數控技能比賽精英培養的研究
2011-02-20 02:16:24全永強
裝備制造技術 2011年11期
全永強
(廣西機電職業技術學院,廣西 南寧530007)
2010年10月,我國正式加入世界技能組織,2011年10月份將在倫敦舉行第41屆世界技能大賽,而我國的數控門又是首次參加此屆世界技能大賽。國內由六部委主辦的第四屆全國數控技能大賽決賽也剛落下了帷幕,國家對數控重視可見一斑。也只有通過系列競賽活動,才能促使一大批優秀技能人才脫穎而出,也是解決當前制造業人才嚴重缺乏,特別是數控高技能人才嚴重缺乏的一個重要方法。人才上來了,我國的數控產業才能持續發展,完成由低端向高端的高速度、高精度、柔性化轉變。這樣,對數控技能比賽精英的培養刻不容緩。
1 心理素質
心理素質其實就是一個人遇事的承受能力。自2004年由國家六部委主辦的首屆全國數控技能大賽到現在,數控選手們的技能水平都達到了相當高度,要想進一步提高選手的競賽成績,首先從提高選手的心理素質下手。
1.1 選手心理素質的重要性
數控比賽發展到現在,特別是省區賽和全國大賽等重要比賽,由于比賽試題是公開的,所以強手之間的技術水平差距是很小的。比賽中不僅比技術,比能力,也是心理素質的較量與對抗。
賽前心理準備、賽中心理控制和賽后心理調整是否到位,直接關系到選手的比賽成績和比賽名次。有關研究表明,在比賽中技術發揮不好的選手中,由于心理準備不足造成的失敗約占70%。在廣西區第三屆數控大賽中,廣西機電職業技術學院的梁慶林選手獲得了高職學生組加工中心第一名,但在同屆的南寧市比賽中,只獲得前五名,而學院的唐昌輝選手的情況與他正好相反。兩位選手在平時的訓練和比賽時水平都差不多,為何在重大比賽中差別那么遠呢?梁慶林選手的話道出了真相:“比賽時,我一點都不緊張”。
心理素質不僅在數控比賽中重要,而且在其他比賽中同樣重要,如我國很多優秀運動員在國內的一些比賽中,往往能取得非常好的成績,有的甚至打破了世界記錄,可是一到奧運會、世錦賽等這樣的大型國際比賽中,往往賽不出高水平好成績。2004年雅典奧運會,我們一直引以為自豪的體操在衛冕男團冠軍的壓力下卻失敗得“酣暢淋漓”,7個“沖金點”只換來1金2銅的成績,這樣的表現實屬罕見;同樣,在乒乓球決賽中,王皓負于韓國的柳承敏,而后者的實力明顯遜于前者。
由此可見,心理素質對比賽的影響可見一斑。如何消除選手心理障礙、提高心理素質顯得非常重要。
1.2 心理訓練方法
必需在選手的日常訓練中,有針對性地采取心理訓練,才能讓選手在比賽中將心理障礙降低到最小,發揮出最好的技術水平。
(1)模擬訓練。模擬訓練實際上是一種適應性訓練或脫敏訓練。在復雜的、陌生的環境中比賽時,選手常會對自己事先未料到的情境感到不安和緊張。模擬訓練就是人為地制造或模擬可能引起應激反應的刺激(環境)因素,讓選手在這種情境下訓練或比賽,使之對環境熟悉,逐步適應這些環境,降低環境因素對運動員的刺激量,使選手在賽前能感到自己好像已經參加過了這場賽事,知道自己能處理一切可能出現的問題。
我們對選手訓練一段時間后,都實行摸擬比賽,賽前讓選手自己準備刀具和量具等比賽用品,并在摸擬比賽場地掛大紅條幅,上寫“廣西區第四屆數控大賽”,“技能創新,人才強國”,“掌握技能,藝不壓身”,比賽開始時我們會大聲喊:“廣西區第四屆數控大賽正試開始,選手開始操作”。賽后叫選手簽名,打掃機床,一切都按正規比賽程序進行。多次模擬比賽后,這些不利因素不再引起選手的注意,到重大正試比賽時,就不會引起選手的不良反應,就影響不了選手。
(2)信息回避。是指避免一些可能對選手產生消極影響的信息。在數控比賽中對選手影響最大的信息,就是撞刀的發生,當一個賽場中有選手發生撞刀事故時,會有很響的聲音發出,同時會有幾個裁判一擁而上,去事故發生點觀察。這樣對同一賽場的其他選手就造成了很大的心里壓力,影響水平的發輝,因此在平時的訓練和比賽時,我們有意造出這種很響的聲音,幾個教練圍上任一選手那里,經多次訓練后,選手就可對此信息進行回避。
(3)放松訓練。是選手通過自我暗示來實現的,暗示是通過語言影響進行心理調節的手段,它使疲勞的機體得到迅速和充分的休息,使情緒得到迅速的調整,信心倍增地準備下一輪的比賽。
其做法是選手閉目靜坐或仰臥,聚精會神地想象自己的放松情景,也可用語言進行暗示放松。放松休息的暗示語言有:我安靜下來了,我的全身和大腦都放松了,我感覺很好等。
(4)自我心理調節。主要是用大腦思維的意念活動來調節個人心理失衡的一種方法。若是由于參加重要比賽而引起的緊張,選手在意念活動中要多想想自己發揮較好的場景,使自己平靜下來。采用的意念詞有“心理緊張對比賽非常不利”、“心理緊張是多余的”通過反復的意念活動,來控制、減輕心里的緊張,在賽前行到平衡的心態,保持良好的竟技狀態。如果選手參加比賽機會少,經驗差,把比賽當作一種負擔,對自己缺乏正確的評價,沒有上陣就出現膽怯或喪失斗志的。要鼓舞他們的士氣,增強必勝的信心。采用的意念詞有“我能做好,我一定要做好!”。
(5)積極心態的培養和意志品質的訓練。對選手積極心態的培養,應貫穿整個日常訓練及賽前準備。選手的心態一方面與選手自身心理素質有關;另一方面與是否在生活、訓練中對選手進行有意識地灌輸、培養有關。
很多選手的性格中都有一種積極向上的心態和堅韌不拔的意志。在重大比賽時如遇到賽場環境非常不利的情況,如賽場陌生,或是碰到比賽用的設備和夾具老出問題的情況下,那么選手更需要有積極的心態和頑強拼搏的意志品質。
2 數控技術與技能訓練
數控比賽一般都有理論知識、軟件和實操這3個方面的考核內容,而實操成績卻占總成績的70%,無疑,抓住了實操,就會使數控選手很容易獲得比賽的好成績,而實操的訓練就是數控技術與技能的訓練。
2.1 對刀的訓練
所謂對刀就是要通過刀具或者對刀工具在工件上建立工件坐標系,并將對刀數據輸入到相應的存儲位置,使之與機床坐標系有確定的位置關系,是數控加工中最重要的操作內容,其準確性將直接影響零件的加工精度。
在比賽中,選手要的是速度和精度,要在對刀訓練上達到速度和精度,比較以下幾種對刀方式,便一目了然(如圖1)。
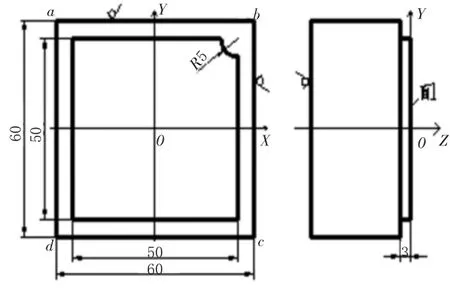
圖1 對刀示意圖
選手要加工此零件,必須要把工件坐標系建在工件表面中心,為此,選手的操作有以下3種方式:
方式(1)。快速移動工作臺和主軸,讓銑刀輕碰ad邊(此邊最好粘點紙),記下此時機床坐標系中的X坐標值,如–300.219,抬起銑刀,又快速移動工作臺和主軸,讓銑刀輕碰bc邊(此邊最好粘點紙),記下此時機床坐標系中的X坐標值,如–234.118,然后計算(–300.219–234.118)/2=–267.169,這就是工件坐標系原點O在機床坐標系中的X坐標值。
同理,可測得工件坐標系原點O在機床坐標系中的Y坐標值,再快速移動工作臺和主軸,讓銑刀輕碰面1(此面最好粘點紙),記下此時機床坐標系中的Z坐標值,如–400.128,這就是工件坐標系原點O在機床坐標系中的Z坐標,將測得的X、Y值輸入到機床坐標系存儲地址中(一般使用G54—G59代碼存儲對刀參數),將測得的Z值輸入到刀具長度補償中(一般使用H 001—H 009代碼存儲對刀參數),完成對刀操作。
方式(2)。快速移動工作臺和主軸,讓銑刀輕碰ad邊(此邊最好粘點紙),在相對坐標系中把X坐標清零,抬起銑刀,又快速移動工作臺和主軸,讓銑刀輕碰bc邊(此邊最好粘點紙),得到X的相對坐標值,如70.1,抬起主軸,快速移動工作臺和主軸,讓銑刀到達相對坐標70.1/2=35.05處,記下此時機床坐標系中的X坐標值,如–267.169,這就是工件坐標系原點O在機床坐標系中的X坐標值。
同理,可測得工件坐標系原點O在機床坐標系中的Y坐標值,再快速移動工作臺和主軸,讓銑刀輕碰面1(此面最好粘點紙),記下此時機床坐標系中的Z坐標值,如–400.128,這就是工件坐標系原點O在機床坐標系中的Z坐標,將測得的X、Y值輸入到機床坐標系存儲地址中(一般使用G54—G59代碼存儲對刀參數),將測得的Z值輸入到刀具長度補償中(一般使用H 001—H 009代碼存儲對刀參數),完成對刀操作。
方式(3)。快速移動工作臺和主軸,讓銑刀(Φ 10)輕碰 ad邊(此邊最好粘點紙),記下此時機床坐標系中的X坐標值,如–291.109,然后把–291.109+5+30=–256.109這就是工件坐標系原點O在機床坐標系中的X坐標值。
同理,可測得工件坐標系原點O在機床坐標系中的Y坐標值,再快速移動工作臺和主軸,讓銑刀輕碰面1(此面最好粘點紙),記下此時機床坐標系中的Z坐標值,如–400.128,這就是工件坐標系原點O在機床坐標系中的Z坐標,將測得的X、Y值輸入到機床坐標系存儲地址中(一般使用G54—G59代碼存儲對刀參數),將測得的Z值輸入到刀具長度補償中(一般使用H 001—H 009代碼存儲對刀參數),完成對刀操作。
讓一組水平相當的選手用上面3種方式對刀,得到一組數據,如下表1所列。

表1 選手對刀用時表(單位:min)
方式(1)平均用時 8.475min,方式(2)平均用時5.747min,方式(3)平均用時 3.483min,方式(1)與方式(3)相差最大,達4.992min,而現在的比賽一般都有配合件加工,如第四屆全國數控技能大賽決賽就是六件套配合,需要加工3個零件,裝夾最少3次,對刀3次,如果對刀工具精度高,平時訓練采用方式(3)對刀,比賽時用此方式對刀就可以節約至少15min,為贏得比賽勝利打好了第一仗。
2.2 程序編輯及輸入訓練
程序編輯及輸入就是將零件加工的工藝順序、運動軌跡與方向、位移量、工藝參數(主軸轉速、進給量、切深)以及輔助動作(換刀、變速、冷卻液開停),按動作順序、用數控機床的數控系統所規定的代碼和程序格式,編制成加工程序,再將程序輸入數控機床。這是數控比賽最重要的一個環節,為了使訓練選手編輯程序又快又好且輸入程序又快又準,有以下3種訓練方式:
(1)直接編程與單手輸入法。一手拿到圖紙后,頭腦中立馬想清楚加工工藝,另一手馬上在機床的面板上輸入程序和驗證程序。
(2)直接編程與雙手輸入法。拿到圖紙后,用一小塊磁鐵把圖紙磁牢在機床檔門上,頭腦中立馬想清楚加工工藝,雙手馬上在機床的面板上輸入程序和驗證程序。
(3)自動編程法。拿到圖紙后,利用CAD軟件的圖形編輯功能,將零件的幾何圖形繪制到計算機上,在圖形交互方式下進行定義、顯示和編輯,得到零件的幾何模型;然后調用CAM數控編程模板,生成數控加工程序,然后經傳輸線直接傳輸入機床。
為了檢驗這3種訓練方式的效果,我們用3組水平相當的選手進行了測試(如圖2)。
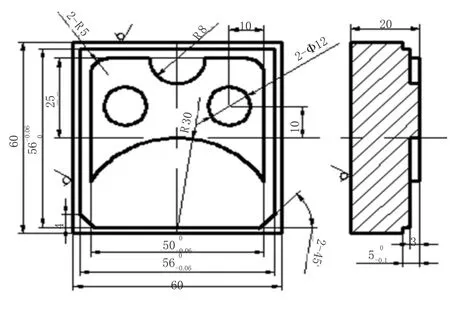
圖2 程序編輯及輸入練習圖
要求選手一看見圖,就用以上任一種方式輸入程序并驗證程序,結果如表2。
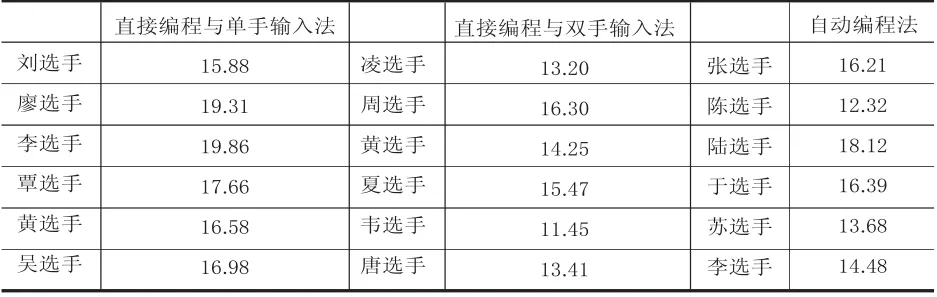
表2 選手編程及輸入程序用時表(單位:m i n)
直接編程與單手輸入法平均用時17.71min,直接編程與雙手輸入法平均用時14.01min,自動編程法平均用時15.2min。可見,加工上圖如果用直接編程與雙手輸入法,僅編程和輸入這一關就可省時數分鐘。事實上,很多零件圖的加工,都可以用此方法來為比賽贏得寶貴的時間。
當然,如果對于復雜的零件,特別是具有非圓曲線曲面的加工表面,或者零件的幾何外形并不復雜,但是程序編制的工作量很大,或者是需要進行復雜的工藝及工序處理的零件,由于這些零件在編制程序和加工過程中,數值計算非常繁瑣,程序量很大,假如采用手工編程往往耗時多,效率低,出錯率高,甚至無法完成,這種情況下就必須采用自動編程法。
2.3 工藝訓練
工藝(Craft)是勞動者利用生產工具對各種原材料、半成品進行增值加工或處理,最終使之成為制成品的方法與過程。
賽場上制定工藝的原則是:快速和高精度。制定的工藝好壞,直接影響到比賽的成敗。由于在重大比賽(如省區賽和全國大賽)中,比賽試題是公開的,但刀具和夾具是不公開的,所以選手在訓練時,對每套圖樣都應制定有多種工藝安排(如圖3所示)。
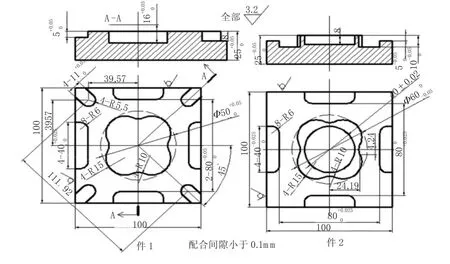
圖3 工藝訓練圖
圖3 中件1和件2是要加工的零件,使用100mm×100mm×28mm的毛坯,兩件構成配合件的關系,考核的重點是梅花配合和4個方搭子的配合,且配合間隙少于0.1mm。
配合件的加工技巧是:先加工較簡單的零件(如件2)后加工較復雜的零件;先加工非配合尺寸后加工配合尺寸(如先加工件2中Φ 40m m的圓);加工時配合尺寸要加工到極限尺寸(如件2中40mm加工到公差–0.01~–0.02mm)。
掌握了這些技巧,制定出的工藝就可在規定時間內取得最高分數。根據刀具不同,選手可制定如下工藝方案:
(1)工藝方案ⅰ。如果刀具清單如表3所列,則工藝方案如下列數控加工工藝卡1和數控加工工藝卡2。
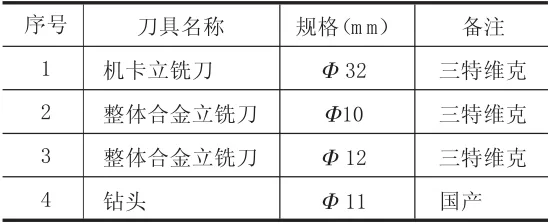
表3 刀具清單1
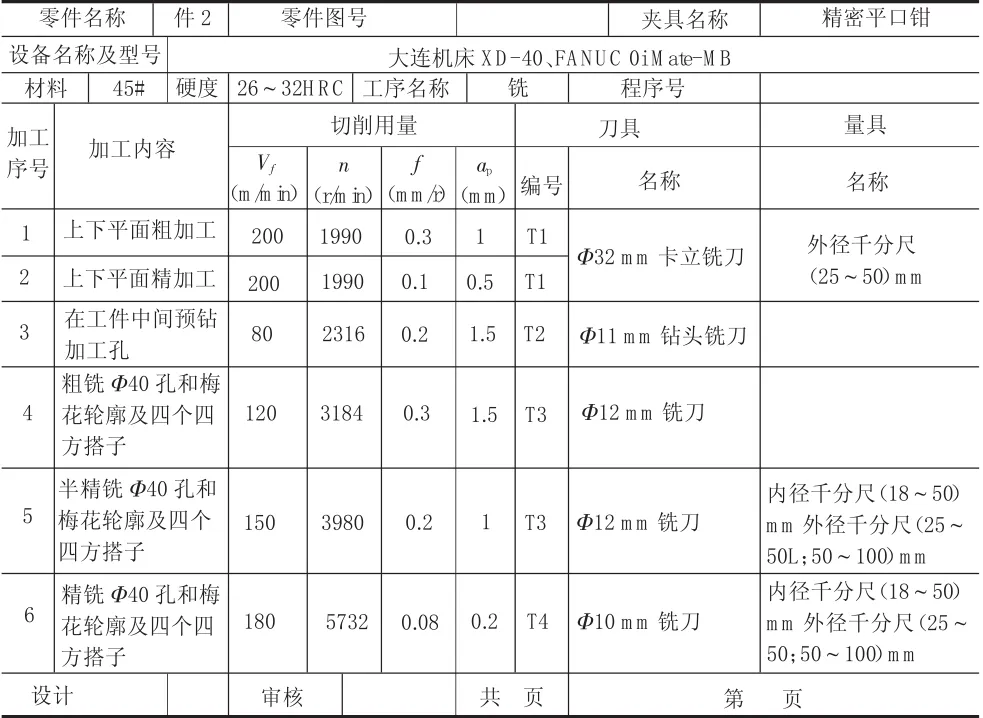
表4 數控加工工藝卡1

表5 數控加工工藝卡2
(2)工藝方案ⅱ。如果刀具清單如表6所列,則工藝方案如下數控加工工藝卡3和數控加工工藝卡4。

表6 刀具清單2
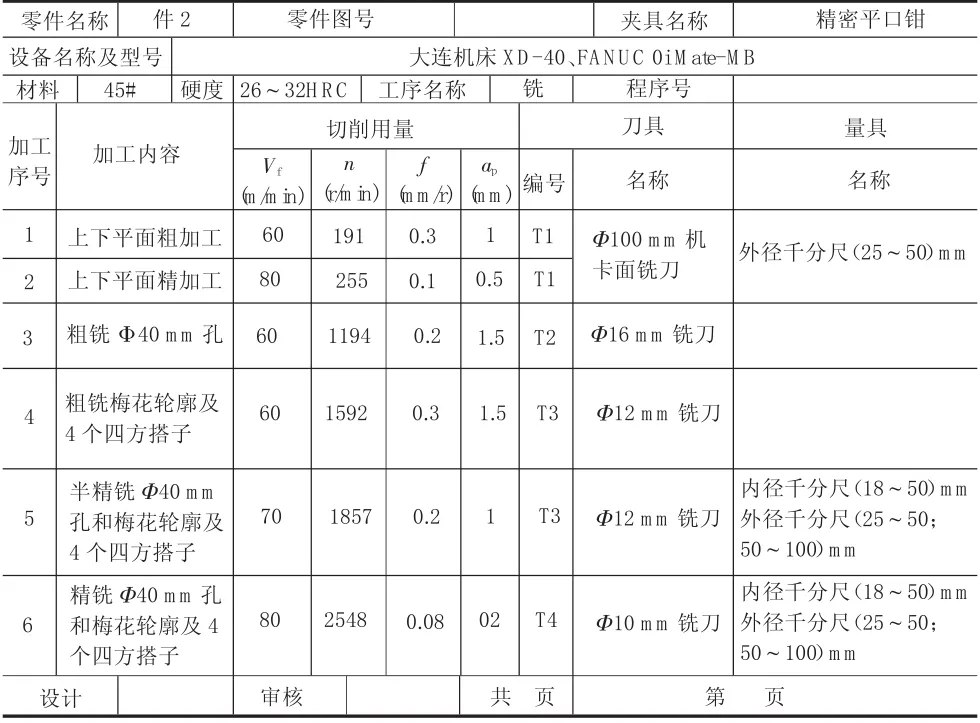
表7 數控加工工藝卡3
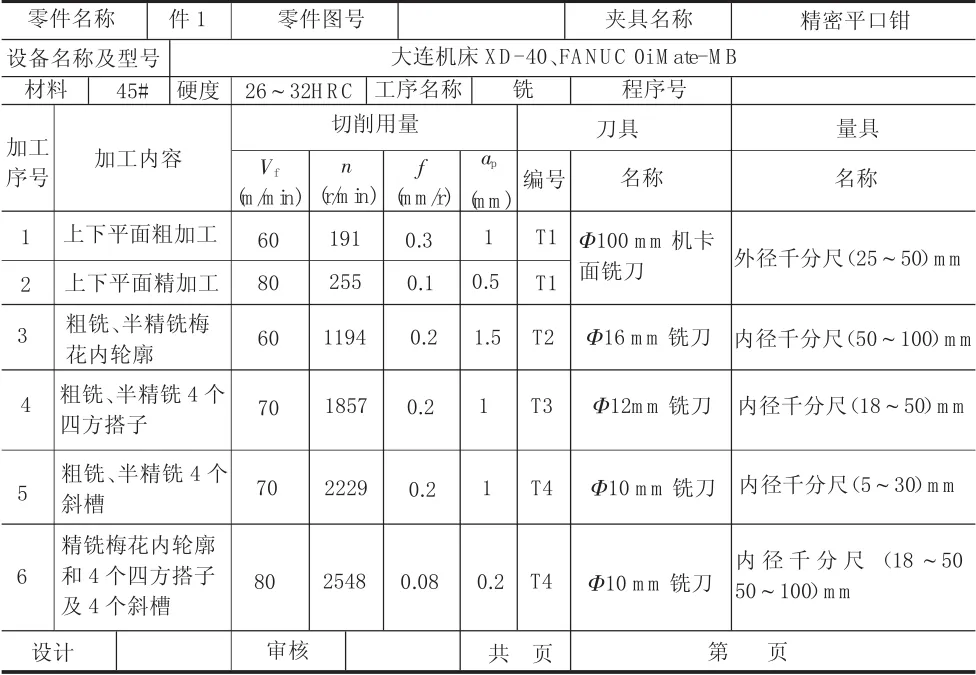
表8 數控加工工藝卡4
比較工藝方案ⅰ和工藝方案ⅱ就可發現,光是轉速就相差一倍,也就意味著加工相同工件時間相差一倍,制定多種工藝方案的重要性可見一斑,也是普通選手和比賽精英的重要區別。
3 訓練(比賽)后的總結
總結是對前一階段工作或學習進行回顧、檢查和分析研究,從中找出經驗和教訓,獲得規律性的認識,以便指導今后實踐。每天訓練完后,選手一定要不怕苦,不怕累,連續作戰,把當天訓練的內容總結一下,比如實操訓練,就要總結工藝對了沒有,有沒有更好的工藝,尺寸是否計算準確,操作有無失誤的地方。
每隔一段時間,還要進行階段總結,看看訓練計劃是否完成,訓練內容是否符合比賽的要求,有無改進之處;碰到比賽,賽后更要全面總結,如心里是否很緊張(心理素質關),數控理論知識學得如何,軟件畫圖是否熟練,操作加工有否改進之處。只有養成總結的習慣,才能完成從普通選手到比賽精英的蛻變。
4 結束語
“藝高人膽大”是武林高手的本色,同樣也是數控比賽精英的本色。在對數控技術和技能進行長期艱苦訓練的同時,輔助以系統的心里素質訓練,并持之以恒,養成每天一小總結,每隔一段時間大總結,及賽后總結的良好習慣,這就是普通數控選手升華到數控比賽精英的絕佳途徑。
[1]張寶林.數控技術[M].北京:機械工業出版社,1997.
[2]第一屆全國數控技能大賽組委會,機床雜志社.決賽試題解析與點評[M].北京:中國科學技術出版社,2005.
[3]馬啟偉.體育心理學[M].北京:高等教育出版社,2000.
猜你喜歡
故事作文·高年級(2023年10期)2023-10-23 11:21:18
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
大灰狼(2019年4期)2019-05-14 16:38:38
中國公路(2017年19期)2018-01-23 03:06:33
小天使·一年級語數英綜合(2017年10期)2017-10-31 22:30:38
學苑創造·A版(2017年6期)2017-06-23 14:10:46
小雪花·小學生快樂作文(2016年11期)2017-01-09 22:11:33
智慧少年(2016年2期)2016-06-24 06:12:54
銅業工程(2015年4期)2015-12-29 02:48:39