基于Turbo PMAC Clipper的伺服系統PID參數整定方法
2012-01-13 03:01:32鄒麗梅
武夷學院學報 2012年2期
關鍵詞:拋物線
郭 波 鄒麗梅
(武夷學院 電子工程系,福建 武夷山 354300)
基于Turbo PMAC Clipper的伺服系統PID參數整定方法
郭 波 鄒麗梅
(武夷學院 電子工程系,福建 武夷山 354300)
本文介紹了PMAC測定PID參數軟件PmacTuningPro2功能模塊的運用,指明PID參數的變化對響應曲線指標的影響。分析了根據階躍響應曲線整定PID參數方法與根據拋物線速度曲線整定前饋參數方法,為使用Clipper控制器開發機電設備打好基礎。實踐表明,此方法適合模擬輸出速度環伺服系統,能提高顯著提高系統響應速度等動態特性。
Clipper;PID參數;動態特性
在由PMAC控制器組建的高精度數控伺服系統中,當完成控制器、電機、傳動結構與檢測元件的選型構建后,就應當進行系統的自動控制調試。閉環數控伺服系統普遍采用的自動控制為PID(比例、積分、微分)控制,PMAC控制器還能引入前饋、濾波等算法,該控制對調校系統精度,獲得良好動態特性有重要的效果。PMAC內置了PID算法,在實際調校中就是整定比例、積分和微分的三項參數值。工業控制PID整定方法到目前為止大約有幾十種,如臨界比例度法、反應曲線法、試湊法等[1],可是工業控制器及被控對象的特點千差萬別,實際并沒有一種適用于全部系統的精確整定方法。本文面向數控伺服系統,結合Turbo PMAC Clipper運動控制器PmacTuningPro2軟件進行PID參數整定,通過總結整定流程,提高對類似系統的調試效率。
1 伺服系統的組成及PID軟件介紹
Turbo PMAC Clipper控制器 (Turbo PMAC2 Eth-Lite)是美國Delta Tau公司推出的PMAC開放式多軸運動控制器家族的一員。其具備全部Turbo PMAC特征,提供最多32軸獨立閉環控制,當前在我國主要用于數控機電產品開發。本實驗伺服系統采用上位機+CLIPPER作為控制端完成信息處理;執行機構為日本富士伺服驅動器與電機(200W);機械本體采用X-Y十字滑臺;反饋系統為伺服電機編碼器,形成模擬輸出,速度環閉環控制。
Clipper卡通過PmacTuningPro2軟件為用戶提供了PID、速度與加速度前饋和反饋濾波三類標準控制算法,這些需要整定的參數值以I變量的形式存儲在卡內,點擊菜單Interative Turing項可見PID參數集成整定對話框,如圖1。
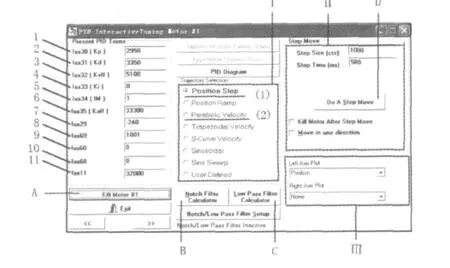
圖1 PID參數集成整定對話框
該對話框涵蓋了手動整定過程的全部參數設置,其中圖中標示1~11項為PID參數設定區,用于手動輸入需要測試的PID系列參數,分別為1、比例增益Kp;2、微分增益 Kd;3、速度前饋 Kvff;4、積分增益 Ki;5、積分模式 IM ;6、加速度前饋 Kaff;7、模擬量輸出偏差;8、模擬量輸出極限;9、伺服環周期擴展;10、摩擦前饋增益;11、跟隨誤差限制設定。這些參數存儲在如圖1所示變量Ixx30~Ixx11中,xx為電機號,Turbo PMAC2型控制器Clipper的取值范圍為1~32。區域Ⅰ用于選擇輸入軌跡的類型,一般需要調整(1)Position Step階躍位置信號輸入,此整定過程涉及Kp、Kd、Ki、IM四個PID參數。階躍位置輸入信號在線性定常控制中為最差的激勵信號,如果伺服系統能在此信號激勵作用下滿足控制要求,則其他外激勵信號也就不會有問題。(2)Parabolic Velocity拋物線速度信號輸入,用于調整速度前饋、加速度前饋、摩擦前饋增益這三個前饋參數。引入前饋環節能補充傳統PID的精度控制缺陷,構成前饋反饋復合閉環,用于改善伺服系統速度誤差與跟隨誤差。
區域Ⅱ用于設定輸入信號參數值,現場調試應當盡量使輸入參數接近伺服系統的運行工況。區域Ⅲ用于設定測出數據坐標軸的項目類型,可提供復合的測定曲線供調試人員參考。圖1標示的按鈕A用于被測電機的開閉,整定過程的操作為在PID參數設定區輸入設定值后,鼠標點擊按鈕D運行內置的PLC程序開始測定指標,根據繪出的坐標軸曲線形狀與測定指標更改PID參數,如此不斷反復以便獲得符合控制要求的動態特性。
點擊按鈕B (Notch Filter Calculator)或按鈕C(Low Pass Filter Calculator)將進入陷波/低通濾波器調整模式,其涉及到Ixx36~Ixx39四個過濾器系數。該模式可自動整定過濾反饋噪音信號的過濾器系數,整定過程需要設定噪音頻段。
2 PID參數的實際作用及曲線分析
PID參數在工程應用中可由理論計算和實驗整定兩種方法得到,當伺服系統參數不能完全掌握時,控制的結構與參數就必須依靠經驗和現場調試來整定。依靠經驗要求調試人員須了解PID參數代表的物理意義,該意義在許多文獻均有詳細說明[2];其次為掌握PID參數的變化對響應曲線指標的影響。
2.1 階躍響應曲線
階躍信號輸入的響應曲線如圖2所示,擁有階躍指令位置線與實際位置線,比較兩線差異得到指標,期望的指標應為:響應時間(Rise Time)應盡量小;帶寬(Natural Freq)應盡量大;超調率(Over Shoot)應接近 0;阻尼比(Damping)維持在 0.6~1 之間。
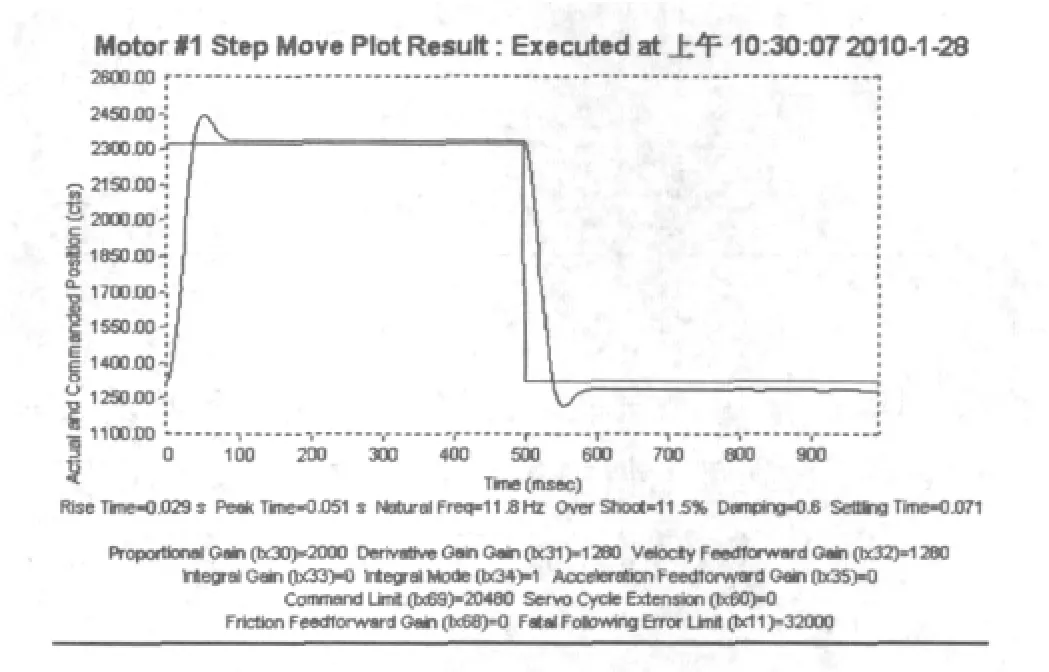
圖2 階躍信號響應曲線
PID參數Ixx30比例增益的數值增加能提升系統剛性與響應速度,主要體現為曲線響應時間的減小、帶寬的增加,阻尼比的減小。但是數值過大將影響系統的穩態特性,初始表現為超調率增大,響應時間增加。如果比例增益繼續增加,系統將出現失穩,伺服系統將不斷震蕩。
Ixx31微分增益將引入阻尼。合適的數值增加能減低超調率,增加阻尼比,使伺服系統穩定在高比例增益下。如果微分增益數值過大,系統的響應時間將增大,帶寬降低,阻尼比數值維持在1上。對于伺服系統,阻尼比應維持在0.6~1之間能夠獲得較好的響應特性。
Ixx33積分增益用于消除高比例增益帶來的穩定誤差,僅當伺服系統特性需要高比例增益帶來高剛度或響應速度時才需要引入,一般系統采用默認值0即可。
Ixx34積分增益模式決定增益是否全程有效或控制速度為0時有效。
2.2 拋物線速度曲線
通過對拋物線速度曲線(如圖3)的評估,可以發現伺服系統引前饋能減少系統跟隨誤差。所以,該曲線最重要的指標為最大跟隨誤差 (Max Following Error),其坐標值位于坐標軸右方,測定出的數值越接近0越好,單位為cts。
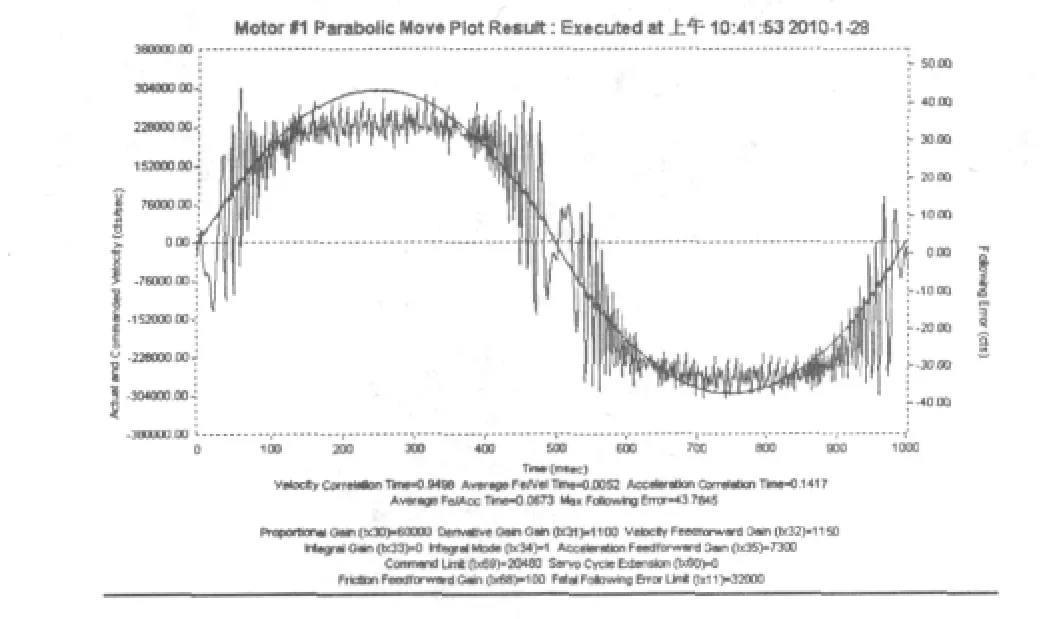
圖3 拋物線速度曲線
Ixx32速度前饋可消除微分增益帶來的跟隨誤差,Ixx35加速度前饋能減小系統慣性帶來的跟隨誤差,Ixx68摩擦前饋增益能減小摩擦產生的跟隨誤差。
3 整定步驟及注意點
3.1 自動調定
PmacTuningPro2軟件為用戶提供了自動整定功能AutoTuning。該功能將快速運動電機并根據動態響應計算增益,但是遺憾的是該功能在多數帶負載調整時并不能達到最優整定。自整定功能的用途主要在對系統的動態特性目標明確,且系統能達到的特性高于期望值很多的情況下。如果在負載條件下,自整定不能帶來伺服系統希望的運動,那么只能手動整定電機伺服環的參數。關于自整定功能的使用,文獻[3]有詳細說明,這里不再贅述。
3.2 手動整定步驟
3.2.1 初始準備工作
1、將 Ixx30、Ixx31、Ixx32、Ixx33、Ixx34、Ixx35、Ixx60、Ixx68參數值修改為0。
2、選擇菜單Position Loop中的DAC Calibration執行自動校正DAC,消除電機零飄,校正值輸入Ixx29。
3、對于Clipper控制器,Ixx69設置應為1001,限制最大輸出模擬電壓值。
4、Ixx11設置為32000,限制測試最大跟隨誤差報警,防止不合適的PID參數引起系統超限震蕩。
5、指令J/閉環電機,移動實驗臺至安全位置,通常為零點附近。
3.2.2 階躍信號響應曲線的整定
第一步從較低的數值 (如100)開始,逐漸增加Ixx30比例增益,此時PID控制器為純比例調節。隨著數值的增加,將產生如圖 4(a)至(d)四類曲線形狀,其形狀的意義見圖4,與之對應的響應曲線指標開始變化:響應時間減小;超調率超過0;阻尼比(Damping)從1 開始逐漸下降至 0.1。在圖(b)至圖(c)階段會出現響應時間隨著數值的增加在最小的一個值保持毫秒級的跳動, 本實驗系統為0.023s~0.025s。繼續增加Ixx30,將會在某一數值,響應時間開始上升的情況,這時記錄Ixx30的數值,取其70%作為初定值,則比例增益Kp確定。
第二步給定微分增益Ixx31一個較大的值,通常為Kp的兩倍以上,測試結果一般來說,之前過大的超調率會減低為0,阻尼比會再次變為1,響應時間增大。這時逐漸減小微分增益,仔細觀察曲線變化,根據指標響應時間變化,將會有一個合適的數值(此時可能需要微調比例增益Kp)控制響應時間達到第一步純比例調節的最低值,同時帶寬達到最大,如圖4(d),至此階躍信號輸入整定完畢。
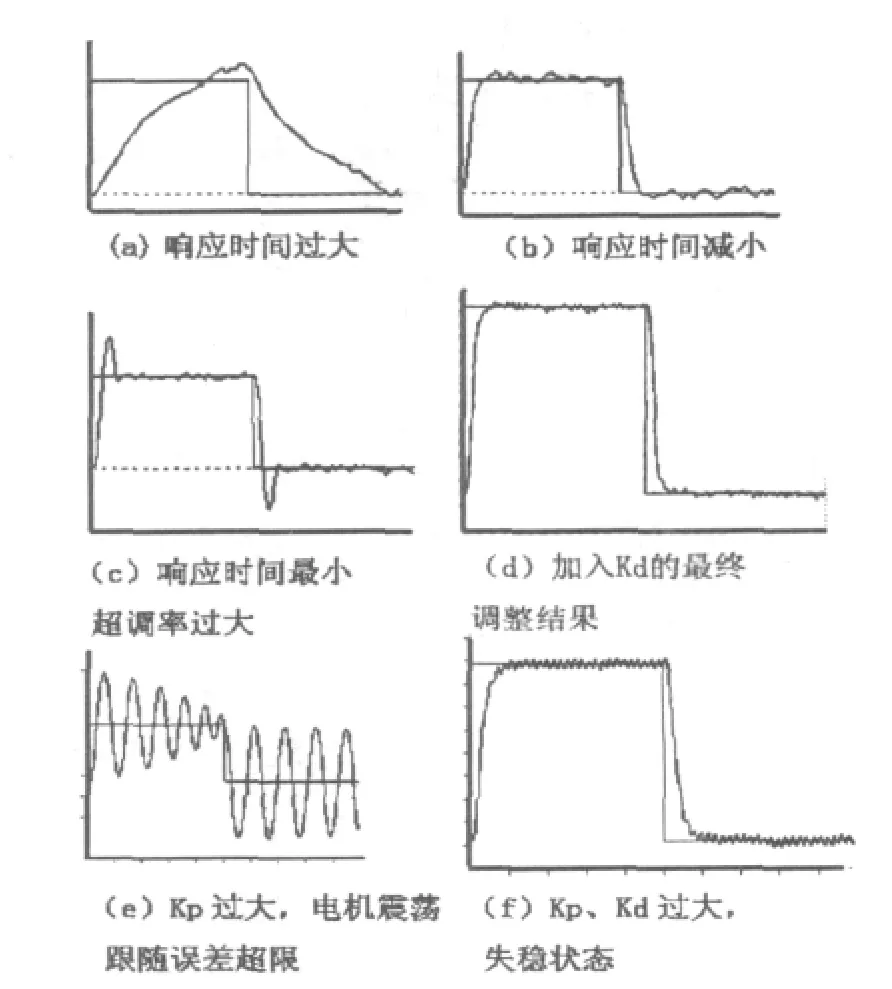
圖4 常見階躍曲線形狀
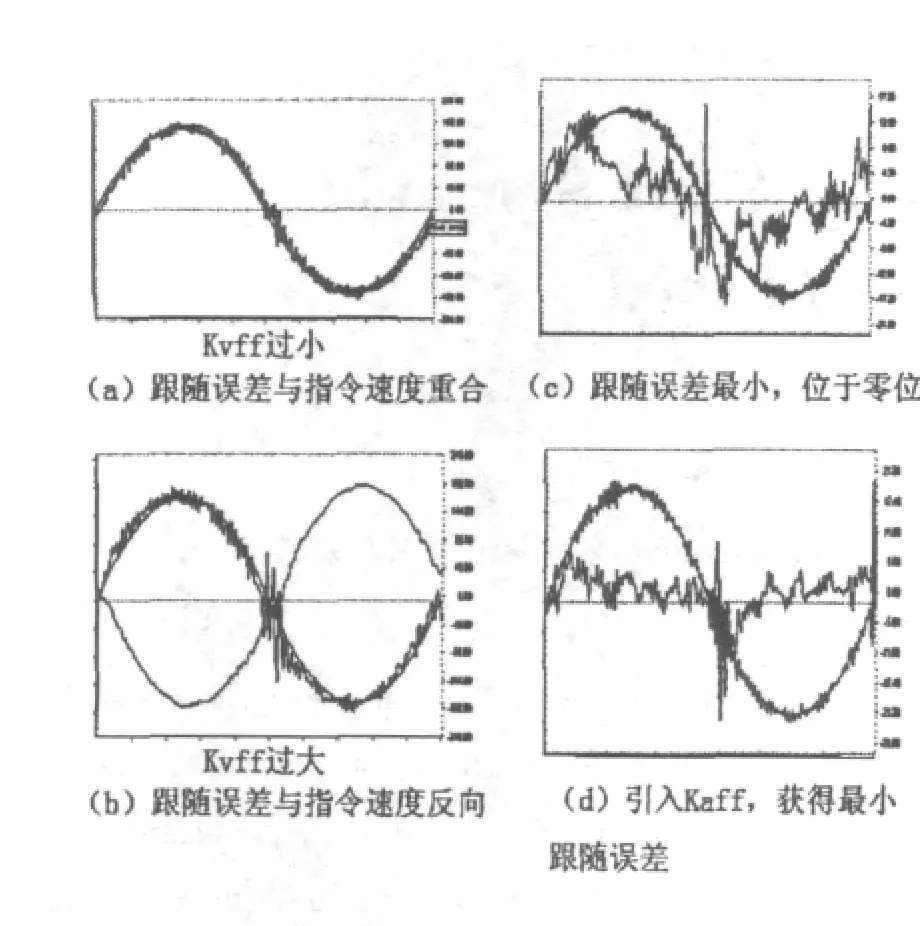
圖5 常見拋物線速度曲線形狀
3.2.3 拋物線速度曲線的整定
在比例+微分控制條件下,選擇拋物線速度輸入,可以采用最小二乘法逐個輸入Ixx32速度前饋參數,將得到的曲線與圖5各階段曲線形狀對比。如Ixx32=1000曲線形狀類似于圖5(a),跟隨誤差線與指令速度線同相同位,屬于速度前饋增益太小,再設定一個Ixx32=10000曲線形狀類似圖5(b),跟隨誤差反向,屬于速度前饋增益太大,則再次輸入5000對比,不斷如此反復,直至得到一個最小的跟隨誤差值,如圖5(c)。由于跟隨誤差有可能是負值,所以最小的值為最接近零的數值。
此時的跟隨誤差主要由系統慣性帶來,最大誤差集中發生在拋物線加速度變化最大處,如拋物線起點,中點和終點,從0開始逐漸增加Ixx35加速度前饋能減小這類誤差,減低并穩定指標最大跟隨誤差(Max Following Error),如圖 5(d)。但如果 Ixx35 數值過大也會增大最大跟隨誤差,所以不適用最小二乘法,只能通過不斷比較曲線形狀與特征值確定。
3.3 整定過程的注意點
1、檢測到的指標是有誤差的,同一組參數重復檢測得到的指標并不會相同,但如果差異總是較大,說明反饋噪聲影響較大,應嘗試陷波濾波器設置。
2、比例增益與微分增益整定過程實際是一個尋找臨界點的過程,比例增益需從小至大逐個嘗試,微分增益應從大到小。如果隨意嘗試增益數值可能會帶來較大的指標誤差,對整定過程的曲線判斷起干擾作用。
3、比例增益如果過大,測定時電機會震蕩,如圖4(e)此時應點擊圖1按鈕A—killmotor關閉電機,減小比例增益再試。
4、在過高的Kp與Kd配合下,也可能獲得較好的階躍曲線指標,如圖4(f)。但系統處于失穩狀態,切換到拋物線速度曲線模式將引起過大的速度誤差和跟隨誤差。
4 結束語
PMAC運動控制器用途廣泛,受到廣大機電工程人員的青睞。其PID參數整定是伺服系統正常工作的前提,是所有學習使用PMAC的工程師必須掌握的技術。由于其功能復雜,相關資料不全,其使用往往讓初學者繞了很多彎路。筆者通過查閱資料、幫助文獻并作實驗對比,認為PMAC的整定過程是有規律可循的,希望此整定方法能對同行有所幫助。
[1]付冬梅.工業過程控制中的PID整定方法[J].自動化博覽,1994(06).
[2]黨大偉,武建新,楊曉軍.基于PMAC-PCI運動控制器的PID 整定[J].機械工程與自動化,2009(03).
[3]趙保亞.基于PMAC的數控系統PID參數調節研究 [J].機械設計與制造,2007(10).
[4]DELTA TAU Data System,Inc.PMAC2Software Reference[Z],2004.
Based on the Turbo PMAC Clipper Serve System of PID Parameters Setting Method
GUO Bo ZOU Limei
(Department of Electronic Engineering,Wuyi University,Wuyishan,Fujian 354300)
This paper introduces the function module of software PmacTuningPro2 for PMAC setting PID parameters,point out The impact of PID parameters on the response curve indicators.Analysis the method of setting PID parameters by the step response curve and the method setting feed forward parameters by the parabolic velocity curve,the method can lay a basis for using the Clipper controller developing mechanical.The practice shows that this method is suitable for simulation output speed servo system,can improve the ring significantly improve the system response speed dynamic characteristics.
Clipper;PID parameters;dynamic characteristic
TM571
A
1674-2109(2012)01-0060-05
2011-10-08
南平市科技局項目(項目編號:N2009Z10-4)。
郭波(1979-),男,漢族,講師,主要研究方向:數控技術。
猜你喜歡
中學生數理化·高二版(2025年2期)2025-03-05 00:00:00
語數外學習·高中版上旬(2024年18期)2024-02-20 00:00:00
中學生數理化(高中版.高二數學)(2022年1期)2022-04-26 13:59:58
中學生數理化(高中版.高二數學)(2022年1期)2022-04-26 13:59:56
中學生數理化·中考版(2021年10期)2021-11-22 07:26:38
中學生數理化(高中版.高二數學)(2021年3期)2021-06-09 06:08:40
中學生數理化(高中版.高二數學)(2021年2期)2021-03-19 08:54:12
中學生數理化·中考版(2019年10期)2019-11-25 09:39:04
中學生數理化·中考版(2018年10期)2018-12-07 00:44:42
中學生數理化·中考版(2017年10期)2017-04-23 06:29:38
