滾壓收口工藝在中口徑彈藥的可行性應用
2024-12-06 00:00:00段東海
中國軍轉民·下半月 2024年10期
【摘要】作者在CA6140機床上開展了某中口徑彈藥滾壓收口工藝試制,制定了試制工藝方案,并以該中口徑彈藥為例,進行了工藝驗證,找出了影響彈藥拉脫力的相關因素和控制措施,證明該彈藥彈丸和藥筒采用滾壓收口連接的方法可行,且可滿足批量生產需要,對同類型或更大口徑的彈藥采用滾壓收口工藝有參考和借鑒價值。
【關鍵詞】加工技術|滾壓收口工藝|可行性研究|拉脫力
滾壓工藝是指通過滾壓刀具施加一定的壓力,迫使藥筒在與彈丸連接處整周產生塑形變形而嵌入彈丸預制環形槽中,將二者連接成一個可靠的整體的一種加工技術,多用于炮彈的風帽與彈體、彈帶與彈體之間的連接[1]。收口工藝是指通過滾輪連續滾動施壓或模具施壓的方式改變金屬管材口部的形狀,將其他部件包覆連接起來的一種加工技術。
兩種工藝的最大特點是成型壓力小、方便快捷,在較小的設備上完成較大工件的連接[2],多應用于小口徑彈藥的生產,在中大口徑彈藥上應用較少,為驗證兩種工藝在中口徑彈藥彈丸與藥筒連接的可行性和便捷性,作者在國內某中口徑彈藥研制過程中,開展了滾壓收口工藝的可行性應用研究。
一、產品結構及要求
與國內小口徑彈藥的藥筒多采用塑性較好的銅制或鋼制件不同,該型彈藥為降低成本、減輕彈重,藥筒選用國內較為常見的鋁材(牌號為2A12-T4)。藥筒為薄壁筒形結構,與彈丸連接處厚度約1mm,在彈丸與藥筒結合處設計了錐臺的收口連接處和弧形凹槽的滾壓連接處,其中收口處錐度約20°、長度5mm;滾壓處為R4圓弧,圓弧深度為0.5mm。彈丸和藥筒滾壓收口后,要求連接牢固、可靠、無晃動,全彈同軸度不大于1.5mm,且連接后彈丸與藥筒的拉脫力約15000N左右。
二、滾壓收口工藝可行性分析
該型彈藥整體結構為回轉體,作者采用了國內應用比較廣泛的CA6140車床平臺進行可行性研究。滾壓收口時,用車床卡爪夾緊彈丸,藥筒口部套入彈丸,尾部套入專用尾頂(如圖1所示),頂緊藥筒后,啟動機床,滾壓刀具和收口刀具與藥筒接觸時,被摩擦力帶動旋轉,此時通過調整滾壓刀具和收口刀具的進給量,使藥筒在收口處和滾壓處產生局部變形,當變形不斷累積在彈丸底部凹槽內時,可將彈丸和藥筒連接起來,初步分析,滾壓收口工藝用于該型彈藥彈丸和藥筒連接的方案可行。

三、工藝方案
通過對彈藥作用原理分析,為滿足彈丸與藥筒拉脫力基本一致的要求,作者初步判定滾壓凹槽深度、收口錐度長度、連接處是否涂膠和藥筒不同表面狀況等因素均對拉脫力產生影響,故本次工藝研究擬采用模擬彈丸和藥筒,從單個因素到綜合因素等方面進行工藝試驗,用萬能拉力試驗機測試二者拉脫力。
四、工藝試驗
選定的CA6140車床轉速范圍為10~1400r/min,試驗發現滾壓時機床轉速超過200r/min時,滾壓刀具與藥筒存在明顯剪切現象,藥筒減薄率較大,藥筒內部變形小,連接不可靠;轉速過低時,滾壓力大且效率低,本次工藝研究機床轉速均采用40r/min。
(一)單因素拉脫力試驗
確定上述試驗參數后,選定6發模擬彈丸進行了收口,其中3發涂環氧樹脂膠,收口完成后自然固化24h。另選定3發進行滾壓,測試彈丸和藥筒拉脫力,數值見表1。
通過分析表1數據發現,滾壓處比收口處對拉脫力影響更大,是否涂抹環氧樹脂膠對拉脫力影響較小,但為滿足該彈藥密封性要求,后續試驗均采用涂膠方式,通過調整滾壓深度的大小,測試滾壓深度對拉脫力的影響。
(二)不同滾壓深度拉脫力試驗
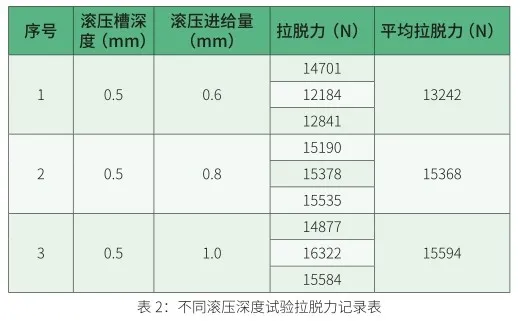
作者進行了0.6mm、0.8mm和1.0mm三種深度的測試,每種深度各3發,收口深度采用1.8mm,涂膠,固化24h,分別測試其拉脫力,見表2。
試驗發現,采用滾壓深度0.8mm和1.0mm時的拉脫力均能滿足設計要求,但三種狀態下的全彈同軸度尺寸均出現超差現象。按1.0mm深度再次收口1發,固化24h后,直接解剖,發現滾壓處藥筒內部圓弧與彈丸凹槽存在明顯未貼合現象。清洗膠層后,測量藥筒滾壓處壁厚,較未滾壓處減少0.1mm左右。
作者分析認為,滾壓時藥筒壁厚存在減薄現象,造成藥筒與彈丸不貼合現象。為保證全彈同軸度,確保滾壓處藥筒內部圓弧與彈丸凹槽貼合,需增加滾壓深度或減小彈丸凹槽深度。
針對上述影響因素,作者將凹槽深度調整為0.3mm,滾壓收口3發,其拉脫力分別為11611N、10257N和12208N,平均拉脫力為11359N。另將3發凹槽不變,滾壓進給量增加到1.2mm,其拉脫力分別為15357N、15608N和15055N,平均拉脫力為15340N。
試驗發現,滾壓凹槽深度0.3mm時,其拉脫力明顯變小,不滿足設計要求。當滾壓進給量增加到1.2mm時,彈丸和藥筒連接無晃動,且拉脫力與采用1.0mm和0.8mm時基本一致。
(三)表面處理后拉脫力試驗
所有彈藥產品均有壽命要求,彈丸和藥筒需做好防腐。常見的鋁合金表面處理方法有陽極氧化、化學轉化、電鍍和微弧氧化等[3]。軍工行業鋁合金制品多采用陽極氧化工藝技術,其應用范圍廣,技術成熟且成本較低。但鋁合金在氧化后,其表面會形成一層結構致密、硬度較高的氧化膜,該氧化膜會提升鋁合金表面的摩擦系數和耐磨性,可能對拉脫力有影響。

為驗證氧化膜層對拉脫力的影響,作者在相同滾壓收口參數下,分別測試了彈丸和不同表面狀態下藥筒的拉脫力,每種狀態測試3發,拉脫力記錄見表3。
試驗發現,相同滾壓收口參數下,氧化后彈丸與無氧化藥筒的拉脫力與均未氧化的狀態基本一致,氧化后的彈丸與中間處理藥筒拉脫力稍有增大,二者均氧化的拉脫力顯著變大。試驗證明,表面處理確實對彈丸和藥筒的拉脫力有影響,氧化膜層的硬度和致密性會顯著增大拉脫力。
(四)試驗數據分析
通過上述試驗,作者確定了無表面處理下的彈丸和藥筒,在選擇滾壓深度為0.5mm、滾壓進給量1.2mm及收口進給量1.8mm參數時,二者拉脫力和全彈同軸度均可滿足設計要求。但藥筒和彈丸均進行氧化或中間處理后,相同參數下,拉脫力明顯增加,為滿足設計要求,可調整滾壓凹槽深度和滾壓進給量等相關參數。
五、結語
傳統的中大口徑彈藥戰斗部與火箭部、彈丸與藥筒等多采用螺紋結構連接,作者通過對某中口徑彈藥的結構分析,設計了滾壓收口刀具和夾具,并通過工藝試驗確定了相關參數,在多種組合的條件下,開展了不同狀態下彈丸和藥筒的拉脫力試驗及分析,找出了影響拉脫力的相關因素,表明滾壓收口工藝在中大口徑彈藥的生產中可行,也給中大口徑彈藥設計提供了一種新的可行方案。中國軍轉民

參考文獻
[1]查宏振,劉載杰,陳惠武,等.炮彈與火箭彈制造工藝學[M].北京:國防工業出版社,1982:178-179.
[2]孫大涌,屈賢明,張送濱.先進制造技術[M].北京:機械工業出版社,2002:339-340.
[3]劉海萍,鄒忠利,畢四富.鋁合金、鎂合金表面強化技術[M].北京:化學工業出版社,2019:11-12.
(作者簡介:段東海,福建兵工裝備有限公司、福建省彈藥工程與槍械研究重點實驗室,中級工程師,本科,研究方向為機械加工工藝)