輾壓模具的設(shè)計(jì)與壽命的提高
2010-07-27 10:51:32魏鑾,李丹
軸承 2010年10期
關(guān)鍵詞:設(shè)計(jì)
魏 鑾,李 丹
(洛陽軸研科技股份有限公司,河南 洛陽 471039)
精密冷輾技術(shù)是在常溫下將環(huán)形回轉(zhuǎn)類零件進(jìn)行擠壓產(chǎn)生塑性變形而得到成品件的一種冷加工成形方法,是機(jī)械精密軋制技術(shù)與精密塑性成形技術(shù)的集成創(chuàng)新,具有顯著的節(jié)能、節(jié)材、降低生產(chǎn)成本和提高零件性能等突出優(yōu)點(diǎn)。我公司的PCR系列冷輾機(jī)(PCR90,PCR120,PCR230等)工作原理為:主傳動帶動輾輪旋轉(zhuǎn),芯軸插入工件孔后由進(jìn)給裝置通過支承輪推動芯軸將工件壓向輾輪,從而實(shí)現(xiàn)工件的輾壓加工。
1 輾壓模具的設(shè)計(jì)
輾輪和芯軸為冷輾機(jī)的模具,其質(zhì)量和精度直接影響工件的質(zhì)量與精度,結(jié)構(gòu)分別如圖1、圖2所示。輾輪主要控制工件外表面形狀成形,而芯軸主要控制工件內(nèi)表面形狀成形。
模具設(shè)計(jì)包括幾何尺寸設(shè)計(jì)和材料的選擇,是冷輾工藝的關(guān)鍵環(huán)節(jié),決定冷輾工藝的優(yōu)劣。

圖1 輾輪結(jié)構(gòu)示意圖
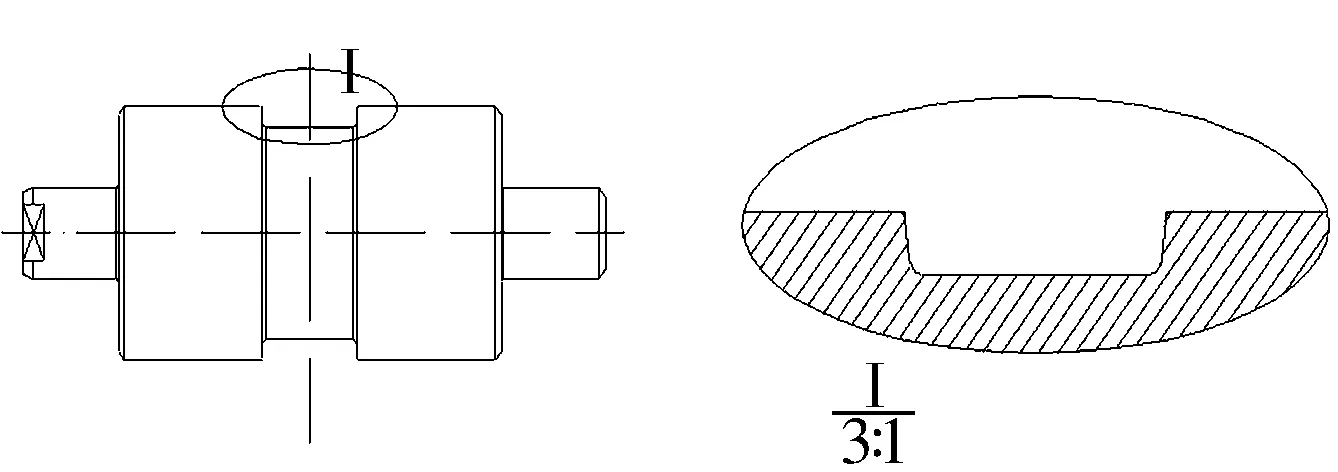
圖2 芯軸結(jié)構(gòu)示意圖
1.1 幾何尺寸的設(shè)計(jì)
幾何尺寸設(shè)計(jì)主要是模具外形尺寸和型槽的形狀尺寸設(shè)計(jì),主要考慮冷輾件的形狀、成形和模具壽命等因素。同型號機(jī)床的模具安裝尺寸一般不變。芯軸外徑尺寸依據(jù)所要加工的毛坯孔徑尺寸和芯軸強(qiáng)度要求確定,型槽形狀尺寸主要根據(jù)產(chǎn)品的內(nèi)表面設(shè)計(jì);輾輪外形面尺寸根據(jù)產(chǎn)品的外表面設(shè)計(jì),輾輪的外徑尺寸由芯軸外徑尺寸、毛坯壁厚尺寸和機(jī)床模具中心距得出,并受機(jī)床安裝尺寸限制。當(dāng)冷輾機(jī)床型號確定后,模具中心距受機(jī)床結(jié)構(gòu)限制,取值在某一范圍內(nèi)。
輾壓開始與結(jié)束時模具(輾輪與芯軸)與工件毛坯之間的位置關(guān)系如圖3所示。圖中,R1為輾輪型槽底部半徑;R為輾輪半徑;r為芯軸半徑;b為毛坯壁厚;M1為輾壓開始時輾輪與芯軸的中心距;M2為輾壓結(jié)束時輾輪與芯軸的中心距;H為輾壓開始時模具的間隙;h為輾壓結(jié)束時模具的間隙;f1為輾壓開始時毛坯與輾輪的間隙;f2為輾壓開始時毛坯與芯軸的間隙。f1的取值與冷輾工藝有關(guān),一般不宜過大,毛坯精度較差時f1可取為零;f2的取值與毛坯精度有關(guān),毛坯精度高f2取值小。輾輪與芯軸的中心距在輾壓過程中是變化的,Mmin為冷輾機(jī)限定的最小模具中心距;Mmax為冷輾機(jī)限定的最大模具中心距;r′為芯軸最大半徑。模具設(shè)計(jì)時應(yīng)滿足以下關(guān)系:
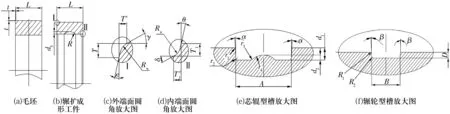
R1+r′+b+f1+f2=M1 (1) R+r+d=M2>Mmin (2) d>0 (3) M1>M2 (4) 由(1)~(4)式可推算出輾輪外徑尺寸,在允許范圍內(nèi)輾輪外徑尺寸盡量選取大值,這樣輾輪可以多次翻新,以降低生產(chǎn)成本。 圖3 輾壓開始與結(jié)束時模具與工件位置關(guān)系示意圖 模具型槽間寬度的配合以及與毛坯寬度的配合也十分關(guān)鍵。套圈輾擴(kuò)成形及模具型槽結(jié)構(gòu)如圖4所示,圖中,A為芯軸型槽寬度;B為輾輪型槽寬度;L為毛坯、輾擴(kuò)成形工件寬度;t為毛坯端面倒角的高度、寬度;R為輾擴(kuò)成形工件的溝槽半徑;RW為外端面倒角弧半徑;Rn為內(nèi)端面倒角弧半徑;R1,R2為輾輪型槽過渡圓角;r1,r2,r3,r4為芯軸型槽過渡圓角;D為輾輪型槽有效擋邊深度;d1為芯軸型槽擋邊深度;d2為芯軸型槽中凸模高度;d為芯軸型槽有效擋邊深度,d=d1-d2;d3為輾擴(kuò)成形工件的溝槽深度;α為芯軸型槽擋邊傾角;β為輾輪型槽擋邊傾角;γ為外端面倒角與水平面所成角度;ε為外端面倒角與垂直面所成角度;θ為內(nèi)端面倒角與水平面所成角度;δ為內(nèi)端面倒角與垂直面所成角度;T為輾擴(kuò)成形工件外端面倒角高度;T′為輾擴(kuò)成形工件外端面倒角寬度;T1為輾擴(kuò)成形工件內(nèi)端面倒角高度;T′1為輾擴(kuò)成形工件內(nèi)端面倒角寬度。 圖4 套圈毛坯、輾擴(kuò)成形及模具型槽結(jié)構(gòu) 模具型槽側(cè)壁為擋邊,擋邊一般帶有不小于3°的傾角以保證毛坯順利進(jìn)入模具且輾擴(kuò)中不產(chǎn)生毛刺,芯軸與輾輪擋邊傾角大小可以不同。毛坯在模具中一般要以輾輪或芯軸為基準(zhǔn)定位,為保證端面倒角精度,模具型槽有效擋邊深度要大于產(chǎn)品的端面倒角高度,即D>T,d>T1。一般輾輪型槽有效擋邊深度為2.5~5 mm,芯軸型槽有效擋邊深度為0~3 mm。輾輪為定位基準(zhǔn)時,輾輪型槽底部寬度可以略小于毛坯寬度以利于毛坯在輾輪中定位,這樣易于保證輾壓成形工件的精度。毛坯寬度尺寸公差大時一般采用芯軸定位,輾輪型槽底部寬度保證毛坯在型槽內(nèi)活動余量不大即可,一般底部型槽寬度取值與毛坯寬度相等。芯軸型槽上部寬度等于或略大于輾輪型槽上部寬度。 模具選取材料時應(yīng)考慮生產(chǎn)批量、材料性能、生產(chǎn)、使用情況等。輾壓模具輾輪和芯軸要求強(qiáng)度高、耐磨、變形小且壽命長,一般采用冷作模具鋼如Cr12MoV,LD(7Cr7Mo3V2Si)等。Cr12MoV為高碳、高鉻類型萊氏體鋼,具有良好的淬透性,且具有很高的耐磨性,易采購、性價比高,應(yīng)用普遍,冷輾模具中輾輪材料多選Cr12MoV。LD(7Cr7Mo3V2Si)鋼碳含量低,硬度高又具有較好韌性,冷輾模具中芯軸采用了LD(7Cr7Mo3V2Si)鋼。 輾輪主要失效形式有磨損、塑性變形、疲勞破壞等。冷輾工件時,輾輪工作表面與工件毛坯相對運(yùn)動,產(chǎn)生摩擦磨損和黏著磨損,可能產(chǎn)生塑性變形和疲勞裂紋。因此,要求輾輪有較高的耐磨性、抗黏性和低的表面粗糙度值,較高的硬度和抗疲勞強(qiáng)度能力。 芯軸的主要失效形式有磨損、塑性變形和斷裂。冷輾時芯軸與工件接觸,承受壓力、沖擊力及摩擦力,因此,要求芯軸既有高的硬度和耐磨性,又要有足夠的韌性。 模具失效的原因很多,涉及的技術(shù)面很廣,但通過優(yōu)化設(shè)計(jì)、合理選材材料、改進(jìn)加工(加工工藝、熱處理工藝)工藝、合理使用等可以顯著提高模具壽命。 在實(shí)際冷輾生產(chǎn)中,模具的壽命直接關(guān)系到生產(chǎn)的效率和成本,根據(jù)模具在使用中出現(xiàn)的失效問題,分析后提出以下提高模具壽命的措施[1]: (1)合理擬定冷輾壓工藝。工件的結(jié)構(gòu)設(shè)計(jì)符合冷輾壓工藝性的要求;合理設(shè)計(jì)冷輾件和毛坯;提高潤滑質(zhì)量。 (2)合理設(shè)計(jì)模具結(jié)構(gòu)和幾何參數(shù)。合理設(shè)計(jì)模具的尺寸結(jié)構(gòu),保證毛坯在模具中的定位;控制模具精度,減小輾壓時的振動;盡量避免截面的急劇變化,以減小應(yīng)力集中,對于截面急劇變化的,應(yīng)以較大的圓角半徑和錐度過渡。模具的幾何形狀應(yīng)有利于金屬的變形和流動,盡可能地減小工件表面粗糙度值。 (3)合理選擇模具材料。依據(jù)輾輪的制造斷面較大、形狀復(fù)雜、耐磨性要求高、承受較大沖擊載荷的特點(diǎn),輾輪制造材料選用了Cr12MoV鋼。新型LD(7Cr7Mo3V2Si)冷作模具鋼與Cr12MoV鋼相比具有強(qiáng)度高,韌性好,耐磨損,冷熱加工工藝性能優(yōu)良,淬火溫度范圍寬,熱處理變形小等特點(diǎn)。而芯軸型槽形狀較復(fù)雜,工作中承受較大壓力和沖擊力,特別對于長徑比大的芯軸,韌性要求高,因此,芯軸材料選用了LD(7Cr7Mo3V2Si)鋼。 (4)改善模具的熱處理和表面處理工藝。完善和嚴(yán)格控制熱處理工藝,加熱要均勻,回火要充分;模具使用一段時期后進(jìn)行一次應(yīng)力退火,以消除疲勞應(yīng)力;采用表面強(qiáng)化處理(如化學(xué)熱處理、高能束表面強(qiáng)化等),提高模具耐磨性、抗黏性和抗疲勞強(qiáng)度性能。 (5)完善模具加工工藝。對于組織不完善,晶粒粗大的模具毛坯采用三方六面墩拔法反復(fù)鍛造,把碳化物不均勻度控制在3級以內(nèi),同時應(yīng)注意加工精度并保持形狀的準(zhǔn)確性。 (6)正確使用、維護(hù)和保管模具。正確安裝和調(diào)整模具,使模具處于最佳工作狀態(tài);采用合適的支承距離,以減少芯軸支承跨距;保持模具工作表面的清潔;按照規(guī)程正確送料,防止因誤送料引起模具損壞;合理潤滑和冷卻。 輾輪和芯軸組成的冷輾機(jī)模具,是冷輾機(jī)生產(chǎn)出合格產(chǎn)品的關(guān)鍵,其合理的設(shè)計(jì)與應(yīng)用將大幅度降低生產(chǎn)成本,提高生產(chǎn)效率。
1.2 材料的選擇
2 模具主要失效形式及性能要求
3 提高模具壽命的措施
4 結(jié)束語
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
