機(jī)器人自動沖壓線上送料方向的改變
2016-06-21 15:06:30魏龍東風(fēng)模具沖壓技術(shù)有限公司
鍛造與沖壓 2016年20期
文/魏龍·東風(fēng)模具沖壓技術(shù)有限公司
機(jī)器人自動沖壓線上送料方向的改變
文/魏龍·東風(fēng)模具沖壓技術(shù)有限公司
本文主要介紹了在自動沖壓送料生產(chǎn)線上,由于零件模具已經(jīng)成形,無法做出大的變更,通過改進(jìn)端拾器,成功實(shí)現(xiàn)了工件在工序間的旋轉(zhuǎn)。改進(jìn)端拾器的具體布置位置、結(jié)構(gòu)、尺寸要視具體零件和具體生產(chǎn)條件的不同,而有所不同。
隨著沖壓技術(shù)的發(fā)展和市場需求的不斷增長,主機(jī)廠對提升沖壓生產(chǎn)效率的要求愈來愈強(qiáng)烈,這就促使自動化沖壓技術(shù)對傳統(tǒng)人工沖壓方式進(jìn)行替代。目前,中大型自動沖壓線上,多數(shù)采用機(jī)器人來實(shí)現(xiàn)自動搬運(yùn)沖壓件。
沖壓的送料方向指的是板料或各工序間零件在生產(chǎn)線上運(yùn)動時(shí),保持自身相對固定狀態(tài)的前進(jìn)方向。人工手動沖壓時(shí),送料方向可以在人工干預(yù)下進(jìn)行角度變化,可以沿一定的軸線旋轉(zhuǎn)零件本體。但在沖壓自動化生產(chǎn)線上,機(jī)器人沿既定的軌跡進(jìn)行抓取、搬運(yùn)、放下零件,可偏轉(zhuǎn)角度非常小,自身無法實(shí)現(xiàn)大角度的旋轉(zhuǎn)。
送料方向如何實(shí)現(xiàn)大角度改變
本文以一款轎車零件“左/右后輪罩”為例,闡述機(jī)器人自動沖壓線上,送料方向如何實(shí)現(xiàn)大角度改變的解決思路和方法。“左/右后輪罩”零件示意圖如圖1所示,其工藝過程和送料方向示意圖如圖2所示。
由圖2可見,從30序翻整到40序切開時(shí),該零件在工序間旋轉(zhuǎn)了90°。旋轉(zhuǎn)90°是基于具體的模具結(jié)構(gòu)和生產(chǎn)條件而確定的,本文不做論述。在手工生產(chǎn)時(shí),這一旋轉(zhuǎn)動作是由人工完成的。但是自動化生產(chǎn)線就要求機(jī)器人代替人工,這就對自動化生產(chǎn)線上的機(jī)器人提出了很高的要求。

圖1 “左/右后輪罩”零件示意圖
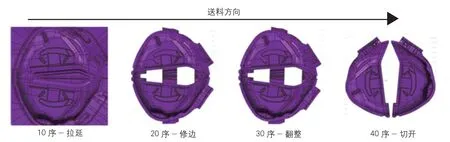
圖2 工藝過程和送料方向示意圖
一般的沖壓生產(chǎn)線上機(jī)器人配置多為6軸機(jī)器人,隨著技術(shù)發(fā)展,目前行業(yè)內(nèi)旋轉(zhuǎn)7軸機(jī)器人和直線7軸機(jī)器人也逐漸被廣泛應(yīng)用。6軸機(jī)器人是將前一個工件抓取后,實(shí)現(xiàn)180°旋轉(zhuǎn)后放入下一工位模具中,7軸機(jī)器人實(shí)現(xiàn)了工件在工序間的平移,不需要旋轉(zhuǎn)。如示意圖3和圖4所示。但不論6軸機(jī)器人還是7軸機(jī)器人,都無法靠自身完成工件90°的旋轉(zhuǎn)。
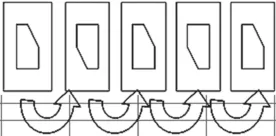
圖3 6軸機(jī)器人實(shí)現(xiàn)180°旋轉(zhuǎn)
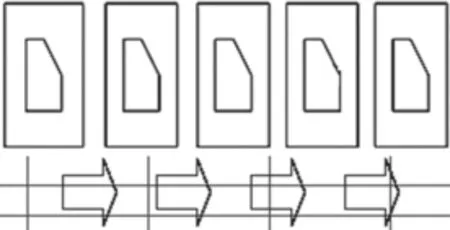
圖4 7軸機(jī)器人可實(shí)現(xiàn)工件在工序間平移
改進(jìn)端拾器解決問題
由于零件模具已成形,無法做出大的變更,如果該零件要在機(jī)器人自動沖壓線上生產(chǎn),只有在端拾器上想辦法解決這一問題。端拾器一般與機(jī)器人的聯(lián)接部分靠主桿、支桿、分支桿、吸盤等主要部件組合而成,如圖5所示。
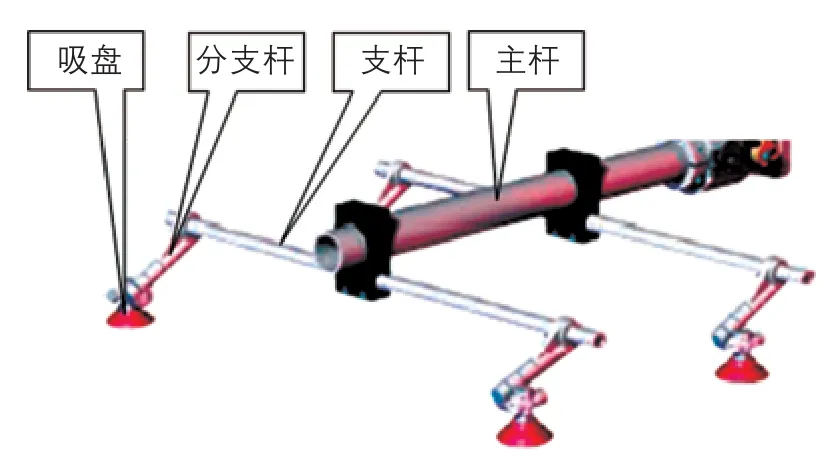
圖5 端拾器示意圖
經(jīng)過技術(shù)分析,端拾器可分為兩大部分,一是主桿部分,二是支桿和分支桿的組合體部分,第二部分還包括有吸盤。可以看出來,主桿是和機(jī)器人端部聯(lián)接,受機(jī)器人動作限制,無法進(jìn)行90°旋轉(zhuǎn)。如果想要工件旋轉(zhuǎn)90°,那么只有將支桿及分支桿相對于主桿旋轉(zhuǎn)90°,才能帶著零件旋轉(zhuǎn)90°。
按此思路,參考主桿相關(guān)尺寸,選取合適聯(lián)動氣缸及連桿,安裝在主桿上,氣缸前端通過連桿和旋轉(zhuǎn)軸將支桿和分支桿的組合體固定,氣缸末端固定在主桿上,氣動管路部件隨形布置,穩(wěn)妥固定。改進(jìn)后端拾器的實(shí)物圖如圖6所示。
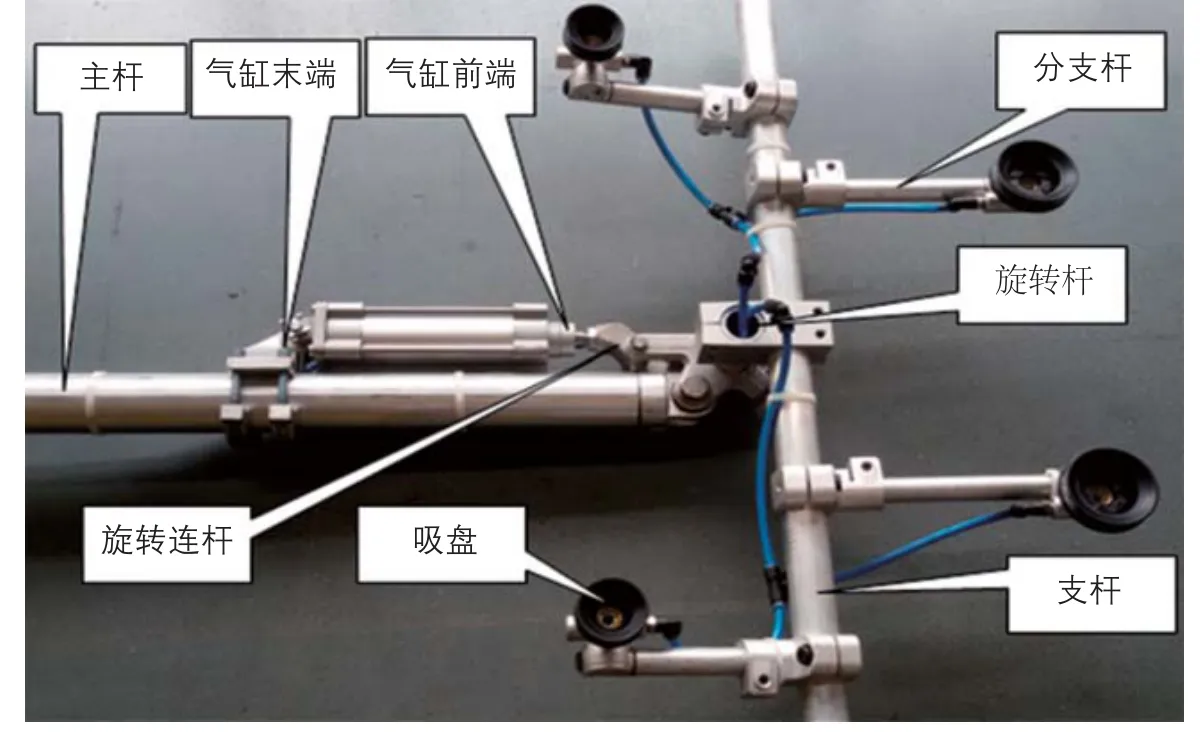
圖6 端拾器實(shí)物圖
這樣一來,在送料過程中,通過系統(tǒng)發(fā)出信號,使得端拾器上氣缸推桿在設(shè)定的時(shí)間開始伸出,通過旋轉(zhuǎn)連桿和旋轉(zhuǎn)軸帶動支桿與分支桿組合體旋轉(zhuǎn)運(yùn)動,從而達(dá)到支桿與分支桿組合體上吸附工件旋轉(zhuǎn)。送料結(jié)束回程時(shí),也通過系統(tǒng)發(fā)信號,使得端拾器上氣缸推桿在設(shè)定的時(shí)間開始收回,恢復(fù)到原始狀態(tài)。兩種狀態(tài)如示意圖7所示。
在設(shè)定旋轉(zhuǎn)方向時(shí),就要綜合考慮零件特性、吸附性、空間限制、速度限制等等要求。因?yàn)闄C(jī)器人帶動端拾器主桿,自身就在做旋轉(zhuǎn)運(yùn)動,如果零件旋轉(zhuǎn)方向與端拾器主桿的運(yùn)動方向相同,則可以使得零件加速運(yùn)動;反之,如果零件旋轉(zhuǎn)方向與端拾器主桿的運(yùn)動方向相反,則使零件相對減速。這些都取決于氣缸相對于主桿的布置位置。順時(shí)針旋轉(zhuǎn)和逆時(shí)針旋轉(zhuǎn)狀態(tài)下,氣缸與主桿的相對位置如圖8所示。
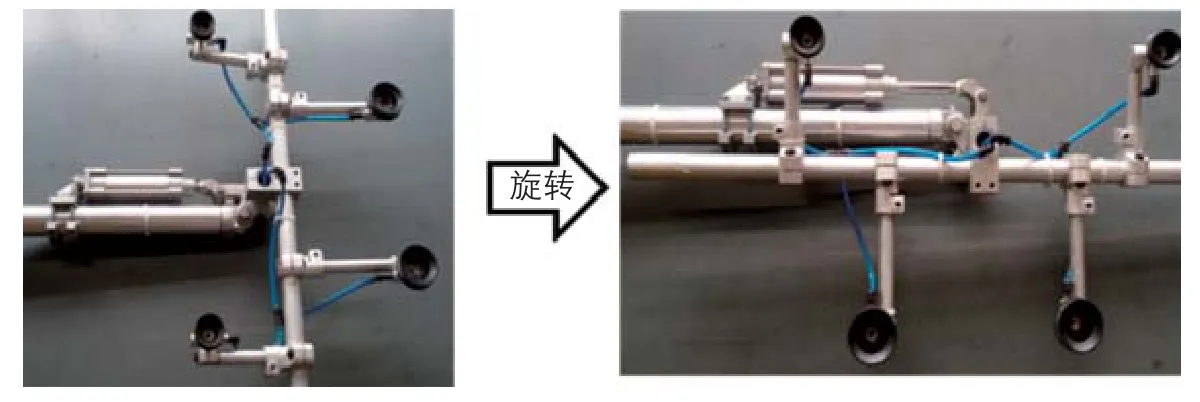
圖7 端拾器的兩種狀態(tài)
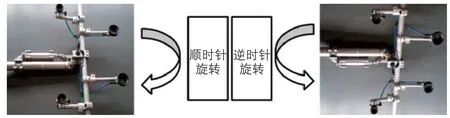
圖8 順時(shí)針旋轉(zhuǎn)和逆時(shí)針旋轉(zhuǎn)狀態(tài)下氣缸與主桿的相對位置
結(jié)束語
綜上所述,通過在端拾器上加裝部分機(jī)構(gòu),可以實(shí)現(xiàn)工件在自動化生產(chǎn)線上各工序之間旋轉(zhuǎn)送料。但是端拾器上加裝機(jī)構(gòu)的具體布置位置、結(jié)構(gòu)、尺寸,需要視該生產(chǎn)線具體生產(chǎn)零件和具體生產(chǎn)條件而定。
猜你喜歡
《學(xué)習(xí)方法報(bào)》歷史中考版(2023年21期)2023-11-09 07:40:38
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2022年1期)2022-02-26 06:57:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年3期)2021-03-18 13:44:48
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
數(shù)學(xué)小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當(dāng)代貴州(2019年41期)2019-12-13 09:28:56
中國共青團(tuán)(2015年7期)2015-12-17 01:24:38
小天使·一年級語數(shù)英綜合(2015年2期)2015-01-14 06:35:05
