淺談螺旋齒輪接觸區的檢查和修正
2011-06-23 03:02:04任建平任春萍
裝備制造技術 2011年11期
關鍵詞:方向
任建平 ,任春萍
(1.臺州科技職業技術學院 機電工程系,浙江 黃巖 318020;2.浙江豐立機電有限公司,浙江 黃巖 318020)
螺旋錐齒輪傳動性能優良,承載能力大,是錐齒輪技術發展的主要方向。目前,國際上應用最廣的螺旋錐齒輪,是德國的克林根貝格(klingelnberg)齒制和美國的格里森(Gleason)齒制兩大錐齒輪技術為主。
螺旋齒輪的優點是:
(1)傳動平穩,噪音小,承載能力大;
(2)增大接觸比,也就是增加了重迭系數,減輕了沖擊,使傳動穩,降低了噪音;
(3)負荷比壓降低,磨損較均勻,相應增大了齒輪的負載能力,使用壽命長;
(4)可以實行大的傳動比,小輪的齒數可以少至5齒。
(5)可以進行齒面的研磨,以降低噪音,改善接觸區和提高齒面光潔度,如進行磨齒精度可達到5級,而且還可以實現硬齒面刮削加工。
齒輪在設計與制造中,齒面的接觸區是一個非常重要的參數,這是因為圓錐齒輪的接觸區和噪音及振動一樣,不僅反映單個齒輪的精度,而且是反映齒輪箱體的精度、裝配調整的好壞、齒輪裝置整體的剛度及安裝好壞的綜合指標,是全面衡量使用狀態下齒輪裝置質量的依據。
為了控制齒面接觸區,公司在實際生產中總結了經驗,即采用反修正的方法:即受力后工作面(大輪凸面)接觸區將移向齒中心及齒頂,故成品的接觸區應位于齒中間偏向大端,高度上則偏向齒根,反車面應偏于齒頂及大端,而切齒時接觸區位置及大小,則應根據工件熱處理變形規律確定。我們在滾動檢查機上測試接觸區的變化規律,然后根據這一規律和反修正法一起來調試修改接觸區,使之成為最后合格的產品。
1 接觸區在滾動檢查機上的規律
接觸區的位置、大小、形狀,可在滾動檢查機上檢查,改變弧齒錐齒輪的安裝位置,可得到不同接觸情況,生產實際中我們通過多次調整和檢查,觀察、總結其變化規律。再根據所得的變化規律來調試改變機床加工工藝參數。具體操作如下:
首先利用量塊把檢查機調整至理論安裝距離,安裝并固定待檢驗的齒輪副。而兩軸箱則根據刻度盤或刻度尺及游尺恢復到調整好時所確定的位置。由于在切齒調整中,觀察大輪齒側面接觸情況較為方便和清楚,而以調整小輪接觸區生產效率較高,所以我們生產檢查在滾動檢查機上,以觀察大輪接觸區為主,但以小輪接觸區的變化規律作為機床調整依據。因此在小齒齒輪上涂一層薄的紅丹,兩齒嚙合運轉就可以容易地確認接觸區。然后開動機床,使機床在這一方向上滾動30 s,又在反方向上滾動30 s。根據滾動時所得到的接觸點,來判斷齒輪的接觸區的位置。通過這種檢查的方法,我們現在列出改變檢查機上兩主軸相對位置時,左旋小輪接觸區變化規律,如表1所示。
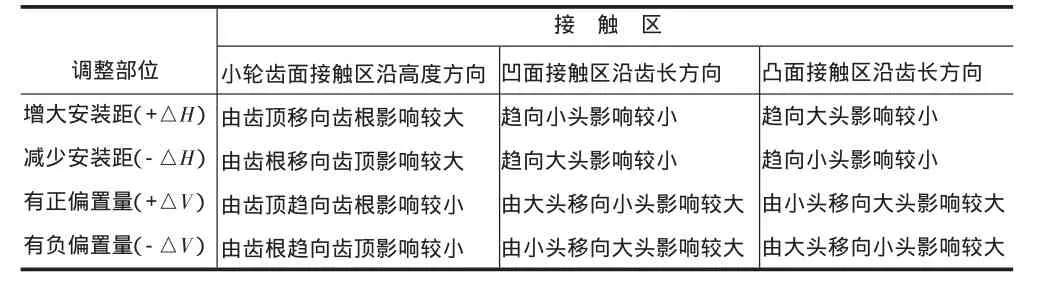
表1 兩主軸相對位置時左旋小輪接觸區變化規律
2 接觸區的修正
在生產實際中,當新產品開發、或由于刀盤打斷重新換刀、或由于上下接班不同的操作者等,都會導致接觸區有所偏置,為了把接觸區調整到想要的位置,在生產實踐中總結了以下方法,供大家一起商榷。
2.1 齒長方向接觸區位置的修正
由螺旋角的定義可知,齒長方向的斜率與齒面螺旋角密切相關,接觸區位置是由齒線方向的斜率決定的,這是螺旋錐齒輪接觸區修正中少數幾個明顯關系。因此接觸區在齒長方向的位置變化(偏向大端或小端)是由螺旋角的誤差造成的,修正時一般用改變徑向刀位的辦法來改變齒輪的螺旋角,同時應該檢查水平及垂直輪位數值與方向、銑刀盤直徑等因素變化情況,以達到修正的目的。
因此在調節時,若需要增大螺旋角時,則徑向刀位減小;反之,若需要減小螺旋角時,則應增大徑向刀位。如表2所示,可根據經驗進行,一般加工等高齒時刀位變化量在0.1~0.6mm左右,當改變較大時,應根據滾動檢查機上確定的犖V值,通過計算得出。改變時一定要先弄清楚機床的正反方向。
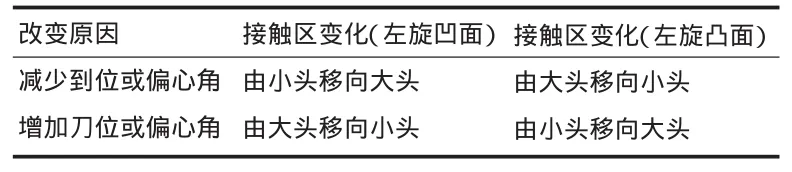
表2 改變各因素接觸區的變化
2.2 齒高方向接觸區位置的修正
齒高方向接觸區位置,由齒廓在齒高方向的斜率決定,齒高方向的斜率取決于齒形的壓力角,接觸區偏向齒根或者齒頂,是由壓力角誤差造成的,接觸區齒高方向的位置修正,就是對壓力角進行修正。一般情況下,均與螺旋角誤差同時出現,修正方法有以下2種:
(1)當壓力角修正量較小時,可用改變搖臺中心位置的方法來修正,若接觸區位置偏向齒頂時即齒頂接觸,可減小搖臺中心位置和增加床位;若接觸區位置偏向齒根即齒根接觸,可增加搖臺中心位置和減小床位。
(2)當壓力角修正量較大時,可用改變傳動比的方法來修正,當修正小輪的齒頂接觸時應增加機床滾比;修正小輪的齒根接觸時應減小機床滾比,均可修正壓力角誤差2°~3°。
2.3 對角接觸的修正
對角接觸產生的主要原因,是由于切齒時采用了平頂齒輪加工原理,以及齒長上各點螺旋角不等,壓力角也不相等所致。凸面上大端壓力角小,小端壓力角大,凹面則相反,從而造成凸面上接觸區由小端齒根走向大端齒頂的趨勢,凹面上則相反,即所謂出現的“內對角”現象。
此外,由于刀盤名義直徑選擇不當或調整數據紊亂,也會產生對角接觸。當對角接觸不嚴重時,可不必修正,經一段時間跑合后,可自行消除修正。當需要修正時,常用“滾比——水平輪位”法,同時相應改變床位,以保證切深不變;相應改變刀位,以保證接觸區在沿齒長的合理位置上。如表3所示,此外,還可改變附加滾切方式以及垂直輪位(即準雙曲線位移)修正對角接觸。
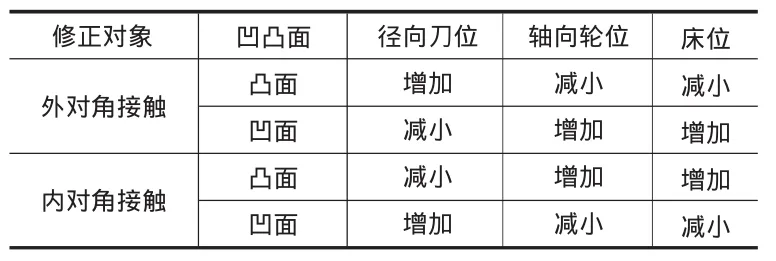
表3 對角接觸區的修正
2.4 接觸區寬度的調整
常用改變垂直輪位來實現。調整垂直輪位對齒面接觸區寬度的影響,從而對齒輪的曲率有影響,情況如表4所示。
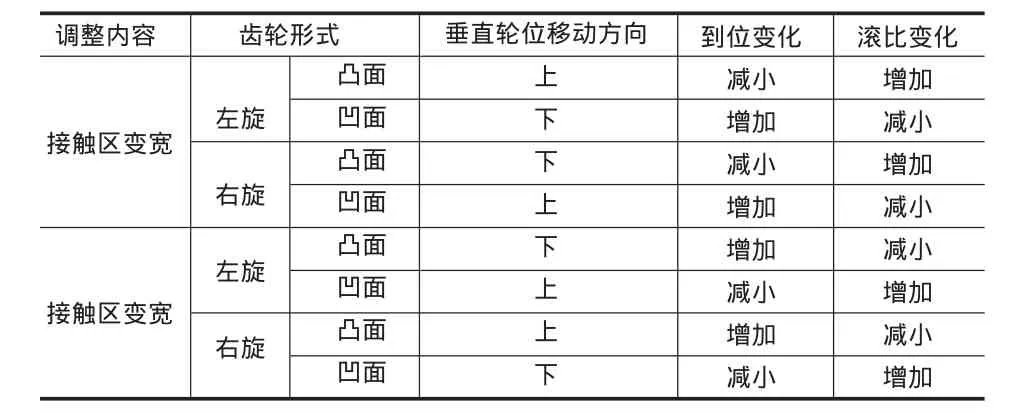
表4 調整垂直輪位對齒面寬度的影響變化
3 結束語
以上介紹的齒輪接觸區的調整方法,應根據實際情況具體分析。而一般情況下,當接觸區發生偏離時的調整,均為綜合調整,就是同時調整幾個參數,這就要求我們更好的在實際中摸索經驗,好好總結歸納。接觸區是齒輪的重要參數,我們務必要總結好經驗調整好機床,增長成品率,提高公司效益。
[1]恪 良,仇天任,蔡志侯.齒輪工工藝學[M].北京:科學普及出版社,1985.
[2]王銘堂.新編齒輪傳動(2006版)[M].北京:中國知識出版社,2006.
[3]上海第一機電工業局.齒輪工工藝學 [M].北京:機械工業出版社,1985.
[4]齒輪手冊編委.齒輪手冊(上冊)[K].北京:機械工業出版社,2000.
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50