處理, 2018, 43(3):190-194. ZHANG Tiangang, SUN Ronglu. Finite Element Analysis of Crack in Laser Clad Ni60 Coating on TC4 Surface[J]. Heat Treatment of Metals, 2018, 43(3):190-194. [7]? ZHU Ping, LI Peng, GE Fangfang, et al. Effect of Residual Stress on the Wear Behavior of Magnetron Sputtered V-Al-N Coatings Deposited at the Substrate Temperature <200 ℃[J]. Materials Chemistry and Physics. 2023, 296:127218. [8]? 郭華鋒,李菊麗,孫濤,等. WC顆粒增強Ni基涂層的殘余應力及耐磨性能[J]. 金屬熱處理, 2014, 39(2):72-76. GUO Huafeng, LI Juli, SUN Tao, et al. Residual Stress and Wear Resistance of WC Particle Reinforced Ni-based Coating[J]. Metal Heat Treatment, 2014, 39(2):72-76. [9]? CRUZ V, CHAO Q, BIRBILIS N, et al. Electrochemical Studies on the Effect of Residual Stress on the Corrosion of 316L Manufactured by Selective Laser Melting[J]. Corrosion Science. 2020, 164:108314. [10]? FARAHMAND P, KOVACEVIC R, An Experimental Numerical Investigation of Heat Distribution and Stress Field in Single- and Multi-track Laser Cladding by a High-power Direct Diode Laser[J]. Optics and Laser Technology, 2014, 63:154-168. [11]? ZHAO Yu, YU Tianbiao, SUN Jiayu, et al. Effect of Laser Cladding on Forming Microhardness and Tensile Strength of YCF101 Alloy Powder in the Different Full Lap Joint Modes[J]. Journal of Alloys and Compounds. 2020, 820:150230. [12]? KRZYZANOWSKI M, BAJDA S, LIU Yijun, et al. 3D Analysis of Thermal and Stress Evolution during Laser Cladding of Bioactive Glass Coatings[J]. Journal of the Mechanical Behavior of Biomedical Materials, 2016, 59:404-417. [13]? VUNDRU C, PAUL S, SINGH R, et al. Numerical Analysis of Multi-layered Laser Cladding for Die Repair Applications to Determine Residual Stresses and Hardness[J]. Procedia Manufacturing, 2018, 26:952-961. [14]? 王麗芳,孫亞新,朱剛賢,等. 激光熔覆316L不銹鋼殘余應力工藝參數的優化模擬[J]. 應用激光, 2019, 39(3):376-380. WANG Lifang, SUN Yaxin, ZHU Gangxian, et al. Optimization Simulation of Process Parameters for Laser Cladding Residual Stress of 316L Stainless Steel[J]. Applied Lasers, 2019, 39(3):376-380. [15]? MENG Guiru, ZHANG Jingdong, ZHU Lida, et al. Effect of Process Optimization on Laser Additive Manufacturing of Inconel 718 Alloy Based on Finite Element Analysis: Thermal and Structural Evaluation[J]. Optics and Laser Technology, 2023, 162:109261. [16]? 古昭昭. 同軸送粉激光熔覆熱力耦合數值模擬及工藝參數優化研究[D].沈陽:東北大學,2018. GU Zhaozhao. Thermal-mechanical Coupling Numerical Simulation and Process Parameters Optimization of Coaxial Powder Feeding Laser Cladding[D]. Shenyang:Northeastern University, 2018. [17]? 趙元. 航空發動機變曲率葉片的激光熔覆修復技術數值仿真模擬研究[D].秦皇島:燕山大學,2021. ZHAO Yuan. Numerical Simulation of Laser Cladding Repair Technology for Variable Curvature Blade of Aeroengine[D]. Qinhuangdao: Yanshan University, 2021. [18]? 蔡春波,李美艷,韓彬,等.不同預熱溫度下寬帶激光熔覆鐵基涂層數值模擬[J].應用激光,2017,37(1):66-71. CAI Chunbo, LI Meiyan, HAN Bin, et al. Numerical Simulation of Fe-based Coating by Wide-band Laser Cladding at Different Preheating Temperatures[J]. Applied Lasers, 2017, 37(1):66-71. [19]? LI Zhonghua, XU Renjun, ZHANG Zhengwen, et al. The Influence of Scan Length on Fabricating Thin-walled Components in Selective Laser Melting[J]. International Journal of Machine Tools and Manufacture, 2017, 126:1-12. [20]? 陳昌棚. 基于有限元模擬的激光選區熔化成形TC4應力及變形研究[D].武漢:華中科技大學,2020. CHEN Changpeng. Study on Stress and Deformation of TC4 Formed by Selective Laser Melting Based on Finite Element Simulation[D]. Wuhan: Huazhong University of Science and Technology, 2020. [21]? 顧建強. 激光熔覆殘余應力場的數值模擬[D].杭州:浙江工業大學,2010. GU Jianqiang. Numerical Simulation of Residual Stress Field in Laser Cladding[D]. Hangzhou: Zhejiang University of Technology, 2010. [22]? WAQAR S, GUO Kai, SUN Jie. Evolution of Residual Stress Behavior in Selective Laser Melting (SLM) of 316L Stainless Steel through Preheating and In-situ Re-scanning Techniques[J]. Optics & Laser Technology, 2022, 149:107806. [23]? YU Tianyu, LI Ming, BREAUX A, et al. Experimental and Numerical Study on Residual Stress and Geometric Distortion in Powder Bed Fusion Process[J]. Journal of Manufacturing Processes, 2019, 46:214-224. [24]? HAO Mingzhong, SUN Yuwen. A FEM Model for Simulating Temperature Field in Coaxial Laser Cladding of TI6AL4V Alloy Using an Inverse Modeling Approach[J]. International Journal of Heat and Mass Transfer, 2013, 64:352-360. [25]? LIU Shiwen, ZHU Haihong, PENG Gangyong, et al. Microstructure Prediction of Selective Laser Melting AlSi10Mg Using Finite Element Analysis[J]. Materials and Design,2018,142:319-328. [26]? YIN Jie, ZHU Haihong, KE Linda, et al. A Finite Element Model of Thermal Evolution in Laser Micro Sintering[J]. The International Journal of Advanced Manufacturing Technology, 2015, 83:1847-1859. [27]? XIA Mujian, GU Dongdong, YU Guanqun, et al. Selective Laser Melting 3D Printing of Ni-based Superalloy: Understanding Thermodynamic Mechanisms[J]. Science Bulletin, 2016, 61:1013-1022. [28]? TAMANNA N, KABIR I R, NAHER S. Thermo-mechanical Modelling to Evaluate Residual Stress and Material Compatibility of Laser Cladding Process Depositing Similar and Dissimilar Material on Ti6Al4V Alloy[J]. Thermal Science & Engineering Progress, 2022, 31:101283. [29]? HUANG Shuyu, QIAO Shangfei, SHAO Chendong, et al. Study on Residual Stress Evolution of Laser Cladding Low Chromium Carbon Alloy on Low-pressure Rotor[J]. Journal of Manufacturing Processes, 2023, 85:31-42. [30]? 任仲賀,武美萍,唐又紅,等.基于熱力耦合的激光熔覆數值模擬與實驗研究[J].激光與光電子學進展, 2019, 56(5):176-185. REN Zhonghe, WU Meiping, TANG Youhong, et al. Numerical Simulation and Experimental Research of Laser Cladding Based on Thermo-mechanical Coupling[J]Laser & Optoelectronics Progress, 2019, 56(5):176-185. [31]? 潘滸,趙劍峰,劉云雷,等. 激光熔覆修復鎳基高溫合金稀釋率的可控性研究[J].中國激光, 2013, 40(4):109-115. PAN Hu , ZHAO Jianfeng, LIU Yunlei, et al. Controllability Research on Dilution Ratio of Nickel-based Superalloy by Laser Cladding Reparation[J]. Chinese Journal of Lasers, 2013, 40(4):109-115. [32]? KAMARA A M, WANG W, MARIMUTHU S, et al. Modelling of the Melt Pool Geometry in the Laser Deposition of Nickel Alloys Using the Anisotropic Enhanced Thermal Conductivity Approach[J].Proceedings of the Institution of Mechanical Engineers Part B Journal of Engineering Manufacture. 2011, 225:87-99. [33]? CHEN Changpeng, YIN Jie, ZHU Haihong, et al. Effect of Overlap Rate and Pattern on Residual Stress in Selective Laser Melting[J]. International Journal of Machine Tools and Manufacture, 2019, 145:103433. [34]? HUSSEIN A, HAO Liang, YAN Chunze, et al. Finite Element Simulation of the Temperature and Stress Fields in Single Layers Built Without-support in Selective Laser Melting[J]. Materials and Design, 2013, 52:638-647. [35]? LI Yingli, ZHOU Kun, TAN Pengfei, et al. Modeling Temperature and Residual Stress Fields in Selective Laser Melting[J]. International Journal of Mechanical Sciences, 2018, 136:24-35. [36]? CHENG Bo, SHRESTHA S, CHOU K. Stress and Deformation Evaluations of Scanning Strategy Effect in Selective Laser Melting[J]. Additive Manufacturing, 2016, 12:240-251. [37]? MUGWAGWA L, DIMITROV D, MATOPE S, et al. Evaluation of the Impact of Scanning Strategies on Residual Stresses in Selective Laser Melting[J]. The International Journal of Advanced Manufacturing Technology, 2019, 102:2441-2450. (編輯? 袁興玲) 作者簡介: 李燕樂,男,1989年生,教授、博士研究生導師。研究方向為柔性復合成形技術、綠色制造與再制造。E-mail: yanle.li@sdu.edu.cn。 李方義(通信作者),男,1969年生,教授、博士研究生導師。研究方向為綠色設計、綠色制造與再制造。
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50
