DG400雙端面磨床輔助支承設(shè)計
2010-07-27 10:51:32李愛君張匯軍駱桂斌
軸承 2010年10期
李愛君,張匯軍,駱桂斌
(瓦房店軸承集團(tuán)公司 技術(shù)中心,遼寧 瓦房店 116300)
1 套圈端面常用磨削方式
長期以來,軸承套圈端面的磨削方式大都采用貫穿(通過)式磨削或單磨頭平面磨削。貫穿式磨削是軸承套圈通過兩個相對旋轉(zhuǎn)的砂輪端面對套圈端面進(jìn)行磨削,從而磨出相互等高的兩個平面,這種磨削方式生產(chǎn)效率高,生產(chǎn)成本低,但加工套圈的端面尺寸精度一般,滿足不了精密級軸承加工精度的要求。單面磨削是把多個套圈一起放到磁盤上單面磨削后,將套圈翻轉(zhuǎn)后進(jìn)行另一面的磨削,這種加工方式主要是靠操作者手工上、下料,每次都需調(diào)整砂輪進(jìn)給量,加工出的套圈高度尺寸離散性大,生產(chǎn)效率及產(chǎn)品質(zhì)量相比貫穿式磨削更差。
2 DG400雙端面磨床
DG400雙端面磨床為國外引進(jìn)設(shè)備,其上、下料有料道,通過送料盤旋轉(zhuǎn)送料和下料,單件參與磨削。工件通過上料道自動進(jìn)入到送料盤中,送料盤旋轉(zhuǎn)將軸承套圈送到磨削區(qū)進(jìn)行加工,同時將已磨完的套圈送到下料道中,依靠送料盤旋轉(zhuǎn)自動完成上料、磨削、下料全過程。該設(shè)備加工出的套圈兩端面的尺寸精度和幾何精度都能達(dá)到P2及以上,套圈精度要明顯高于常用2種磨削方式。
DG400雙端面磨床磨削套圈時,依靠安裝在送料盤上的支承軸承來支承所加工套圈的外表面,從而對套圈雙端面進(jìn)行磨削。在加工軸承內(nèi)圈時,如圓錐滾子軸承內(nèi)圈(圖1)、深溝球軸承內(nèi)圈及單擋邊圓柱滾子軸承內(nèi)圈時,由于這類套圈在加工時送料盤上的支承軸承無法與所加工內(nèi)圈外表面的中間處接觸,因此,必須設(shè)計輔助支承來穩(wěn)定工件,才能對套圈進(jìn)行雙端面加工。輔助支承的設(shè)計需有一個偏心量e,以保持加工套圈在送料盤中平穩(wěn)的進(jìn)行磨削加工。輔助支承的偏心量過大或過小都可能使加工套圈在磨加工或下料時雙端面產(chǎn)生磨痕或劃傷,嚴(yán)重影響產(chǎn)品質(zhì)量。偏心量的大小決定輔助支承能否支承到加工產(chǎn)品的外表面,因此,確定輔助支承偏心量的大小是DG400磨床工裝設(shè)計的關(guān)鍵。
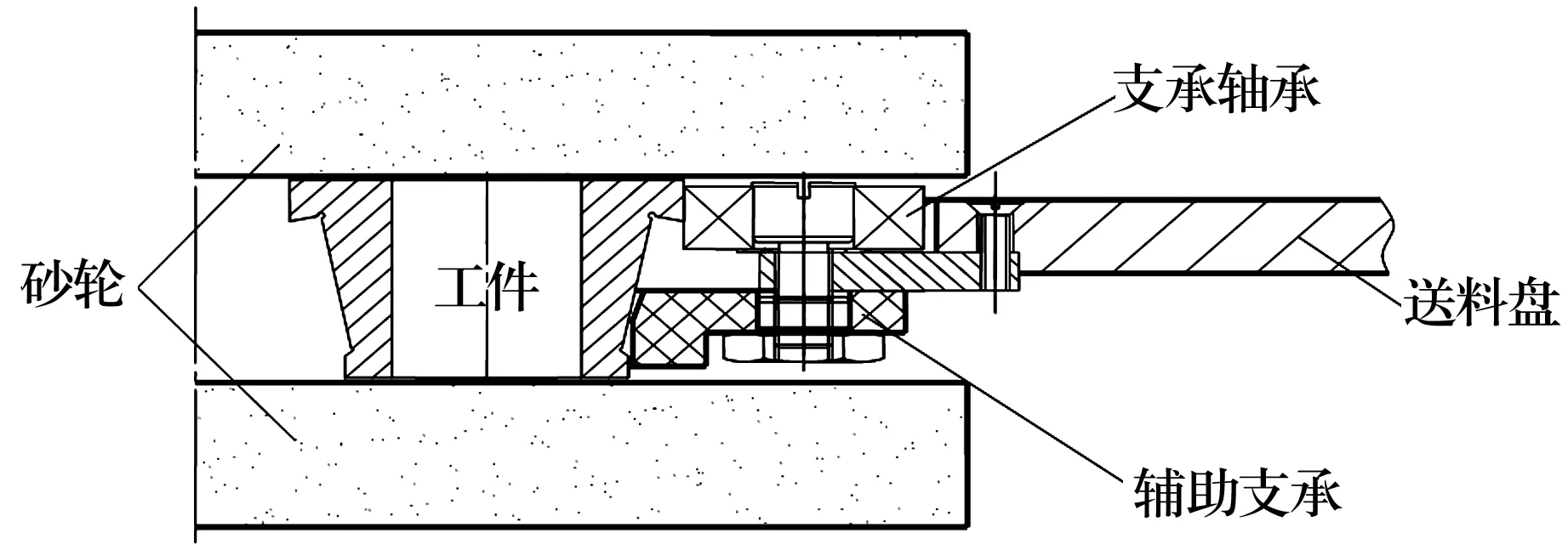
圖1 圓錐滾子軸承內(nèi)圈的磨削狀態(tài)
3 輔助支承偏心量e的確定方法
3.1 畫圖法
如圖2所示,圖中R1為送料盤上安裝支承軸承定位孔的半徑;A,A′為安裝支承軸承的位置也即輔助支承兩個安裝孔的中心;O為R1的圓心,即送料盤送料孔中心;r為支承軸承半徑;d2為加工工件內(nèi)圈外徑,即加工軸承內(nèi)圈接觸支承軸承的直徑;R=r+d2/2。加工不同產(chǎn)品時分別以A,A′為圓心,以R為半徑畫圓交于O′點(diǎn),OO′距離即為偏心量值。
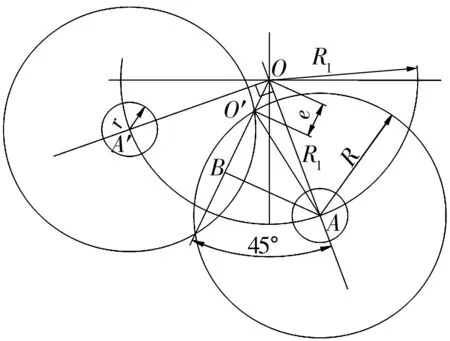
圖2 輔助支承偏心量繪制圖
3.2 計算法
由圖2可知,在△OAB中,AB=OB=R1·
cos 45°。在△O′AB中,

e=OB-O′B
4 結(jié)束語
實(shí)踐中已經(jīng)設(shè)計了20多個不同軸承(圓錐滾子軸承內(nèi)圈、單擋邊圓柱滾子軸承內(nèi)圈及球軸承內(nèi)圈等)的輔助支承,結(jié)果表明,不論用哪一種方法確定的輔助支承偏心量,輔助支承都能很好地支承到加工工件的外表面上,保證所加工套圈雙端面沒有傷痕等缺陷,產(chǎn)品質(zhì)量達(dá)到設(shè)計要求。
