機械圖樣在《極限配合與技術(shù)測量基礎(chǔ)》教學中的輔助作用
2010-09-07 03:12:14羅壬彬
職業(yè)教育研究 2010年8期
羅壬彬
(賀州市技工學校 廣西 賀州 542800)
機械圖樣在《極限配合與技術(shù)測量基礎(chǔ)》教學中的輔助作用
羅壬彬
(賀州市技工學校 廣西 賀州 542800)
在《極限配合與技術(shù)測量基礎(chǔ)》課程的教學過程中,適當?shù)剡\用機械圖樣實施教學,能讓學生充分認識到該課程的重要性,同時有利于理解某些知識點,使教學理論聯(lián)系實際,更好地實現(xiàn)該課程教學的總體目標。
機械圖樣;極限配合與技術(shù)測量基礎(chǔ);輔助作用
我們知道,實際零件的幾何量誤差必須控制在相應的公差范圍內(nèi)(如尺寸公差、形狀公差以及位置公差等),才能保證互換性的實現(xiàn)(互換性是指在同一規(guī)格的一批零部件中具有互相代換的性能)。《極限配合與技術(shù)測量基礎(chǔ)》課程較全面地闡述了機械制造業(yè)中有關(guān)尺寸公差、形狀公差、位置公差、表面粗糙度等技術(shù)要求以及有關(guān)各種測量技術(shù)的基本知識。凡是有機械加工的地方都要應用到極限配合與技術(shù)測量的知識,如果不會應用極限配合與技術(shù)測量的知識,就生產(chǎn)不出合格的產(chǎn)品,也不會判斷產(chǎn)品是否合格,更不能成為一名合格的技術(shù)工人。因此,《極限配合與技術(shù)測量基礎(chǔ)》課程是機械制造專業(yè)最基本、最重要的課程,是一門理論與實踐緊密聯(lián)系的課程。那么,如何進行《極限配合與技術(shù)測量基礎(chǔ)》課程的教學,才能使學生學到相關(guān)知識呢?本人從事《極限配合與技術(shù)測量基礎(chǔ)》課程教學多年,認為在教學過程中,除了運用《極限配合與技術(shù)測量基礎(chǔ)》課程的配套掛圖、量具、實物外,在適當?shù)膱龊锨‘數(shù)貞靡恍C械圖樣(如零件圖、裝配圖)進行教學,能使學生更好地理解和掌握本課程的內(nèi)容,從而取得更好的教學效果。
在緒論章節(jié)的教學中利用機械圖樣,能讓學生充分認識到課程的重要性
緒論章節(jié)其實就是該門課程的動員課。為此,在講授此課時,教師應明確地提出本課程的特點與教學過程中應遵守的基本原則,要讓學生充分認識到本課程在科學研究和實際生產(chǎn)中的重要性,從而激發(fā)學生的學習興趣和積極性。
緒論章節(jié)的最后一部分內(nèi)容即本課程的性質(zhì)與任務,教材是這樣論述的:本課程比較全面地講述了機械加工中有關(guān)尺寸公差、形位公差、表面粗糙度等技術(shù)要求及有關(guān)各種測量技術(shù)的基本知識。學習本課程是為了給專業(yè)工藝課程的教學和生產(chǎn)實習教學打下必要的基礎(chǔ)。如果教師在緒論教學中僅僅按教材的論述進行講解,學生會覺得抽象、乏味并難以理解。教師如果在教學中利用標有尺寸公差、形位公差、表面粗糙度的零件圖進行講解,學生除了容易理解該部分的內(nèi)容外,還能充分認識到該課程的重要性,如短臺階軸(見圖1)。
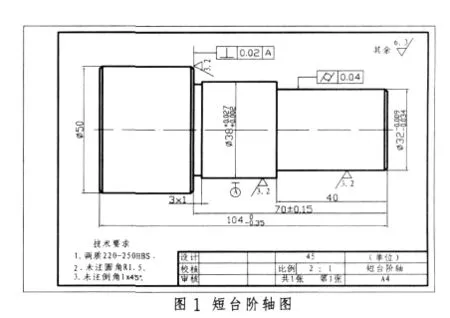
圖1為軸類零件圖,在工程圖中應用廣泛,在教學中利用該圖進行講解能夠讓學生認識到,要想根據(jù)該圖加工出的零件滿足使用要求,除了零件各部分的形狀和尺寸要符合圖樣的要求外,還要滿足以下技術(shù)要求:(1)與軸段的直徑和軸向尺寸要在尺寸公差范圍內(nèi);(2)Φ50 軸段右端面對的垂直度誤差不超過0.02mm,Φ32軸段的圓柱度誤差不允誤超過0.04mm;(3)Φ38軸段、Φ32軸段有較高的表面粗糙度要求即表面質(zhì)量要求——Ra的上限值均為3.2微米,其余未注表面Ra的上限值均為6.3微米;(4)未注圓角為R1.5,熱處理(調(diào)質(zhì))后零件的硬度值達到220~250HBS。為激發(fā)學生積極思考,在講述這四點技術(shù)要求時,教師可相應地提出以下三個問題:(1)根據(jù)圖樣上的標注,Φ38與Φ32軸段的直徑、軸向尺寸中基本尺寸為70、104的最大尺寸和最小尺寸分別是多少,實際尺寸在什么范圍內(nèi)才合格?(2)直徑為Φ50的軸段與基本尺寸為Φ38的軸段是否有某種聯(lián)系?(3)零件表面是否有質(zhì)量要求?同時,教師應特別提示學生:提出的四點技術(shù)要求均屬于本課程的基本知識,學生只有學好本課程,在以后的實習與工作中加工出的零件才會滿足技術(shù)要求,而實際零件如果不滿足技術(shù)要求就不能夠滿足使用要求,由此學生才能充分認識到學習本課程的重要性,才能引發(fā)學生學習 《機械制圖》和《金屬材料與熱處理》課程的興趣。因為讀懂零件的形狀和尺寸要具備《機械制圖》的基礎(chǔ)知識,材料硬度的提高要運用《金屬材料與熱處理》的知識。在緒論章節(jié)的教學中利用機械圖樣進行講解,比單純地口頭強調(diào)學習本課程的重要性更有說服力,從而能取得更好的教學效果。
利用機械圖樣進行教學,能讓學生更好地理解某些知識點
技工學校學生的理論基礎(chǔ)普遍較為薄弱,對某些理論知識的理解能力欠缺。在教學過程中,如果采用一些機械圖樣進行講解,就會使教學內(nèi)容顯得更直觀、更具體、更形象,也更有利于增加學生對某些知識點的理解。
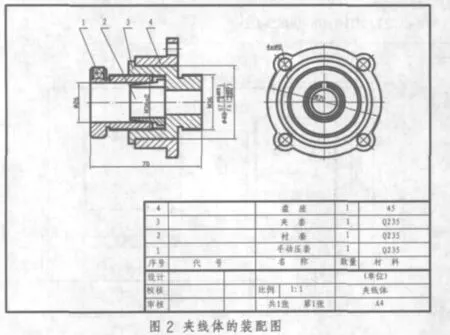
圖2(或相類似的圖形)在以下幾個部分教學中能起到一定的輔助理解的作用。
在孔與軸判斷中起輔助理解作用 在 《極限配合與技術(shù)測量》教材中給出的是廣義的孔與軸的定義,孔與軸可從兩個方面判斷:(1)從裝配關(guān)系看,孔為包容面,軸為被包容面;(2)從加工過程看,在切削過程中,尺寸由小變大的為孔,而尺寸由大變小的為軸。對于技校生來說,如果教師僅按教材的論述進行講解,會感到抽象和難以理解。而如果按圖2所示進行講解,學生就會覺得講解形象、具體且易于理解:在手動壓套1與夾套3的配合中,夾套是包容面,屬于孔;但在夾套3與盤座4的配合中,夾套是被包容面,屬于軸。夾套2的內(nèi)表面與手動壓套1右端的外表面形成配合,在加工過程中夾套的內(nèi)表面尺寸不斷變大,所以,在手動壓套1與夾套3的配合中,夾套是孔;夾套的一部分外表面與盤座的內(nèi)表面形成配合,在加工過程中夾套的外表面尺寸不斷變小,因此,在夾套與盤座的配合中,夾套是軸。當然,課堂教學中還可舉一些形狀各異的孔與軸的例子,讓學生進行判斷,以幫助學生理解孔與軸的定義。
在配合定義中起輔助理解作用 《極限配合與技術(shù)測量》教材中,配合的定義是基本尺寸相同的、相互結(jié)合的孔與軸的公差帶之間的關(guān)系。該定義說明,相互配合的孔與軸其基本尺寸應該是相同的。孔、軸裝配后的松緊程度即裝配的性質(zhì),取決于相互配合的孔與軸公差帶之間的關(guān)系。在講述該定義之前,教師可先向?qū)W生解釋Φ48H7/f6的含義:Φ48H7/f6表示Φ48H7的孔和Φ48f6的軸相配合。圖2即說明了這一點:夾套的外表面與盤座的內(nèi)表面形成配合,夾套與盤座部分配合的直徑和軸套的內(nèi)徑基本尺寸均為Φ48。由圖2的尺寸標注可知,夾套內(nèi)徑的最小極限尺寸是Φ48,而盤座的最大極限尺寸是Φ47.975,軸套的內(nèi)徑總是大于軸的外徑,夾套的公差帶在盤座的公差帶的上方。故在夾套與盤座的配合中,夾套與盤座之間具有間隙。軸套與軸之間的配合為間隙配合。至于過渡配合與過盈配合的教學,教師同樣可采用相應的裝配圖進行講解。
在基孔制配合教學中起輔助理解作用 標準規(guī)定:基孔制配合中孔的最小極限尺寸與基本尺寸相等,孔的基本偏差代號為“H”,孔的下偏差為零,上偏差為正,公差帶位于零線上方。圖2中標注的配合尺寸Φ48H7/f6屬基孔制配合的尺寸,其中的配合代號和上、下偏差也與國標規(guī)定一致。至于基軸制配合,教師可采用相類似的圖形 (如減速器裝配圖中軸承與軸承座的配合)進行教學。
在配合代號教學中輔助理解作用 國標規(guī)定:配合的代號用孔、軸公差帶代號的組合表示,寫成分數(shù)形式,分子為孔的公差帶代號,分母為軸的公差帶代號。在圖樣上標注時,配合代號標注在基本尺寸之后。圖2中標注的尺寸Φ48H7/f6正好說明了配合代號的組成及其在圖樣上的標注特點。
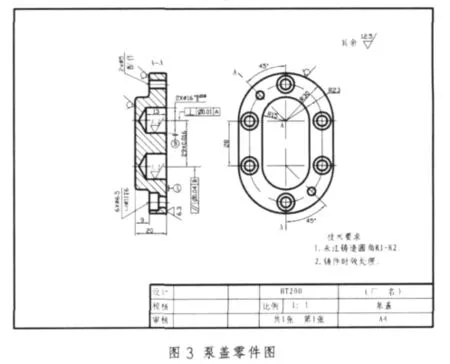
在學習了一般公差——線性尺寸的未注公差,形位公差的未注公差值的規(guī)定,被測要素的定義,形位公差的標注規(guī)定,表面粗糙度標注后,教師也可以用圖3提問學生:為什么圖中某些線性尺寸不注出公差?哪些是被測要素?為什么某些部分不注出形位公差?哪些表面有表面粗糙度要求?其標注有何特點?通過讓學生讀零件圖回答問題,幫助學生理解、鞏固所學知識。
利用機械圖樣進行教學更有利于理論聯(lián)系實際,實現(xiàn)教學的總體目標
大家都知道這么一個基本道理:理論來源于生產(chǎn)實踐,又服務于生產(chǎn)實踐,生產(chǎn)實踐的發(fā)展促進了理論的發(fā)展,理論的發(fā)展又反過來促進生產(chǎn)實踐的發(fā)展。因此,在教學中要貫徹理論聯(lián)系實際的原則,把理論教學與生產(chǎn)實踐結(jié)合起來。在《極限配合與技術(shù)測量基礎(chǔ)》教學中,適當?shù)夭捎蒙a(chǎn)中常用的機械圖樣,除了有利于提高學生讀各種零件圖與裝配圖的能力、提高綜合素質(zhì)外,還能讓學生在獲取感性認識的同時,潛意識地感受到理論與實踐的緊密聯(lián)系,從而充分體現(xiàn)出該課程的實用性。因為工人在生產(chǎn)零件、裝配部件或機器、檢測等各個環(huán)節(jié)中,都要應用到機械圖樣,機械制造業(yè)的工人在生產(chǎn)中經(jīng)常與機械圖樣打交道。因此,要激發(fā)學生學習該課程的興趣和熱情。有了興趣和熱情,才能使學生從“要我學”轉(zhuǎn)變?yōu)椤拔乙獙W”,同時更好地發(fā)揮學生的主體作用和教師的主導作用,進而取得較好的教學效果。
[1]胡荊生.公差配合與技術(shù)測量基礎(chǔ)課教學參考書[M].北京:中國勞動與社會保障出版社,2003.
[2]楊昌義.極限配合與技術(shù)測量基礎(chǔ)[M].北京:中國勞動與社會保障出版社,2007.
[3]李軍,等.車工技能與實訓[M].珠海:珠海出版社,2006.
G712
A
1672-5727(2010)08-0085-02
羅壬彬(1967—),女,廣西賀州人,賀州市技工學校講師,主要從事機械類專業(yè)的教學研究。
猜你喜歡
內(nèi)蒙古教育(2021年20期)2021-03-08 01:09:14
甘肅教育(2020年14期)2020-09-11 07:57:50
計算機教育(2020年5期)2020-07-24 08:53:38
家庭影院技術(shù)(2019年11期)2019-12-09 09:14:30
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
東方教育(2017年19期)2017-12-05 15:14:48
唐山文學(2016年2期)2017-01-15 14:03:59
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
